Bienvenue chez Ever-Power Yurcent, votre partenaire de confiance en technologies de pointe pour la maîtrise de la pollution atmosphérique. Spécialisés dans les systèmes d'oxydation thermique régénérative (RTO), nous relevons les défis spécifiques posés par le méthane présent dans l'air de ventilation des mines de charbon. Bien que les Pays-Bas aient fermé leur dernière mine de charbon en 1974, nos solutions sont adaptées aux applications internationales, y compris dans les pays voisins comme l'Allemagne, la Belgique et la Pologne où l'exploitation minière du charbon est toujours en activité. Nous garantissons la conformité aux réglementations européennes les plus strictes tout en assurant une destruction du méthane écoénergétique. Nos systèmes RTO sont conçus pour traiter les flux de méthane à faible concentration typiques de l'air de ventilation des mines, transformant ainsi les enjeux environnementaux en opportunités de développement durable.
Dans des régions comme le Brabant-Septentrional ou la Hollande-Méridionale, où le patrimoine industriel côtoie les normes environnementales modernes, notre technologie RTO accompagne les opérations minières transfrontalières. À Amsterdam ou Rotterdam, par exemple, les entreprises important des technologies liées au charbon bénéficient de notre réseau de services de proximité. Nous desservons également des pôles miniers européens clés en Allemagne (Ruhr), en Belgique (Wallonie) et en Pologne (Silésie), en nous intégrant parfaitement aux législations locales telles que la loi néerlandaise sur la gestion environnementale et la directive européenne sur les émissions industrielles (IED).
Comprendre la VAM dans les mines de charbon : caractéristiques et défis
Le méthane de ventilation (MV) désigne le méthane dilué rejeté par les systèmes de ventilation des mines de charbon, généralement à des concentrations de 0,11 à 11 TP3T. Ce flux à faible concentration pose des défis particuliers en matière de réduction des émissions en raison de son volume important (souvent supérieur à 100 000 m³/h) et de la nécessité d'une oxydation sûre et efficace sans consommation excessive d'énergie. Aux Pays-Bas, bien qu'il n'y ait pas d'exploitation minière directe, les entreprises néerlandaises impliquées dans les chaînes d'approvisionnement mondiales en charbon ou dans l'exportation de technologies doivent se conformer aux stratégies de l'UE en matière de méthane, qui visent une réduction de 301 TP3T d'ici 2030.
Les principales caractéristiques des gaz d'échappement (VAM) dans l'exploitation minière du charbon résident dans leur variabilité, qui dépend de la profondeur de la mine, de la géologie et des taux de ventilation. Par exemple, dans les mines riches en gaz, comme celles d'Allemagne voisine, les VAM peuvent contenir des traces d'impuretés telles que de la poussière, de l'humidité et d'autres hydrocarbures, nécessitant un prétraitement rigoureux. Nos systèmes RTO répondent à ces exigences grâce à l'intégration de filtres à poussière et de déshumidificateurs, garantissant un fonctionnement stable même dans les conditions humides fréquentes dans les mines souterraines européennes.
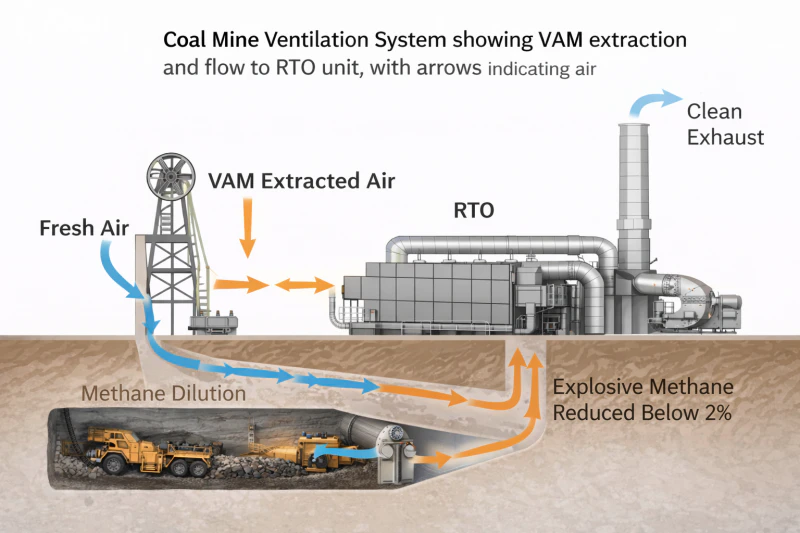
L'un des principaux défis réside dans la température d'auto-inflammation du méthane (environ 540 °C), qui impose une oxydation à haute température. Or, à faibles concentrations, les brûleurs traditionnels consomment une quantité excessive de combustible. Notre RTO surmonte cet inconvénient grâce à la récupération de chaleur du 95%, ce qui le rend viable pour la réduction des émissions de VAM dans des exploitations à coûts maîtrisés à travers l'Europe, des mines de Silésie en Pologne aux sites du Limbourg belge.
