خلاصه اجرایی: اهمیت استراتژیک فناوری RTO برای کنترل VOC صنعتی در سال 2024
در محیط نظارتی امروزی، اکسیدکننده حرارتی احیاکننده (RTO) سیستمها از تجهیزات کنترل آلودگی اختیاری به سرمایهگذاریهای استراتژیک ضروری برای پایداری تولید تکامل یافتهاند. تکامل فناوری RTO نشان دهنده یک تغییر اساسی در نحوه رویکرد تأسیسات صنعتی به کاهش ترکیبات آلی فرار (VOC) است. مدرن سیستمهای RTO نه تنها مطابق با استانداردهای جهانیِ سختگیرانهترِ انتشار گازهای گلخانهای عمل میکند، بلکه بهرهوری انرژی قابل توجهی را نیز ارائه میدهد که اقتصاد عملیاتی را متحول میکند. این تحلیل جامع بررسی میکند که چرا تولیدکنندگان آیندهنگر در حال اتخاذ ... راهکارهای RTO به عنوان اجزای اصلی استراتژیهای زیستمحیطی و مالی آنها.
فصل 1: تحلیل فنی عمیق اصول فناوری اصلی RTO
۱.۱ بهینهسازی چرخه ترمودینامیکی: دستیابی به راندمان بازیابی حرارت ۹۵۱TP3T+
پیشرفت اساسی مهندسی فناوری RTO در رویکرد انقلابی آن به مدیریت انرژی حرارتی نهفته است. برخلاف اکسیدکنندههای حرارتی مرسوم که گرما را از طریق دودکشهای اگزوز هدر میدهند، اکسیدکننده حرارتی احیاکننده سیستمها از یک طراحی چند محفظهای پیچیده با استفاده از واسطههای تبادل حرارت سرامیکی تخصصی استفاده میکنند. این سیستم RTO این پیکربندی در محدوده دمایی بهینه ۷۶۰-۸۵۰ درجه سانتیگراد کار میکند و به طور دقیق کالیبره شده است تا تجزیه کامل مولکولی VOC را تضمین کند و در عین حال بهرهوری انرژی را حفظ کند. نوآوری اصلی این آر تی او این مزیت نه تنها در دستیابی به دماهای بالا، بلکه در توانایی آن در جذب و استفاده مجدد تا 97% از انرژی حرارتی است که در غیر این صورت در فرآیندهای اکسیداسیون سنتی از بین میرفت.
توالی عملیاتی یک سیستم RTO از یک فرآیند چرخهای دقیقاً کنترلشده پیروی میکند. گازهای خروجی آلوده وارد اولین بستر سرامیکی میشوند، جایی که انرژی حرارتی ذخیرهشده را جذب میکنند و تقریباً تا دمای اکسیداسیون هدف، پیش گرم میشوند. این جریان پیش گرمشده سپس وارد محفظه احتراق میشود، جایی که مشعلهای اضافی یا گرمای گرمازای حاصل از اکسیداسیون VOC، آن را به محدوده دقیق ۷۶۰ تا ۸۵۰ درجه سانتیگراد که برای تخریب تقریباً کامل مولکولی مورد نیاز است، افزایش میدهند. گازهای خروجی تمیز و داغ سپس از یک بستر سرامیکی دوم عبور میکنند و قبل از اینکه تمام شوند، انرژی حرارتی خود را از دست میدهند. این فرآیند چرخهای، که معمولاً هر ۳۰ تا ۱۲۰ ثانیه بسته به ... تغییر میکند. سیستم RTO طراحی، یک حلقه پیوسته از جذب و استفاده مجدد انرژی ایجاد میکند که متمایز است اکسیداسیون حرارتی احیاکننده از سایر فناوریهای کنترل VOC.
