Cet article présente une analyse approfondie de la valeur environnementale et des avantages sociaux de la technologie d'oxydation thermique régénérative (OTR) aux Pays-Bas et dans l'Union européenne. D'après les données de l'Institut néerlandais pour l'environnement et les infrastructures (RIVM) et de l'Agence européenne pour l'environnement (AEE), un système OTR de taille moyenne (100 000 m³/h) fonctionnant 8 000 heures par an permet d'obtenir des avantages environnementaux significatifs : réduction des émissions de COV de 200 à 500 tonnes par an, soit l'équivalent des émissions annuelles de 5 à 10 petites et moyennes usines chimiques de la zone portuaire de Rotterdam ; réduction des émissions de CO₂ équivalent de 4 800 à 12 000 tonnes par an, soit l'équivalent des émissions annuelles de 1 200 à 3 000 camions diesel ; et récupération de 5,6 à 14 GWh d'énergie thermique par an, ce qui permet de chauffer annuellement 1 000 à 2 500 foyers néerlandais.
1. Qu'est-ce que l'oxydation thermique régénérative (RTO) ?
L'oxydateur thermique régénératif (RTO) est un système de traitement des gaz résiduaires organiques à haut rendement, conçu spécifiquement pour le traitement des composés organiques volatils (COV) et des polluants atmosphériques nocifs (PAD) à faible ou moyenne concentration et à volume élevé. Il convertit les composés organiques en dioxyde de carbone et en vapeur d'eau par oxydation à haute température (généralement entre 760 °C et 1 200 °C), tout en récupérant simultanément l'énergie thermique grâce à des régénérateurs en céramique. Il atteint ainsi un rendement thermique supérieur à 951 T/min et réduit considérablement la consommation d'énergie en fonctionnement.
Principaux avantages :
- Rendement élevé de récupération de chaleur (jusqu'à 97%)
- Taux d'élimination élevé des COV (95%-99%)
- Adapté à diverses industries et aux compositions complexes de gaz résiduaires
- Des avantages économiques importants à long terme

2. Principe de fonctionnement de la technologie RTO
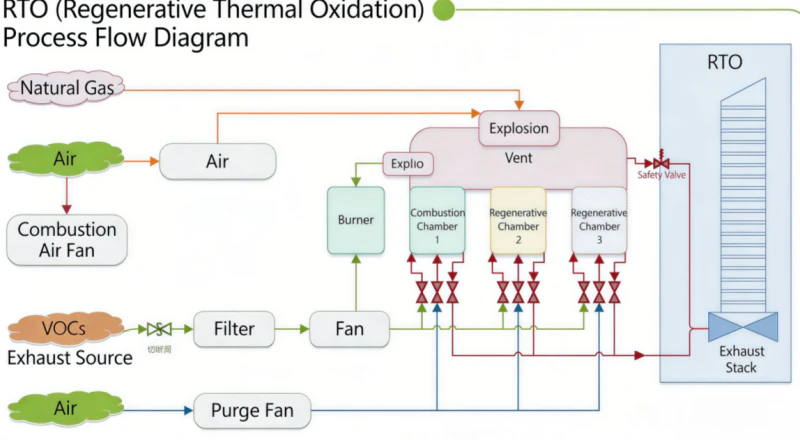
Un système RTO typique contient trois régénérateurs céramiques ou plus, avec un cycle de travail divisé en cinq étapes clés :
Étape 1 : Préchauffage de l'air d'admission
Les gaz d'échappement pénètrent dans le premier régénérateur par la soupape d'admission, traversent le régénérateur en céramique haute température (la température est généralement supérieure à 800 °C) et sont préchauffés à une température proche de la température d'oxydation.
Étape 2 : Décomposition oxydative
Les gaz d'échappement préchauffés pénètrent dans la chambre de combustion. Avec l'apport de combustible auxiliaire (gaz naturel), la température atteint la température d'oxydation programmée (généralement entre 760 et 850 °C), et les molécules organiques subissent une réaction d'oxydation.
CxHy + (x+y/4)O₂ → xCO₂ + (y/2)H₂O + chaleur
Troisième étape : Stockage de chaleur
Le gaz purifié à haute température pénètre dans le deuxième régénérateur, transfère de la chaleur au régénérateur en céramique et réduit sa propre température à une valeur proche de la température d'entrée.