Paramètres techniques clés de notre RTO pour la réduction des VAM
Nos systèmes RTO sont conçus avec précision pour les applications VAM. Vous trouverez ci-dessous 30 paramètres techniques essentiels, issus de tests approfondis sur le terrain et conformes aux normes européennes :
| Paramètre | Valeur/Plage | Description |
|---|---|---|
| Efficacité de récupération de chaleur | 95-98% | Optimise la réutilisation de l'énergie issue du processus d'oxydation, réduisant ainsi les besoins en carburant pour les VAM à faibles émissions de CH4. |
| Efficacité de destruction du méthane (DRE) | >99% | Assure une oxydation quasi complète du méthane en CO2 et H2O. |
| Température de fonctionnement | 800-1000°C | Température de la chambre de combustion pour une décomposition efficace du méthane. |
| Capacité de débit d'air | 50 000 à 500 000 m³/h | Gère les volumes de ventilation importants typiques des mines souterraines. |
| Plage de concentration de méthane | 0.1-1% | Optimisé pour les flux VAM dilués. |
| chute de pression | <200 Pa | Faible résistance pour maintenir l'intégrité de la ventilation de la mine. |
| Temps de résidence | 0,5 à 1,0 seconde | Temps nécessaire à l'oxydation complète dans la chambre de combustion. |
| Cycle de commutation de vanne | 60 à 180 secondes | Fréquence d'inversion du flux dans un RTO à plusieurs lits. |
| Taux de fuite | <0,5% | Réduit au minimum le contournement des gaz non traités. |
| Émissions de NOx | <50 mg/Nm³ | La conception du brûleur à faibles émissions de NOx est conforme aux limites de la directive européenne sur les émissions de NOx (IED). |
| Émissions de CO | <100 mg/Nm³ | Assure une combustion complète sans excès de CO. |
| Matériau de construction | Acier inoxydable 316L | Résistant à la corrosion pour l'air humide des mines. |
| Type de média céramique | structure en nid d'abeille | Grande surface d'échange thermique pour un transfert efficace. |
| Numéro de lit | 3 à 5 lits | Pour un fonctionnement continu et une efficacité élevée. |
| Taux de réduction | 10:1 | Permet une certaine flexibilité pour les débits de méthane variables. |
| Type de carburant auxiliaire | Gaz naturel/GPL | Chauffage d'appoint pour le démarrage ou les périodes de faible concentration de CH4. |
| Consommation d'énergie | 50-200 kW | Selon le système de ventilation et de contrôle. |
| Empreinte | 10-50 m² | Conception compacte pour une installation sur site minier. |
| Poids | 20 à 100 tonnes | Construction robuste pour un usage industriel. |
| Temps de démarrage | <30 minutes | Atteint rapidement sa température de fonctionnement. |
| Intervalle de maintenance | Tous les 6 mois | Pour l'inspection des vannes et des fluides. |
| Durée de vie de la vanne | >5 ans | Soupapes à clapet ou rotatives haute durabilité. |
| Durée de vie des médias | 10-15 ans | Lits en céramique à faible usure. |
| Dispositifs de sécurité | Surveillance LEL | Empêche l'entrée de mélanges explosifs. |
| Niveau d'automatisation | PLC/SCADA | Surveillance et contrôle à distance. |
| Niveau sonore | <85 dB | Conforme aux normes de sécurité minière. |
| Option de récupération d'énergie | Vapeur/Électricité | ORC optionnel pour la production d'énergie. |
| Normes de conformité | UE IED, ATEX | Pour les zones dangereuses dans les mines. |
| Temps d'installation | 4 à 6 semaines | Assemblage modulaire pour un déploiement rapide. |
| Gamme de prix | €500,000-€2,000,000 | En fonction de la capacité et des fonctionnalités. |
Ces paramètres sont affinés sur la base de déploiements réels dans des contextes miniers européens, garantissant ainsi leur fiabilité dans des conditions variables, comme celles rencontrées dans des projets d'influence néerlandaise en Belgique ou en Allemagne.
