الأكسدة التحفيزية التجديدية (RCO)
يجمع هذا النظام بين كفاءة استعادة الحرارة العالية (95%+) لنظام الأكسدة الحرارية المتجددة (RTO) وتقنية التحفيز منخفضة الحرارة لنظام ثاني أكسيد الكربون (CO2). حقق كفاءة تصل إلى 99% في تدمير المركبات العضوية المتطايرة (VOC) مع أدنى استهلاك للطاقة التشغيلية على الإطلاق.
اتصل بنامقدمة لعملية RCO
تقوم تقنية الأكسدة التحفيزية التجديدية (RCO) بتسخين غاز النفايات العضوية إلى درجة حرارة أعلى 300 درجة مئويةتحت تأثير عامل حفاز في غرفة الاحتراق، تتأكسد المركبات العضوية المتطايرة وتتحلل إلى ثاني أكسيد الكربون والماء غير الضارين، مما يحقق كفاءة تنقية تصل إلى 99%.
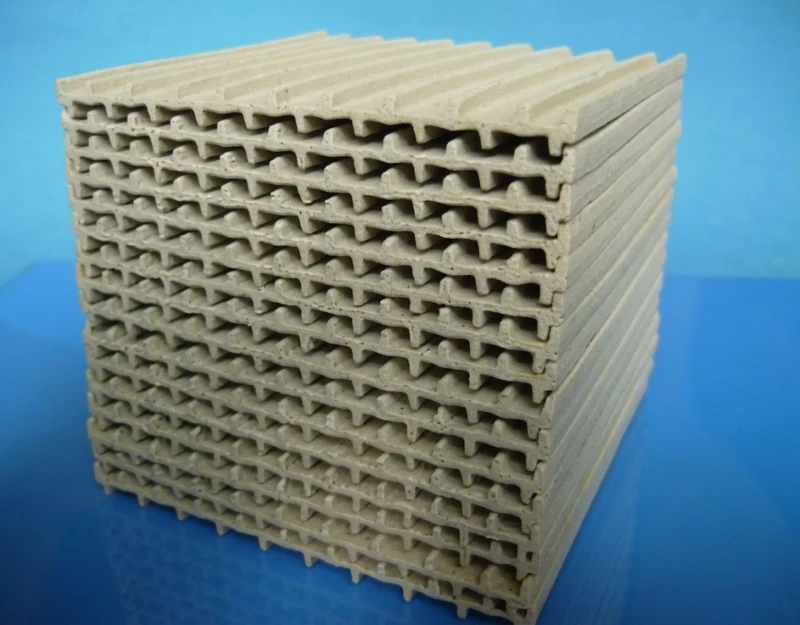
يتدفق الغاز ذو درجة الحرارة العالية المتولد عبر مُجددات ومحفزات خزفية مصممة خصيصًا، مما يؤدي إلى تسخين الجسم الخزفي "لتخزين الحرارة". وفي الدورة اللاحقة، يمر غاز النفايات الداخل عبر هذا الخزف الساخن، ناقلاً الحرارة المخزنة إلى العادم.
من خلال استخدام السيراميك كوسيط لتبادل الحرارة في دورة مستمرة، يقلل النظام بشكل كبير من استهلاك الوقود اللازم لتسخين غاز النفايات، مما يخفض تكاليف التشغيل ويحقق كفاءة ملحوظة في استعادة الحرارة تصل إلى 95%.
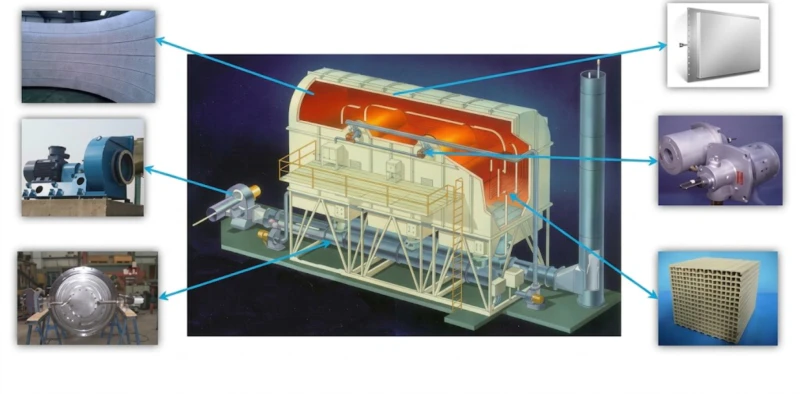
مكونات النظام
مكونات النظام الرئيسية
الجسم المتجدد