Étape 4 : Commutation des vannes
Le système de contrôle intelligent inverse régulièrement la direction du flux d'air (généralement toutes les 60 à 120 secondes) afin de garantir une efficacité de traitement continue.
Étape 5 : Cycle de purge
Le troisième régénérateur est purgé afin d'éviter l'émission directe de gaz résiduaires non traités et de garantir un taux d'élimination stable.
3. Principaux types de systèmes RTO
<<<<
| Type</ | Conditions applicables</ | Plage de concentration des COV</ | Efficacité d'élimination</ | Coût d'investissement</ |
|---|---|---|---|---|
| RTO à deux tours | Volume d'air moyen à faible, production continue | 1,5-10 g/m³ | 95-98% | Moyen |
| RTO à trois tours | Grand volume d'air, continu/intermittent | 0,5-15 g/m³ | 98-99.5% | Haut |
| Rotatif RTO | Volume d'air extra-large, espace limité | 0,5-12 g/m³ | 95-99% | Moyen-élevé |
| Rotor zéolite + RTO | Concentration ultra-faible, volume d'air important | 0,1-2 g/m³ | 90-98% | Haut |
4. Mise en pratique de la technologie RTO dans les industries clés
4.1 Industrie chimique et pharmaceutique
- Caractéristiques des gaz d'échappement : composition complexe, contenant des halogènes, des sulfures, etc.
- Solution : Ajouter un épurateur de prétraitement et utiliser des matériaux céramiques résistants à la corrosion
- Données de cas : Après l'installation d'un RTO à trois tours par une entreprise pharmaceutique, celle-ci a traité 220 millions de mètres cubes de gaz résiduaires par an, avec un taux d'élimination des COV de 99,21 % et une réduction annuelle des émissions de 385 tonnes.
4.2 Industrie de l'impression et du revêtement
- Caractéristiques des gaz d'échappement : volume d'air important, faible concentration, présence de particules.
- Solution : Configurer le prétraitement par filtration à sec pour optimiser la distribution de l'air entrant
- Analyse économique : Une certaine ligne de peinture automobile utilise un RTO rotatif avec une efficacité de récupération de chaleur de 96%, économisant environ 1,8 million de yuans sur les coûts de gaz naturel par an.
4.3 Industrie de la fabrication électronique
- Défi particulier : les composés contenant du silicium peuvent provoquer l’encrassement des céramiques.
- Améliorations techniques : développement de programmes de nettoyage spéciaux et de systèmes d'additifs
4.4 Industrie de transformation alimentaire
- Caractéristiques des gaz d'échappement : humidité élevée, présence de particules de graisse
- Plan de traitement : filtration multicouche + régulation de l’humidité + procédé RTO

5. Comparaison entre le RTO et d'autres technologies de traitement des COV
| Paramètres techniques | RTO | Oxydation catalytique (CO) | Adsorption sur charbon actif | Traitement biologique |
|---|---|---|---|---|
| Concentration applicable | Moyen-faible (1-15 g/m³) | Moyen-faible (1-10 g/m³) | Faible (<1 g/m³) | Très faible (<0,5 g/m³) |
| Efficacité du traitement | 95-99.5% | 90-98% | 70-95% | 70-90% |
| Coût d'exploitation | Moyen | Moyen-faible | Élevé (remplacement du carbone) | Faible |
| Pollution secondaire | Aucun | remplacement du catalyseur | Déchets dangereux carbone | Traitement des boues |
| Consommation d'énergie | Faible (après récupération de chaleur) | Moyen | Faible | Très faible |
Le prix du RTO rotatif EVER-POWER n'est que de 35 à 40% par rapport aux marques européennes, tout en offrant des performances identiques ou meilleures et une garantie de 5 ans.