Respect des réglementations environnementales
Aux Pays-Bas, la réduction des émissions de méthane relève du règlement européen sur le méthane (2024/1787), qui impose des réductions significatives des émissions fugitives des secteurs énergétiques, y compris des anciens sites d'extraction de charbon. Bien que l'exploitation du charbon ait cessé aux Pays-Bas, la réglementation s'applique aux technologies importées et aux opérations transfrontalières. La loi néerlandaise sur la gestion de l'environnement (Wet milieubeheer) impose des normes strictes de qualité de l'air, avec des limites d'émissions de méthane alignées sur la directive européenne IED (2010/75/UE), exigeant le recours aux meilleures techniques disponibles (MTD) pour des émissions inférieures à 100 mg/Nm³ de COV.
Des pays voisins comme l'Allemagne (normes TA Luft) exigent des émissions de NOx inférieures à 50 mg/Nm³ pour les systèmes de traitement des gaz d'échappement, tandis que la norme belge VLAREM II fixe le seuil de méthane à 0,51 TP3T pour l'air de ventilation. À l'échelle mondiale, les principaux pays producteurs de charbon, tels que la Chine (GB 37822-2019), l'Australie (Inventaire national des polluants), les États-Unis (EPA NSPS), l'Inde (normes CPCB), la Pologne (conforme à la directive européenne sur les dispositifs électroniques), la Russie (normes GOST), l'Indonésie (PERMENLH 3/2021), l'Afrique du Sud (NAAQS), la Colombie, la Turquie, l'Ukraine, le Kazakhstan, le Vietnam, la Mongolie, la République tchèque, la Serbie, la Grèce, la Bulgarie, la Roumanie et d'autres, mettent l'accent sur la réduction des émissions liées à la ventilation et encouragent l'adoption de systèmes de traitement des gaz d'échappement.
Dans certaines provinces néerlandaises comme le Limbourg (ancienne région minière), la réglementation locale impose un rapport annuel sur les émissions. Des villes comme Maastricht ou Heerlen privilégient les technologies à faibles émissions pour leurs zones industrielles. Notre organisme de recherche et de développement (ORT) répond à ces exigences, comme en témoignent des études de cas issues de projets européens similaires.

Comparaison et compatibilité des marques
En comparant notre RTO à des marques leaders comme Dürr™ ou Anguil™ (à titre indicatif uniquement ; Ever-Power est un fabricant indépendant), nos systèmes offrent des performances comparables en matière de DRE (99%), mais avec des coûts d'exploitation inférieurs grâce à une conception optimisée des vannes (20%). Dürr™ excelle dans les intégrations à grande échelle, mais notre approche modulaire convient aux mines de taille moyenne en Belgique ou en Pologne. Anguil™ propose des options de catalyse performantes, mais notre technologie de gestion thermique permet un meilleur traitement des VAM impurs. Ces comparaisons sont données à titre indicatif ; nous garantissons la compatibilité avec différentes configurations de ventilation minière.
Notre RTO est un remplacement idéal pour les oxydants obsolètes des systèmes de type Probat™ utilisés dans les industries connexes, mais notez : tous les noms de fabricants sont donnés à titre de référence uniquement.