۱.۲ تکامل محیط سرامیکی: مواد پیشرفته که مرزهای عملکرد RTO را گسترش میدهند
واسطه تبادل حرارت سرامیکی قلب هر ... را نشان میدهد. سیستم RTOو پیشرفتهای علم مواد به طرز چشمگیری بهبود یافته است فناوری RTO عملکرد. سرامیکهای لانه زنبوری سنتی کوردیریت به مواد مهندسیشدهی پیشرفتهای با خواص حرارتی، مکانیکی و شیمیایی بهینه تبدیل شدهاند. سرامیکهای مدرن رسانه سرامیکی RTO باید الزامات رقابتی را متعادل کند: مساحت سطح بالا برای انتقال حرارت کارآمد، یکپارچگی ساختاری برای مقاومت در برابر چرخه حرارتی، مقاومت شیمیایی در برابر محصولات جانبی احتراق اسیدی و حداقل افت فشار برای کاهش مصرف انرژی فن.
| نوع رسانه سرامیکی | مساحت سطح (متر مربع/متر مکعب) | ظرفیت حرارتی (کیلوژول بر متر مکعب بر کلوین) | رسانایی حرارتی (W/m·K) | ضریب افت فشار | تأثیر سیستم RTO |
|---|---|---|---|---|---|
| لانه زنبوری استاندارد کوردیریت | 320-380 | 780-850 | 1.2-1.5 | ۱.۰ (پایه) | کاربردهای استاندارد RTO |
| کاربید سیلیکون با چگالی بالا | 480-550 | 950-1100 | 3.5-4.5 | 0.85-0.95 | 25% ردپای RTO کوچکتر |
| مقاوم در برابر خوردگی با پوشش نانو | 400-450 | 820-900 | 1.8-2.2 | 0.9-1.0 | افزایش طول عمر RTO در شرایط سخت |
| مواد تغییر فاز دهنده کامپوزیتی | 600-750 | 1200-1600 | 2.5-3.5 | 0.7-0.8 | راندمان RTO بالاتر 40% |
آخرین پیشرفتهای مواد RTO: نانوپوششها عملکرد ضد گرفتگی سرامیک را به میزان 40-50% بهبود بخشیدهاند، که به ویژه برای موارد زیر مفید است: سیستمهای RTO پردازش جریانهای اگزوز حاوی سیلیکونها، رزینها یا سایر ترکیبات رسوبگذار. مواد کامپوزیتی تغییر فاز دهنده، مرز بعدی در ... را نشان میدهند. فناوری RTO، ظرفیت ذخیرهسازی حرارتی قابل توجهی بالاتری را ارائه میدهد که امکان ذخیرهسازی کوچکتر را فراهم میکند. سیستم RTO ردپاها و پاسخ بهبود یافته به شرایط بارگذاری متغیر VOC.
فصل 2: کاربردهای جامع صنعتی سیستمهای RTO
پردازش شیمیایی: راهکارهای پیشرفته RTO برای جریانهای پیچیده VOC
بیان مسئله: یک کارخانه بزرگ تولید مواد واسطهای آفتکشها با چالشهای عملیاتی شدیدی در سیستم کنترل VOC موجود خود مواجه شد. جریان خروجی حاوی مخلوط پیچیدهای از دیکلرومتان، تولوئن، زایلن و هیدروکربنهای هالوژنه مختلف بود که غلظت آنها بر اساس برنامههای پردازش دستهای، به طور غیرقابل پیشبینی بین ۱ تا ۱۰ گرم بر متر مکعب در نوسان بود. سیستم جذب کربن فعال قبلی هر ۳ تا ۴ ماه یکبار نیاز به تعویض داشت و هزینه آن سالانه بیش از ۱TP4T280,000 بود، در حالی که هنوز محدودیتهای نظارتی فزاینده سختگیرانه در مورد راندمان تخریب VOC 98% را برآورده نمیکرد.
راهکار RTO مهندسیشده: پس از توصیف جامع اگزوز و تجزیه و تحلیل فرآیند، مهندسان یک طراحی سفارشی را مشخص کردند سیستم RTO سه خوابه با چندین پیشرفت مهم. آر تی او شامل واسطههای سرامیکی آلومینا-سیلیکات مقاوم در برابر خوردگی بود که به طور خاص برای مقاومت در برابر محصولات جانبی احتراق اسیدی از ترکیبات هالوژنه فرموله شده بودند. یک سیستم پیشتصفیه دو مرحلهای در بالادست ادغام شد که شامل یک جداکننده سیکلون با راندمان بالا برای حذف ذرات و به دنبال آن یک اسکرابر بستر فشرده برای خنثیسازی گاز اسیدی بود. سیستم RTO این سیستم دارای مانیتورینگ پیشرفته آنلاین غلظت FTIR با بازخورد بلادرنگ به سیستم کنترل احتراق بود که امکان تنظیم خودکار نرخ احتراق مشعل و چرخههای تعویض بستر را بر اساس بارگذاری واقعی VOC فراهم میکرد. علاوه بر این، یک دیگ بخار گرمای تلفشده نیز در آن ادغام شده بود. آر تی او جریان خروجی، تقریباً 2.5 مگاوات انرژی حرارتی را برای تولید بخار فرآیندی جذب میکند.
