Introduction : Pourquoi la technologie RTO redéfinit-elle les normes de traitement des gaz d'échappement industriels ?
Dans un contexte de réglementations environnementales de plus en plus strictes et d'objectifs de « double bilan carbone », le traitement des composés organiques volatils (COV) industriels est devenu un enjeu crucial pour le développement durable des industries manufacturières. Les technologies de traitement traditionnelles, telles que l'adsorption sur charbon actif et la combustion catalytique, montrent progressivement leurs limites en termes d'efficacité, de coûts d'exploitation et de consommation d'énergie. Oxydateur thermique régénératif (RTO)Cette technologie de traitement des COV en bout de chaîne, efficace, économe en énergie et fiable, devient la solution privilégiée pour des industries telles que la pétrochimie, l'impression et le revêtement, la pharmacie et l'électronique.
Cet article propose un guide pratique complet sur la technologie RTO, abordée sous quatre angles : principes techniques, avantages en matière d’efficacité énergétique, scénarios d’application et critères de sélection.
Première partie : Principes fondamentaux et innovations structurelles de la technologie RTO
Qu'est-ce que le RTO ? Analyse de trois composantes essentielles
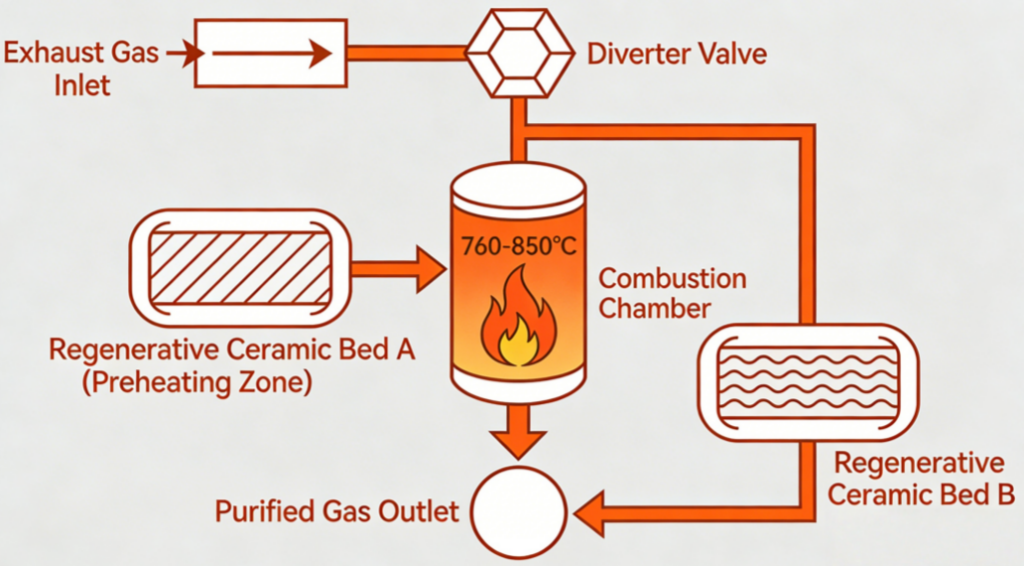
Le concept de base de l'oxydateur thermique régénératif (RTO) est recyclage énergétique. Comparé à l'oxydation thermique directe, le RTO utilise des lits céramiques régénératifs pour assurer le préchauffage des gaz d'échappement et la récupération de la chaleur résiduelle des gaz purifiés, augmentant ainsi l'efficacité d'utilisation de l'énergie thermique à plus de 95%.
Diagramme de composition du système : [Entrée des gaz d'échappement] → [Vannes de dérivation] → [Lit céramique régénératif A (Zone de préchauffage)] → [Chambre de combustion (760-850 °C)] ↓ [Sortie des gaz purifiés] ← [Lit céramique régénératif B (Zone de refroidissement)] ← [Vannes de dérivation]
Références des paramètres techniques
- Efficacité du traitement : ≥98% (peut dépasser 99% dans des conditions optimales)
- Température de fonctionnement : 760-850°C (réglable en fonction de la composition des gaz d'échappement)
- Efficacité de récupération de chaleur : Valeur typique ≥ 95%, maximum jusqu'à 97%
- Plage de chute de pression : 2,5 à 3,5 kPa (peut être réduit en dessous de 2,0 kPa grâce à une conception optimisée)
- Cycle de commutation : Réglable de 30 à 180 secondes, en fonction de la concentration et du débit des gaz d'échappement
Comparaison technologique : RTO vs. RCO vs. TO
| Type de technologie | Efficacité du traitement | Température de fonctionnement | Consommation de carburant | Concentration appropriée de COV | Coût d'investissement |
|---|---|---|---|---|---|
| RTO | 98-99% | 760-850°C | Très faible (concentration auto-entretenue de 3 g/m³) | Spectre large (1-10 g/m³) | Moyen-élevé |
| RCO | 95-98% | 300-400°C | Faible (catalyseur requis) | Concentration moyenne à faible | Haut |
| Directement à | 90-95% | 650-800°C | Élevé (sans récupération de chaleur) | Concentration élevée | Faible |
Deuxième partie : Avantages en matière d'efficacité énergétique et analyse des avantages économiques du RTO
Seuil d’autosuffisance énergétique : quand un RTO peut-il atteindre un fonctionnement « zéro carburant » ?
