Aux Pays-Bas, à partir de Parc bioscientifique de Leiden aux pôles pharmaceutiques OssLa gestion des composés organiques volatils (COV) est devenue un élément essentiel de la continuité des activités. Alors que le gouvernement néerlandais renforce l'application de la réglementation, Activiteitenbesluit milieubeheer (Décret relatif aux activités), le Oxydateur thermique régénératif (RTO) elle s'est imposée comme la technologie de référence pour les fabricants de gélules molles et de produits injectables grâce à son efficacité inégalée en matière de récupération et de destruction d'énergie.
Qu'est-ce qu'un RTO ? (Oxydateur thermique régénératif)
Un RTO est un système environnemental industriel avancé conçu pour décomposer par oxydation les polluants organiques (COV) à haute température, généralement entre 100 et 200 °C. 815°C et 980°C.
Principe de fonctionnement de base
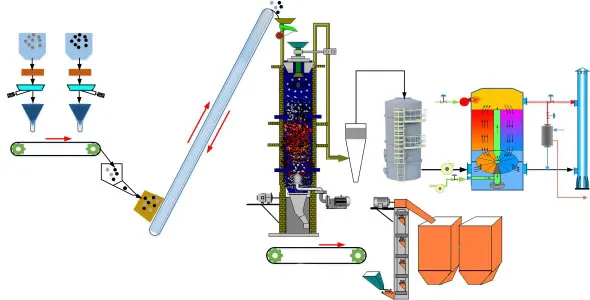
La logique opérationnelle d'un RTO s'articule autour de «Oxydation à haute température + régénération thermique à haut rendement“:
- Phase d'oxydationLes COV pénètrent dans la chambre de combustion où l'énergie thermique décompose les molécules organiques en substances inoffensives. Dioxyde de carbone ($CO_2$) et Vapeur d'eau ($H_2O$).
- Phase de régénérationLe système utilise des dispositifs spécialisés média d'échange thermique en céramiqueLorsque le gaz chaud purifié sort, la chaleur est absorbée par la céramique ; lorsque le gaz brut froid entre dans le cycle suivant, la chaleur stockée préchauffe le flux entrant.
- Fonctionnement cyclique: Une commutation précise des vannes maintient l'efficacité thermique, permettant souvent au système d'atteindre «fonctionnement autothermique« (maintien de l’oxydation sans carburant auxiliaire) à des concentrations spécifiques de COV.
Paramètres techniques de base du RTO
Les performances d'un RTO sont définies par plusieurs indicateurs d'ingénierie critiques. Ces paramètres déterminent la conformité aux normes néerlandaises. NeR (Lignes directrices néerlandaises en matière d'émissions) ou États-Unis EPA normes.
Tableau de référence des paramètres clés
| Métrique technique | Plage de paramètres | Impact sur la performance | Norme de référence |
|---|---|---|---|
| Température de fonctionnement | 815 – 980 °C (1500 – 1800 °F) | Détermine l'intégrité thermodynamique de la destruction des COV. | EPA 452/B-02-001 |
| Destruction des COV (DRE) | ≥ 99% (jusqu'à 99,9%) | Garantit que les émissions restent inférieures à la limite stricte de 20 mg/m³. | Directive européenne sur l'utilisation de l'information 2010/75/UE |
| Récupération thermique (TER) | 95% – 97% | Réduit directement la consommation de gaz naturel/combustibles auxiliaires. | Livres blancs sur l'énergie dans l'industrie |
| Temps de séjour du gaz | 0,5 – 1,0 secondes | Assure une décomposition moléculaire complète dans la zone chaude. | Modélisation cinétique chimique |
| Capacité de débit | 2 000 à plus de 80 000 scfm | Définit le débit de traitement physique de l'unité. | Codes de conception technique |
| Résistance du système (ΔP) | 2500 – 4500 Pa | Influe sur la consommation électrique du ventilateur principal. | Calcul de la dynamique des fluides |
| Taux de fuite des vannes | < 0,1% | Empêche les gaz de dérivation non traités de pénétrer dans la cheminée. | Conception à clapet anti-fuite |

Analyse technique approfondie
- Efficacité de destructionPour les solvants pharmaceutiques comme Isopropanol ou ÉthanolL'utilisation d'un DRE 99%+ est obligatoire. Une température inférieure à 760 °C réduit considérablement le rendement et peut entraîner la formation de sous-produits de combustion incomplète comme le monoxyde de carbone.
- Récupération d'énergieUn TER de 95%+ signifie que la différence de température entre le gaz d'entrée et le gaz de sortie est minimale (généralement de 30 à 50 °C), ce qui est crucial sur les marchés à coût énergétique élevé comme l'UE.
Caractéristiques, avantages et limites de l'application
1. Cas d'utilisation idéal : volume élevé, concentration faible à moyenne
Les RTO excellent dans les environnements pharmaceutiques avec des débits d'air supérieurs à 5 000 m³/h. Les exigences des BPF imposant des taux de ventilation élevés, l'air évacué est souvent « en grand volume mais dilué », ce qui convient parfaitement au principe de régénération du RTO.