نتایج عملکرد سیستم RTO قابل سنجش:
- راندمان تخریب VOC: به طور مداوم در 99.2-99.5% حفظ شده است، که از الزام قانونی 98% فراتر رفته است
- کاهش هزینههای عملیاتی: هزینههای عملیاتی سالانه از ۱TP4T280,000 به ۱TP4T91,000 کاهش یافت (۶۷.۵۱ TP3T کاهش)
- بازیابی انرژی: دیگ بخار گرمایش اتلافی ۴۵۰۰ کیلوگرم در ساعت بخار فرآیندی به ارزش سالانه ۱TP4T185,000 تولید میکند.
- دوره بازگشت سرمایه: کل سرمایهگذاری سیستم ۱TP4T1.85M در ۲.۳ سال از طریق صرفهجوییهای ترکیبی بازیابی شد.
- تأثیر زیستمحیطی: انتشار سالانه VOC تقریباً ۱۲۰ تن کاهش یافت
پوشش خودرو: کاربردهای RTO با حجم بالا با افزایش غلظت
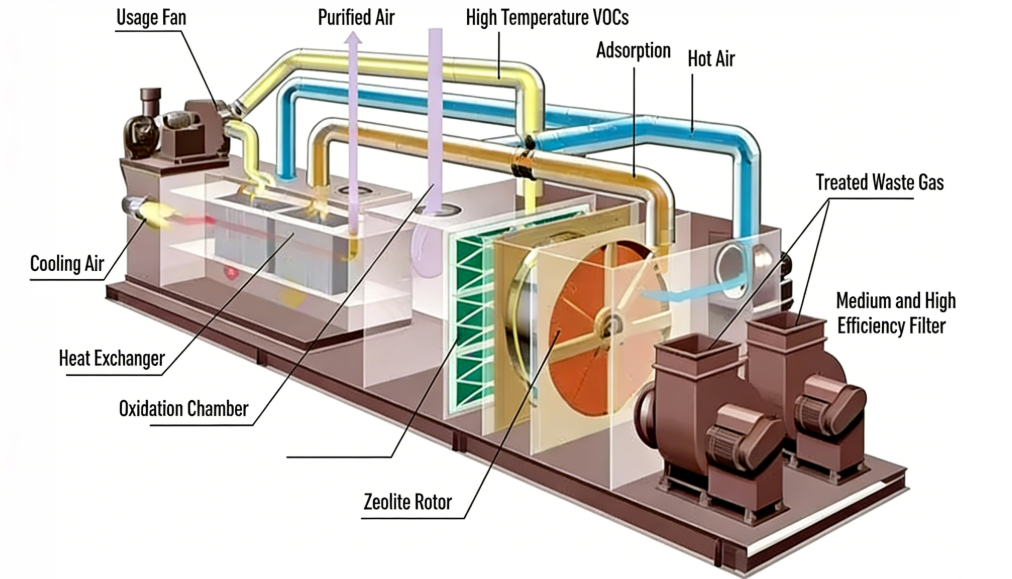
سناریوی عملیاتی: یک تأمینکننده رده ۱ خودرو که سه خط رنگآمیزی جداگانه برای بدنه خودرو را اداره میکرد، با چالشهای فزایندهای در زمینه رعایت الزامات مواجه شد. حجم اگزوز ترکیبی به ۱۵۰،۰۰۰ متر مکعب در ساعت رسید و غلظت VOC به طور متوسط بسیار پایین ۲۰۰ تا ۵۰۰ میلیگرم در متر مکعب (عمدتاً اتانول، اتیل استات و گلیکول اترها) بود. با این حال، در طول پاکسازیهای تغییر رنگ و چرخههای تمیز کردن تجهیزات، غلظت به ۲۵۰۰ میلیگرم در متر مکعب افزایش یافت. این مرکز به راهکاری نیاز داشت که بتواند این حجم عظیم هوا را به طور مؤثر مدیریت کند و در عین حال راندمان تخریب ثابتی را در شرایط بسیار متغیر حفظ کند.