قطن عازل للحرارة

نظام المروحة

تمزق القرص

نظام الصمامات

المحفز
كيف يعمل نظام التحكم عن بعد (RCO)
التسخين المسبق
يدخل غاز المركبات العضوية المتطايرة إلى حجرة التجديد الأولى عبر صمامات التحويل. يمتص الغاز الطاقة الحرارية من الوسائط الخزفية المسخنة مسبقًا، ويرتفع بسرعة إلى درجة حرارة تنشيط المحفز.
الأكسدة التحفيزية
يمر الغاز الساخن عبر طبقة المحفز. وتتأكسد المركبات العضوية المتطايرة إلى ثاني أكسيد الكربون والماء غير الضارين عند درجات حرارة منخفضة (250-400 درجة مئوية)، مع إطلاق حرارة التفاعل في الوقت نفسه.
استعادة الحرارة
يتدفق الغاز النقي ذو درجة الحرارة العالية عبر حجرة التجديد الثانية. وينقل حرارته مرة أخرى إلى الوسائط الخزفية (مخزناً الحرارة للدورة التالية) أثناء تبريده.
انبعاثات نقية
يتم تصريف الغاز النظيف المبرد بأمان عبر المدخنة. تقوم أنظمة التحكم المنطقي القابلة للبرمجة (PLC) بتغيير اتجاه الصمام بشكل دوري للحفاظ على دورة مستمرة وعالية الكفاءة في استهلاك الطاقة.
الميزات والفوائد الرئيسية
اكتشف لماذا يعتبر الأكسدة التحفيزية التجديدية الحل الأكثر كفاءة في استخدام الطاقة لمعالجة كميات كبيرة من المركبات العضوية المتطايرة.
الكفاءة القصوى في التكلفة
إن الجمع بين استعادة الحرارة الاستثنائية (>95%) ودرجات حرارة التفاعل المنخفضة يتيح عملية "مستدامة ذاتيًا" دون أي استهلاك إضافي للوقود، حتى عند معالجة المركبات العضوية المتطايرة ذات التركيز المنخفض للغاية.
عمر أطول للمعدات
من خلال خفض درجة حرارة غرفة الاحتراق من 800 درجة مئوية (RTO القياسي) إلى أقل من 400 درجة مئوية، يقلل النظام بشكل كبير من الإجهاد الحراري والتعب على المكونات المعدنية ويقلل من تدهور العزل.
انبعاثات أكاسيد النيتروجين صفر
تمنع الأكسدة التحفيزية في درجات الحرارة المنخفضة بشكل أساسي تكوين أكاسيد النيتروجين الحرارية (NOx) المرتبطة عادة بالاحتراق في درجات الحرارة العالية، مما يؤدي إلى القضاء على التلوث الثانوي.
ملف أمان استثنائي
يعمل النظام في درجات حرارة أقل بكثير من نقاط الاشتعال الذاتي لمعظم المركبات العضوية، مما يضمن أعلى مستوى من السلامة التشغيلية لمنشأتك.
مجموعة المثلث الذهبي
افهم الاختلافات الأساسية بين CO و RTO و RCO لاختيار نظام التحكم في الانبعاثات الأمثل لمنشأتك.
| بُعد المقارنة | CO (الأكسدة التحفيزية) |
هيئة النقل الإقليمية (الأكسدة الحرارية التجديدية) |
موفر للطاقة
RCO (الأكسدة التحفيزية التجديدية) |
|---|---|---|---|
| طريقة استعادة الحرارة | مبادل حراري ذو صفائح (الكفاءة: 50%-70%) |
قرص العسل الخزفي (الكفاءة: >95%) |
قرص العسل الخزفي (الكفاءة: >95%) |
| درجة حرارة التشغيل | 250 درجة مئوية - 350 درجة مئوية | 800 درجة مئوية - 850 درجة مئوية | 300 درجة مئوية - 400 درجة مئوية |
| حجم الهواء المناسب | صغير إلى متوسط | متوسط إلى كبير جدًا | كبير إلى كبير جدًا |
| تركيز المركبات العضوية المتطايرة | متوسط إلى مرتفع | متوسط إلى منخفض | منخفض للغاية إلى متوسط-منخفض |
| حدود تركيب الغاز | صارم للغاية (خطر التسمم مرتفع) |
واسع الأفق / متسامح للغاية (يتعامل مع الشوائب المعقدة) |
حازم (يتطلب استخدام مواد مضادة للتسمم وفلاتر الغبار) |
خلاصة الخبراء
إذا كنت تتعامل مع أحجام هواء كبيرة و تركيزات منخفضة للغاية من المركبات العضوية المتطايرة بدون استخدام مواد سامة شديدة التأثير على المحفزات، لا شك أن RCO هي خيارك الأفضل. إنه يجمع بشكل مثالي بين استعادة الحرارة الهائلة لنظام RTO وتوفير الوقود في درجات الحرارة المنخفضة لنظام CO.
التطبيقات والسيناريوهات المثالية
متطلبات هندسية أساسية
تُعد أنظمة RCO من أفضل وسائل توفير الطاقة لـ أحجام هواء كبيرة ذات تركيزات منخفضة من المركبات العضوية المتطايرةومع ذلك، يجب أن يكون غاز العادم خالياً تماماً من الجسيمات الثقيلة والمواد السامة للمحفزات. البيئات التي تحتوي على الكبريت، والفوسفور، والهالوجينات، أو المعادن الثقيلة سيؤدي ذلك إلى تعطيل المحفز، ويُنصح بشدة بعدم استخدامه دون معالجة مسبقة مكثفة.