2. Principaux avantages stratégiques
- Retour sur investissement énergétique exceptionnelAu « point autothermique », les COV agissent comme principal combustible, rendant le processus quasiment autosuffisant.
- Réduction des dépenses d'exploitationLes coûts d'exploitation à long terme sont de 60 à 80% inférieurs à ceux des oxydants thermiques traditionnels (TO).
- DécarburationEn minimisant l'utilisation des combustibles fossiles, les RTO s'alignent sur les normes néerlandaises. Klimaatakkoord Objectifs (Accord sur le climat).
3. Limitations et atténuation
- Risques liés à une forte concentrationSi les concentrations dépassent 25% LIE, le système risque de surchauffer. SolutionUtilisez un système de dérivation des gaz chauds ou une dilution à l'air frais.
- Encrassement particulaireLes poussières pharmaceutiques ou les brouillards huileux peuvent obstruer les céramiques. Solution: Installer une préfiltration à haute efficacité (par exemple, G4+F7+H13).
Composants critiques et soutien de l'écosystème
- Médium céramiqueCéramiques alvéolaires haute densité ou mullite. Une surface spécifique élevée est essentielle pour le transfert de chaleur.
- Soupapes de commutation (soupapes à clapet): Doivent être des vannes pneumatiques à étanchéité nulle pour éviter les fuites de gaz non traité.
- Brûleurs: Les brûleurs modulants (par exemple, Maxon ou Eclipse) offrent un contrôle précis lors du démarrage.
- Récupération de chaleur secondaire: Rediriger la chaleur résiduelle vers les systèmes de climatisation de l'usine ou les systèmes de préchauffage de l'eau pour une efficacité maximale.
Comparaison des principales marques d'organismes de formation agréés (RTO)
| Marque | Force du tronc | TER / DRE | Logique de décision |
|---|---|---|---|
| Dürr (Écopure) | Conception allemande ; ultra-stable. | 97% / 99.9% | Idéal pour les pôles pharmaceutiques à budget élevé et à haut risque. |
| Toujours-Puissance | Intégration forte; expert de niche en gélules molles/injectables. | 96% / 99.5% | Idéal pour rapport coût-performance et des châssis industriels spécialisés. |
| Angoisse | Expertise en gaz d'échappement corrosifs/halogénés. | 95% / 99% | Idéal pour la synthèse/purification chimique complexe. |
Contexte réglementaire mondial et référencement local (Pays-Bas)
1. Marché des Pays-Bas et de l'UE
Aux Pays-Bas, ILT (L'Inspection de l'environnement humain et des transports) applique des plans de gestion des COV stricts.
- Conformité: Directive européenne sur les émissions industrielles (IED).
- SubventionsLes entreprises néerlandaises peuvent tirer parti EIA (Energie-investeringsaftrek) pour des déductions fiscales importantes sur les investissements RTO.
2. Références mondiales
- USA: Régie par la méthode 25A de l'EPA.
- ChineLa norme GB 37822-2019 fait des organismes de formation enregistrés (RTO) une condition préalable à l'entrée dans un parc chimique.
Expérience de terrain et études de cas
Aperçu pratique : La leçon du « colmatage »
Dans un projet dans Brabant-Septentrional, nous avons observé une chute de pression brutale en l'espace de trois mois.
- Le problèmeDes traces d'huile provenant de la production de gélules se carbonisaient à la surface de la céramique.
- La réparation: Modernisation d'un système de filtration à trois étages et d'un cycle de « dégazage » automatique.
- LeçonLe prétraitement est le « cœur » qui détermine la durée de vie de votre RTO.
Étude de cas : Grand groupe pharmaceutique néerlandais (50 000 $m^3/h$)
- Arrière-planCoûts d'exploitation élevés dus aux lits de carbone et aux émissions instables d'éthanol.
- Solution: 3 tours RTO + récupération d'énergie secondaire.
- Résultats: Le DRE s'est stabilisé à 99,5% ; les économies annuelles de gaz naturel ont dépassé €120,000.
Tendances futures : La prochaine génération d'organismes de formation enregistrés (RTO)
- RTO + Capture du carbone (CCUS): Capture de $CO_2$ propre pour une utilisation dans les serres néerlandaises.
- Brûleurs prêts pour l'hydrogèneTransition vers des carburants auxiliaires zéro carbone.
- Maintenance de l'IAUtiliser l'apprentissage automatique pour prédire les fluctuations de charge et optimiser les cycles des vannes.
ConclusionPour les entreprises pharmaceutiques néerlandaises et internationales, un haut niveau de spécifications RTO Il ne s'agit pas seulement d'un coût environnemental, mais d'un atout stratégique pour réaliser une vision d'« usine verte ».





