Formule de base : Concentration auto-entretenue = (Pertes thermiques du système) / (Pouvoir calorifique des COV × Rendement de récupération de chaleur)
Pour un système RTO typique à trois lits :
- Avec une efficacité de récupération de chaleur de 95%, la concentration auto-entretenue est d'environ 1,5-2,5 g/m³
- Avec une efficacité de récupération de chaleur de 97%, la concentration auto-entretenue peut être réduite à 1,0-1,8 g/m³
Cela signifie que lorsque la concentration de COV dans les gaz d'échappement atteint ce seuil, le système peut fonctionner en continu avec quasiment aucun carburant auxiliaire.
Modèle de comparaison du coût total de possession (CTP) sur cinq ans
Prenons comme exemple une ligne de production de revêtements d'une capacité de traitement de 30 000 Nm³/h :
| Article de coût | Système RTO | Adsorption sur charbon actif + combustion catalytique | Ratio d'épargne |
|---|---|---|---|
| Investissement initial | 1,8 million de CNY | 1,2 million de CNY | -50% |
| Coût annuel d'exploitation (électricité + carburant) | 280 000 CNY | 520 000 CNY | +46% Économies |
| Coût annuel d'entretien | 80 000 CNY | 150 000 CNY (remplacement du charbon actif inclus) | +47% Économies |
| Coût total sur 5 ans | 3,28 millions de CNY | 4,55 millions de CNY | +28% Économies totales |
| Réduction des émissions de carbone (5 ans) | 1 200 tonnes de CO₂e | 750 tonnes de CO₂e | Avantage de réduction +37% |
Point clé : Bien que l'exploitation par un opérateur de transport (RTO) nécessite un investissement initial plus élevé, les économies opérationnelles réalisées en 3 à 4 ans peuvent compenser la différence de prix, avec des avantages économiques importants à long terme.
Troisième partie : Scénarios d'application industrielle et exemples de réussite
Scénario 1 : Émissions de composants complexes à haute concentration dans l’industrie chimique
Défi: Forte fluctuation de la concentration des gaz d'échappement (1 à 8 g/m³), contenant des composants corrosifs tels que le chlore et le soufre.
Solution RTO :
- Utiliser des matériaux régénératifs céramiques spéciaux résistants à la corrosion
- Configurer le système de contrôle adaptatif pour les fluctuations de concentration
- Ajouter un prétraitement de la tour de trempe pour les gaz acides
Résultats: Après son installation dans une usine intermédiaire de pesticides, le taux d'élimination des COV s'est stabilisé à 99,2%, avec des économies annuelles de 850 000 CNY sur les coûts du gaz naturel.
Scénario 2 : Évacuation d’air à grand volume et faible concentration dans l’industrie de l’impression et de l’emballage
Défi: Grand volume d'air (50 000 à 100 000 Nm³/h), faible concentration (0,5 à 1,5 g/m³)
Solution RTO :
- Utiliser un RTO rotatif pour réduire la taille de l'équipement
- Intégrer une roue à rotor en zéolite pour améliorer la concentration (concentration multipliée par 10 à 15).
- Contrôle intelligent de la fréquence variable pour s'adapter aux fluctuations de production
Résultats: Après sa mise en œuvre dans une entreprise d'emballage flexible, un fonctionnement autosuffisant a été obtenu à une concentration de seulement 0,8 g/m³, avec une consommation annuelle d'électricité réduite de 401 TP3T.
Scénario 3 : Émissions intermittentes des lignes de revêtement automobile
Défi: Le débit des gaz d'échappement chute de 100% à 10% entre les équipes de production, ce qui réduit considérablement l'efficacité énergétique des systèmes RTO traditionnels.
Solution innovante :
- Adopter RTO à volume d'air variable multi-lits (par exemple, un modèle à cinq lits)
- Développer un algorithme de « mode veille » désactivant automatiquement certains lits régénératifs en cas de faible charge.
- Intégration au système MES de production pour l'ajustement prédictif des paramètres de fonctionnement
Résultats: Dans une usine automobile, la consommation énergétique globale a été réduite de 35%, les cycles de démarrage/arrêt ont été réduits de 70% et la durée de vie des équipements a été prolongée.