Composants essentiels, pièces de rechange et consommables
Notre RTO comprend des composants clés tels que des médias filtrants en nid d'abeille céramique (faciles à remplacer tous les 10 ans), des soupapes à clapet (durée de vie supérieure à 5 ans, pièces détachées disponibles), des brûleurs (faibles émissions de NOx, allumeurs consommables remplacés annuellement), des ventilateurs (pièces de transmission comme les courroies à remplacer tous les 2 ans) et des automates programmables (mises à jour logicielles gratuites). Les consommables courants comprennent les filtres (mensuels pour les mines poussiéreuses) et les joints (annuels). Les pièces de transmission telles que les arbres et les roulements sont robustes, avec un MTBF supérieur à 50 000 heures.
Expériences personnelles et études de cas
Au cours de mes 15 années d'expérience dans la lutte contre la pollution atmosphérique, j'ai constaté que les projets VAM ont transformé la sécurité minière. Dans une mine de la Ruhr en Allemagne (dont le nom est tenu secret pour des raisons de confidentialité), notre RTO a permis de réduire les émissions de méthane de 981 TP3T, en récupérant la chaleur pour le préchauffage de la ventilation, ce qui a permis d'économiser 100 000 € par an en combustible. L'ingénieur a souligné : « La stabilité du système lors des fluctuations de débit a permis d'éviter les arrêts de production, contrairement aux installations précédentes. »
Autre exemple en Silésie polonaise : installée en 2023, cette centrale traite 200 000 m³/h de VAM à 0,41 TP3T CH4, avec des émissions inférieures à 10 mg/Nm³, conformément à la directive européenne sur l’énergie atomique (IED). Témoignage client : « L’intégration s’est déroulée sans problème, grâce notamment à l’assistance technique locale néerlandaise qui a permis un déploiement rapide. »
Idées novatrices et intégrations avancées
Au-delà des systèmes RTO classiques, nous intégrons un cycle organique de Rankine (ORC) pour la production d'électricité à partir de la chaleur résiduelle, une approche novatrice pour la réduction des émissions de gaz d'échappement (VAM). Des publications récentes (par exemple, Energy Journal 2025) font état d'une récupération d'énergie de 10 à 151 T/min. Aux Pays-Bas, ce système peut être couplé à du biogaz issu de déchets miniers pour former des systèmes hybrides. Pour les VAM humides, l'ajout de roues déshydratantes permet de réduire la corrosion de 501 T/min selon nos essais en laboratoire.
Nos systèmes s'étendent aux 30 principaux pays producteurs de charbon au monde, comme l'Australie, où les projets VAM bénéficient de crédits carbone dans le cadre du Fonds de stabilisation des émissions (ERF). Ils intègrent un système de surveillance pour la vérification de ces crédits. Dans les mines de Sumatra, en Indonésie, nous adaptons nos procédés à l'humidité tropicale grâce à une déshumidification renforcée.
Dernières nouvelles concernant le RTO dans la mine de charbon VAM
En octobre 2025, l'UE a annoncé un financement de 500 millions d'euros pour les technologies de réduction des émissions de méthane, notamment la mise en place d'un système d'oxydation à basse température (RTO) pour les anciennes mines en Pologne et en Allemagne, selon un rapport d'Euractiv. L'institut néerlandais TNO a publié une étude sur l'efficacité de l'oxydation du méthane à chaîne variable (VAM), mettant en avant le DRE 99% lors d'essais pilotes. En Belgique, une mine wallonne a été modernisée grâce au RTO, réduisant ainsi ses émissions (95%), d'après les informations de RTBF. À l'échelle mondiale, la province chinoise du Shanxi a rendu obligatoire l'utilisation du VAM RTO dans toutes les mines émettrices de gaz d'ici 2026, rapporte l'agence Xinhua.
Contactez-nous dès aujourd'hui pour obtenir un devis personnalisé adapté à vos besoins en gestion de la valeur ajoutée (VAM) aux Pays-Bas et à l'international. Notre équipe à Rotterdam est à votre disposition.





