رویکرد یکپارچه فناوری RTO: کاربرد مستقیم یک روش مرسوم سیستم RTO برای چنین جریان رقیق بزرگی، هزینههای سرمایهای و عملیاتی بسیار گزافی میبود. این راهکار مهندسیشده، روشی را پیادهسازی کرد سیستم RTO هیبریدی ترکیبی از یک متمرکزکننده روتور زئولیتی با یک RTO با شیر دوار فشرده. متمرکزکننده به طور مداوم VOC ها را از جریان اصلی اگزوز با سرعت ۱۵۰،۰۰۰ متر مکعب در ساعت جذب میکند و آنها را ۱۲ تا ۱۵ بار در یک جریان هوای دفعی کوچکتر با سرعت ۱۰،۰۰۰ متر مکعب در ساعت متمرکز میکند. این جریان با غلظت بالا (که اکنون ۲.۴ تا ۷.۵ گرم در متر مکعب است) سپس مستقیماً به یک سیستم با طراحی خاص تغذیه میشود. شیر دوار RTOطراحی شیر دوار، جریان تقریباً پیوستهای را با حداقل نوسان فشار فراهم میکند که برای حفظ شرایط ثابت غرفه نقاشی بسیار مهم است. سیستم RTO با سیستم اجرای تولید (MES) کارخانه ادغام شد تا تغییرات برنامه تولید را پیشبینی کرده و مصرف انرژی را بهینه کند.
تحلیل فناوری تطبیقی برای این کاربرد:
| گزینه فناوری | سرمایهگذاری سرمایهای | هزینه عملیاتی ۵ ساله | تخریب VOC |
|---|---|---|---|
| روتور زئولیت + RTO | $3.2M | $1.25M | 99.1% |
| فقط RTO با شعله مستقیم | $5.8M | $3.45M | 98.8% |
| سیستم جذب کربن | $1.9M | $4.75M | 94.5% |
| مزیت راهکار RTO منتخب | 45% پایینتر از RTO مستقیم | 64% پایینتر از سیستم کربن | حاشیه انطباق +1.1% |
فصل 3: تحلیل اقتصادی دقیق سرمایهگذاریهای سیستم RTO
۳.۱ مدلسازی هزینه چرخه عمر برای ارزیابی سیستم RTO
ارزیابی ارزش اقتصادی واقعی سیستم RTO نیازمند تحلیل جامع هزینه چرخه عمر (LCCA) است که فراتر از مقایسه ساده تجهیزات سرمایهای باشد. یک LCCA که به درستی اجرا شده باشد برای سرمایهگذاری RTO تمام اجزای هزینه را در یک افق عملیاتی ۱۵ تا ۲۰ ساله بررسی میکند و تورم، افزایش قیمت انرژی، الزامات تعمیر و نگهداری و تغییرات احتمالی نظارتی را در نظر میگیرد. برتری اقتصادی سیستمهای مدرن فناوری RTO این موضوع زمانی آشکار میشود که هزینه کل مالکیت به جای فقط قیمت خرید اولیه مقایسه شود.