الطباعة والتغليف
فعال للغاية بالنسبة لمرافق الطباعة والتغليف الكبيرة، بما في ذلك عمليات الطباعة الفلكسوغرافية والطباعة بالحفر، حيث يعمل على تكسير مذيبات الحبر بكفاءة ويضمن انبعاثات نظيفة مع الحد الأدنى من تكاليف الوقود.

طلاء السيارات بالرش
مثالية لتصنيع السيارات، وكبائن رش قطع غيار السيارات، وعمليات تشطيب المعادن واسعة النطاق. تُنتج هذه العمليات عادةً كميات هائلة من هواء العادم بتركيزات منخفضة جدًا من المركبات العضوية المتطايرة، مما يجعل تقنية RCO الخيار الأمثل من حيث التكلفة.
أشباه الموصلات الإلكترونية
مثالي لأكسدة المذيبات المحددة وعوامل التنظيف والمركبات العضوية المتطايرة التي يتم توليدها أثناء تصنيع أشباه الموصلات وتصنيع لوحات الدوائر المطبوعة وعمليات طلاء الإلكترونيات الدقيقة بشكل آمن.
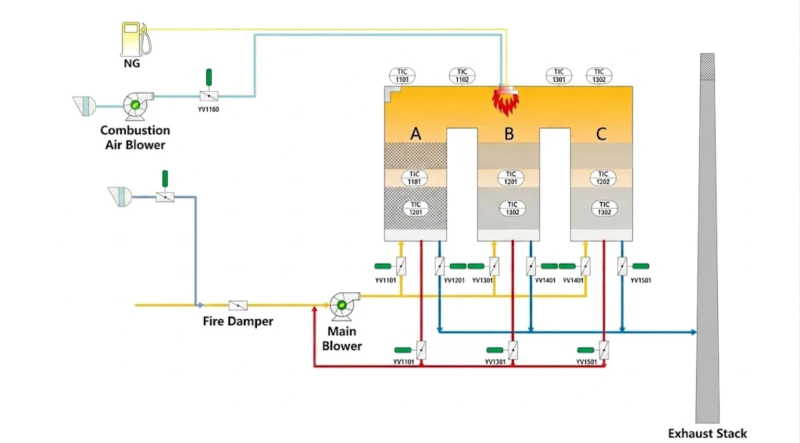
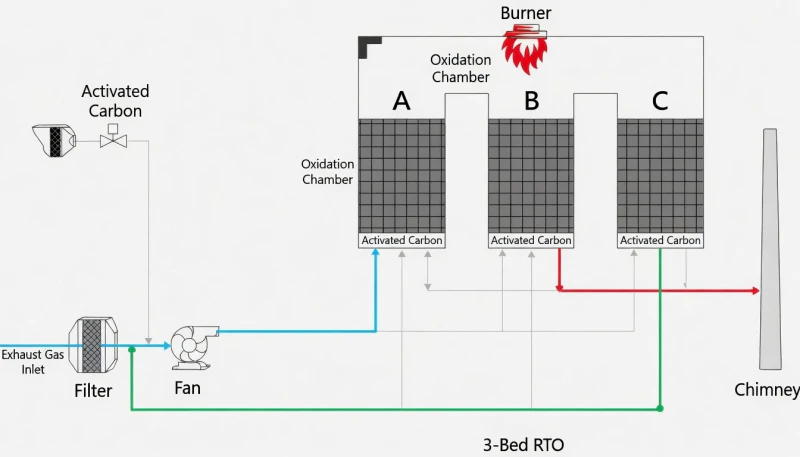
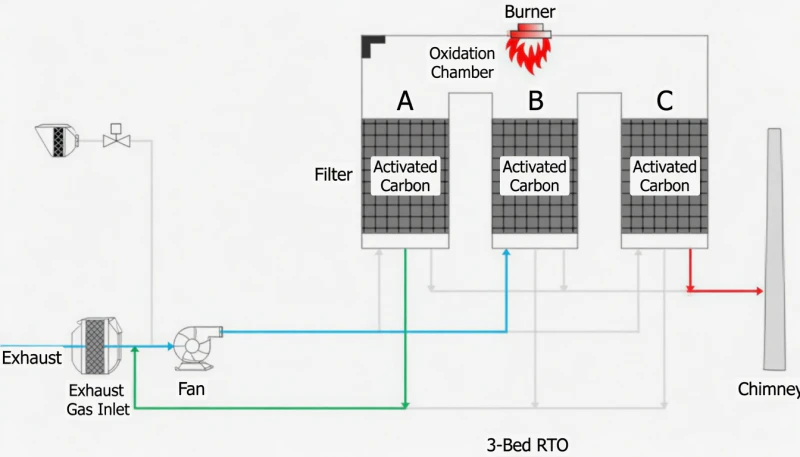
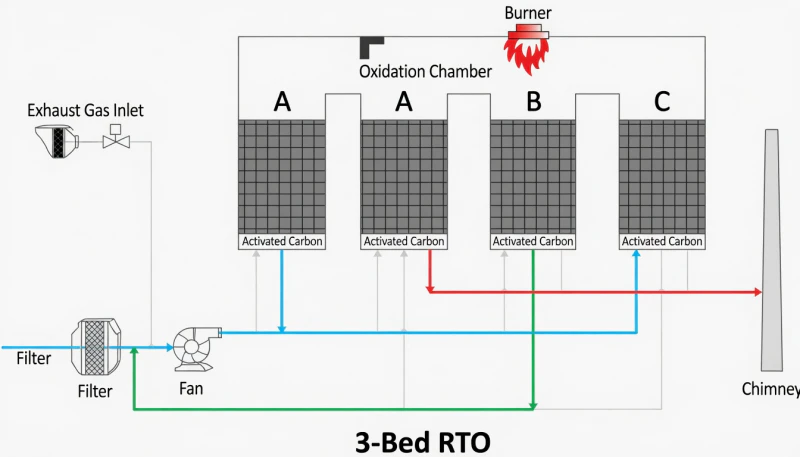