Quatrième partie : Considérations clés pour la sélection et la conception d'un organisme de formation enregistré (Guide d'approvisionnement)
Liste de contrôle des sept principaux paramètres de sélection
- Analyse des caractéristiques des gaz d'échappement : Composants, plage de concentration, humidité, teneur en particules
- Confirmation du volume d'air : Tenir compte des valeurs de pointe, des valeurs moyennes et de la marge d'expansion future de la production (recommandé +20%)
- Objectif d'efficacité de récupération de chaleur : ≥95% comme référence, 97% comme indicateur de haute performance
- Type de vanne : Vannes papillon (économiques) vs. vannes à clapet (étanchéité élevée)
- Système de contrôle : Norme PLC, interface d'intégration DCS ou SCADA recommandée
- Exigences de conformité : Normes d'émission locales (par exemple, GB 16297), indice de protection contre les explosions
- Limitations d'espace : Dimensions des équipements, accès pour la maintenance, voies de traitement des déchets dangereux
Cinq dimensions EEAT pour l'évaluation des fournisseurs
- Expérience: Nombre de cas dans le même secteur (nécessite ≥3 cas de réussite)
- Compétence: Qu'il s'agisse de fournir des services préalables aux projets tels que les tests d'échappement ou la simulation de processus,
- Autorité : Détention de brevets, participation à l'élaboration de normes
- Fiabilité: Témoignages clients, transparence des rapports de tests effectués par des tiers
- Capacités techniques : Proportion indépendante de R&D, contrôle qualité des composants clés (ex. céramiques, vannes)
Cinquième partie : Questions fréquentes et clarifications sur les idées fausses
Q1 : Le RTO convient-il aux gaz d'échappement contenant des silicones, du phosphore, etc. ?
Réponse professionnelle : Les gaz d'échappement contenant du silicium, du phosphore et des composés métalliques nécessitent un prétraitement. Les silicones forment des dépôts de SiO₂ sur les céramiques à haute température. Recommandations :
- Ajouter un épurateur frontal ou un filtre sec
- Utiliser des céramiques alvéolées à surface lisse
- Configurer en ligne le système de nettoyage des lits en céramique
Q2 : Comment choisir entre un RTO à deux lits, à trois lits et rotatif ?
Matrice de sélection :
- Appartement RTO deux chambres : Émissions stables et continues, concentration > 2,5 g/m³, budget limité
- Appartement RTO à trois chambres (recommandé) : Émissions fluctuantes, recherche d'une efficacité ≥98%, courant dominant de l'industrie
- RTO rotatif : Volume d'air ultra-large (>80 000 Nm³/h), espace limité
Q3 : Comment résoudre le problème de « migration des points chauds » de RTO ?
Solutions techniques : Contrôler les variations de température du lit chauffant par :
- Conception optimisée de la distribution du flux d'air
- Utilisation de matériaux céramiques à haute conductivité thermique
- Inspection et maintenance régulières par imagerie thermique
Sixième partie : Tendances futures et voies de mise à niveau intelligentes
RTO numérique : De « équipement de traitement » à « centre de gestion de l’efficacité énergétique »
- Maintenance prédictive : Détection précoce des pannes par capteurs de vibrations, de température et de pression différentielle
- Optimisation du jumeau numérique : Établir des modèles virtuels, optimisation en temps réel des cycles de commutation et des réglages de température
- Gestion et visualisation des actifs carbone : Calcul automatique de la réduction des COV et des crédits carbone, génération de rapports ESG
- Exploitation et maintenance à distance de la plateforme cloud : Surveillance centralisée de plusieurs zones de l'usine et diagnostics d'experts à distance
Orientations en matière d'innovation matérielle
- Nouveaux matériaux céramiques : Augmenter le coefficient de conductivité thermique (de 1,2 à 2,0 W/m·K), réduire le volume du lit de 30%
- Matériaux de stockage thermique à changement de phase : Développer des matériaux composites à base de paraffine, améliorer la densité de stockage thermique par 50%
- Technologie de revêtement : Nanorevêtements anti-colmatage, prolongeant les cycles de nettoyage à plus de 2 ans
Conclusion : le RTO n'est pas seulement un outil de conformité, mais un atout en matière d'efficacité énergétique
Avec la maturation technologique et l'optimisation des coûts, le RTO est passé du simple « équipement de traitement en bout de chaîne » à actifs d'efficacité énergétique qui génèrent des avantages économiques significatifs. Un choix technologique judicieux, une conception technique professionnelle et une exploitation et une maintenance intelligentes permettront à votre système RTO de créer continuellement de la valeur environnementale et des avantages économiques tout au long de son cycle de vie de 10 à 15 ans.
Recommandations d'actions immédiates :
- Effectuer des tests complets sur les gaz d'échappement et une analyse des procédés
- Inviter 2 à 3 fournisseurs ayant une expérience dans le même secteur à soumettre des propositions
- Réaliser des essais pilotes à petite échelle (si les conditions le permettent) pour vérifier l'efficacité du traitement
- Intégrer l'exploitation à distance (RTO) dans la stratégie ESG de l'entreprise, rechercher un soutien en matière de crédit vert
Obtenez des solutions personnalisées
Pour plus de détails RTO Pour des solutions technologiques et une analyse des avantages économiques adaptées à votre secteur d'activité, veuillez consulter notre site web et contacter notre équipe technique pour une consultation gratuite et des études de cas.
*Cet article s'appuie sur des documents techniques publics et des pratiques industrielles. Pour des applications spécifiques, il est recommandé de consulter des bureaux d'études spécialisés. Les données sont données à titre indicatif uniquement ; les résultats réels dépendent des conditions d'utilisation.*





