| دسته بندی اجزای هزینه | سیستم RTO با راندمان بالا | سیستم RTO متعارف | اکسیدکننده کاتالیزوری (RCO) | مزیت نسبی ۱۵ ساله |
|---|---|---|---|---|
| سرمایهگذاری اولیه تجهیزات، نصب، راه اندازی |
$1,150,000 | $950,000 | $1,050,000 | -$200,000 در مقابل مدل معمولی |
| مصرف سالانه گاز طبیعی بر اساس ۵۰۰۰۰ نیوتن متر مکعب بر ساعت، ۲.۵ گرم بر نیوتن متر مکعب VOC |
$18,500 | $132,000 | $85,000 | صرفهجویی ۱.۷ میلیون دلاری در مقایسه با روشهای مرسوم |
| برق سالانه فنها، شیرها، کنترلها، ابزار دقیق |
$52,000 | $61,000 | $48,000 | $135,000 پس انداز |
| هزینههای نگهداری سالانه تعویض قطعات پیشگیرانه، اصلاحی |
$24,000 | $31,000 | $38,000 | $105,000 صرفه جویی در مقابل RCO |
| مواد مصرفی و کاتالیزور محیطهای سرامیکی، کاتالیزور، سایر مواد مصرفی |
$3,500 | $4,200 | $28,000 | $367,500 صرفه جویی در مقایسه با RCO |
| هزینه کل مالکیت ۱۵ ساله ارزش فعلی خالص @ نرخ تنزیل 6% |
$2,815,000 | $3,950,000 | $3,420,000 | $ 1,135,000 مزیت |
یافته اقتصادی کلیدی: تحلیل بازگشت سرمایه سیستم RTO
سرمایهگذاری اضافی ۱TP4T200,000 در یک سیستم با راندمان بالا سیستم RTO در مقایسه با یک طرح مرسوم، تقریباً در ... بازیابی میشود. ۳.۲ سال تنها از طریق صرفهجوییهای عملیاتی. در طول یک عمر عملیاتی ۱۵ ساله، راندمان بالا آر تی او در مقایسه با فناوریهای اکسیداسیون حرارتی مرسوم، مزیت ارزش فعلی خالص بیش از ۱.۱ میلیون TP4T ارائه میدهد. وقتی درآمد بالقوه حاصل از بازیابی گرمای تلفشده (معمولاً ۱TP4T50,000 تا ۱TP4T150,000 سالانه بسته به هزینههای انرژی محلی) در نظر گرفته شود، استدلال اقتصادی برای فناوری پیشرفته فناوری RTO برای اکثر کاربردهای صنعتی به طرز چشمگیری جذاب میشود.
۳.۲ روششناسی توجیه مالی سیستم RTO
تدوین توجیه مالی قوی برای سیستم RTO پیادهسازی نیازمند یک رویکرد ساختاریافته است که مزایای کمی و کیفی را در بر بگیرد. این روش باید با ایجاد یک مبنای جامع، مستندسازی هزینههای فعلی کنترل VOC، الگوهای مصرف انرژی، هزینههای نگهداری و وضعیت انطباق آغاز شود. در مرحله بعد، یک مشخصات فنی دقیق برای طرح پیشنهادی سیستم RTO باید تدوین شود، شامل تمام هزینههای مرتبط و ضمانتهای عملکرد. سپس تحلیل مالی باید سناریوهای متعددی را مدلسازی کند که شامل نرخهای مختلف افزایش قیمت انرژی (معمولاً سالانه 3-5%)، تغییرات نظارتی بالقوه و فرضیات عملیاتی مختلف باشد.
معیارهای مالی حیاتی برای سیستم RTO ارزیابی شامل ارزش فعلی خالص (NPV)که باید برای پروژههای قابل اجرا مثبت باشد؛ نرخ بازده داخلی (IRR)که معمولاً برای سیستمهای با طراحی خوب از 20-35% فراتر میرود سرمایهگذاریهای RTO؛ و دوره بازگشت سرمایه با تخفیفکه عموماً برای سیستمهای به درستی مشخص شده بین ۲.۵ تا ۴.۵ سال متغیر است. علاوه بر این، تجزیه و تحلیل باید پتانسیل را نیز در نظر بگیرد. سیستم RTO جریانهای درآمدی، از جمله کسب درآمد از گرمای تلفشده، ایجاد اعتبار کربن در بازارهای تنظیمشده، و اجتناب از هزینههای انطباق با مقررات سختگیرانهتر انتشار گازهای گلخانهای. عوامل کیفی مانند بهبود رتبهبندی پایداری شرکتها، افزایش روابط اجتماعی و کاهش مواجهه با ریسک نظارتی نیز باید مستند شوند، زیرا این موارد به طور فزایندهای بر تصمیمات سرمایهگذاری در سازمانهای تولیدی مدرن تأثیر میگذارند.

فصل 4: بهینهسازی طراحی سیستم RTO و ملاحظات فنی
سوال ۱: چگونه سیستمهای RTO را برای جریانهای VOC هالوژنه طراحی کنیم؟
چالش فنی: ترکیبات هالوژنه (VOC های کلردار، فلوئوردار، برمدار) چالشهای منحصر به فردی را ایجاد میکنند. سیستمهای RTO به دلیل تشکیل محصولات جانبی احتراق اسیدی (HCl، HF، HBr) و تولید بالقوه دیوکسین/فوران تحت شرایط خاص.