تسلسل تبديل RCO
تضمن دورة التشغيل المستمرة ذات 3 أسرة تدمير المركبات العضوية المتطايرة دون انقطاع، وتمنع ارتفاعات الضغط، وتضمن أقصى قدر من استعادة الحرارة من خلال مراحل الإدخال والإخراج والتنظيف المنهجية.
موثوق به من قبل رواد الصناعة
استمع إلى تجارب العملاء الذين حققوا امتثالاً بيئياً كاملاً وتوفيراً كبيراً في الطاقة باستخدام أنظمة الأكسدة التحفيزية المتقدمة لدينا.
ساهم نظام RCO المُثبّت في خفض تكاليف الطاقة التشغيلية لدينا بنحو 701 طن/طن مع الحفاظ على الامتثال التام لمعايير المركبات العضوية المتطايرة. وكان العائد على الاستثمار مذهلاً.
كانت خبرتهم الهندسية حاسمة في إدارة نظام العادم المعقد ذي الحجم الكبير. تم تركيب النظام بسلاسة، وتجاوز الأداء التوقعات.
محترفون، سريعو الاستجابة، وخبراء بحق في الحد من انبعاثات المركبات العضوية المتطايرة. يحقق نظامهم التحفيزي كفاءة تتجاوز 99% باستمرار. نوصي بهم بشدة.





