راهکار جامع طراحی RTO:
- انتخاب مواد: برای تمام قطعات بخش داغ که در معرض دمای بالای ۳۰۰ درجه سانتیگراد قرار دارند، از فولاد ضد زنگ ۳۱۰S یا اینکونل ۶۲۵ استفاده کنید. واسطههای سرامیکی باید فرمولاسیون مقاوم در برابر اسید با حداقل مقدار آهن داشته باشند تا تشکیل دیوکسین کاتالیزوری کاهش یابد.
- مدیریت دما: دمای محفظه احتراق را بین ۸۵۰ تا ۹۵۰ درجه سانتیگراد با حداقل زمان ماند ۲ ثانیه حفظ کنید تا تخریب کامل تضمین شود و در عین حال تشکیل دیوکسین در بازه «سنتز از نو» (۲۵۰ تا ۴۵۰ درجه سانتیگراد) به حداقل برسد.
- ادغام سیستم کوئنچ: سیستم اطفاء فوری را پس از آن نصب کنید آر تی او برای خنک کردن سریع اگزوز از ۸۵۰ درجه سانتیگراد به زیر ۲۰۰ درجه سانتیگراد در عرض ۰.۵ ثانیه، که به طور مؤثر ترکیب گاز را قبل از تشکیل دیوکسینها «منجمد» میکند.
- درمان ثانویه: دنبال کردن سیستم RTO با اسکرابر بستر آکنده با استفاده از محلول سود سوزآور 15-20% برای حذف گاز اسیدی، و دستیابی به راندمان حذف HCl/HF >99.5%.
- نظارت مداوم: پایش مداوم انتشار گازهای آلاینده (VOC) و گازهای اسیدی را با تنظیم خودکار سیستم بر اساس اندازهگیریهای لحظهای پیادهسازی کنید.
سوال ۲: پیکربندی بهینه سیستم RTO برای شرایط فرآیندی متغیر؟
واقعیت عملیاتی: اکثر فرآیندهای صنعتی به دلیل برنامهریزی تولید، عملیات دستهای یا چرخه تجهیزات، تغییرات قابل توجهی در حجم گازهای خروجی، غلظت VOC و ترکیب آنها تجربه میکنند.
استراتژیهای پیشرفته پیکربندی سیستم RTO:
- طرحهای RTO چند تخت: اجرای واحدهای ۳ خوابه، ۵ خوابه یا حتی ۷ خوابه پیکربندیهای RTO برای ایجاد انعطافپذیری عملیاتی. بسترهای اضافی امکان تعویض مکرر شیر در دورههای غلظت بالا (کاهش لغزش VOC) و جداسازی بستر در شرایط جریان کم را فراهم میکنند.
- ادغام درایو فرکانس متغیر (VFD): همه طرفداران اصلی در سیستم RTO باید به VFD هایی مجهز باشند که توسط سنسورهای فشار دیفرانسیل کنترل میشوند و امکان تنظیم خودکار جریان هوا را در عین حفظ پروفیلهای فشار بهینه فراهم میکنند.
- الگوریتمهای کنترل پیشبین: پیادهسازی کنترل پیشبین مبتنی بر مدل (MPC) که از دادههای تاریخی و ورودیهای فرآیند در لحظه برای پیشبینی تغییرات و تنظیم اولیه استفاده میکند. سیستم RTO پارامترها.
- رویکردهای سیستم ترکیبی: برای فرآیندهایی با تغییرپذیری شدید (مثلاً نسبتهای Turndown 10:1)، سیستمهای هیبریدی را در نظر بگیرید که ترکیبی از فناوری RTO با فناوریهای تغلیظ برای عملکرد اقتصادی بهینه.
سفارشیسازی راهکارهای استثنایی RTO برای کسبوکار شما
از طریق این راهنما، شما یاد گرفتهاید که مدرن بودن چقدر مهم است اکسیداسیون حرارتی احیاکننده این فناوری الزامات انطباق با محیط زیست را به مزایای اقتصادی قابل توجهی تبدیل میکند. از راندمان بازیابی حرارت بیش از ۹۵۱TP3T تا نرخ تخریب VOC بیش از ۹۹۱TP3T، از طراحیهای مهندسی برای شرایط عملیاتی پیچیده تا دورههای بازگشت سرمایه ۳-۴ ساله—RTO دارد





