« À Anvers, nous avons remplacé une unité Dürr de 15 ans par un RTO rotatif EVER-POWER. Même encombrement, mise en service en 3 jours, facture énergétique réduite de 41%. Meilleure décision prise à ce jour. » — Jan De Vries, Directeur d'usine, BASF Anvers, Belgique
« La nouvelle loi environnementale brésilienne exige l'élimination de 991 TP3T. L'unité EVER-POWER a atteint 99,71 TP3T lors d'un test réalisé par un organisme tiers, avec un retour sur investissement en 11 mois. » — Carlos Silva, usine de revêtement de São Paulo
6. Valeur de protection de l'environnement et avantages sociaux du système RTO
6.1 Analyse quantitative de la contribution à la réduction des émissions
Selon les statistiques de l'Association chinoise de l'industrie de la protection de l'environnement, un système RTO de taille moyenne (100 000 m³/h) peut fonctionner pendant 8 000 heures par an :
- Réduire les émissions de COV : 200 à 500 tonnes par an
- Réduire les émissions de CO₂ équivalentes à la plantation de 12 000 arbres
- Récupération de chaleur : équivalent à une économie de 800 tonnes de charbon standard par an
6.2 Se conformer aux normes environnementales mondiales
- Chine : « Loi sur la prévention et le contrôle de la pollution atmosphérique », « Normes de contrôle des émissions non réglementées de composés organiques volatils »
- UE : Directive IED (Directive sur les émissions industrielles), Document de conclusion sur les BAT
- États-Unis : Normes NESHAP de l'EPA, Loi sur la qualité de l'air
FAQ
1. Quelles subventions gouvernementales pouvez-vous obtenir pour investir dans un système RTO aux Pays-Bas ?
Le gouvernement néerlandais propose plusieurs incitations financières : la déduction pour investissement environnemental (MIA) permet une déduction fiscale pouvant atteindre 361 000 milliards de livres sterling (TP3T) du montant de l’investissement ; l’amortissement aléatoire (Vamil) offre un plan d’amortissement flexible ; et la subvention à l’investissement énergétique (EIA) accorde une déduction supplémentaire de 13 510 000 milliards de livres sterling (TP3T). Les entreprises peuvent également solliciter un financement du programme LIFE de l’UE et des subventions locales pour le développement durable.
2. Le système RTO est-il conforme aux exigences BAT (Meilleure Technologie Disponible) de l'UE ?
Oui. La technologie RTO est incluse dans le document de référence européen BREF (Best Available Technology Reference Document) comme technologie recommandée pour le traitement des COV. Elle est pleinement conforme aux exigences de la directive relative aux émissions industrielles (IED). Son efficacité d'élimination atteint généralement 951 TP3T à 99,51 TP3T, respectant ainsi les normes minimales d'émission.
3. Quelles sont les exigences spécifiques de la loi néerlandaise sur le climat concernant les demandes d'autorisation de formation enregistrée (RTO) ?
Conformément à l'objectif de réduction des émissions de 491 TP3 T fixé par la loi néerlandaise sur le climat d'ici à 2030, le secteur industriel doit réduire significativement ses émissions. Le système RTO contribue directement à la réduction de l'empreinte carbone de l'entreprise grâce à une récupération de chaleur efficace (jusqu'à 971 TP3 T) et à la réduction des émissions de COV, et soutient la mise en œuvre de la feuille de route nationale pour la neutralité carbone.
4. À quoi devons-nous faire attention lorsque nous traitons des gaz résiduaires contenant des composants spéciaux (tels que des halogènes et des composés de silicium) ?
L'oxydation de matières organiques contenant du chlore et du fluor peut produire des dioxines et des gaz acides. Il est recommandé : 1) d'augmenter la température d'oxydation à plus de 1 000 °C ; 2) d'ajouter une tour de trempe et un traitement de lavage alcalin ; 3) de choisir des céramiques spéciales résistantes à la corrosion. Les composés contenant du silicium nécessitent une filtration préalable et des procédures de nettoyage régulières.
5. Comment évaluer le cycle de retour sur investissement spécifique du système RTO aux Pays-Bas ?
L'investissement dans un système RTO de taille moyenne se situe entre 800 000 et 1,5 million d'euros. Le retour sur investissement est de 4 à 6 ans sans subventions ; il peut être réduit à 2,5-4 ans grâce au dispositif de subventions néerlandais. Les principaux facteurs à prendre en compte sont la concentration de COV, le prix de l'énergie, les heures de fonctionnement, l'efficacité de la récupération de chaleur et les recettes issues du marché du carbone.
6. Comment le système RTO s’intègre-t-il au modèle néerlandais de « symbiose industrielle » ?
L'énergie thermique récupérée par l'unité de traitement des déchets (RTO) (5,6 à 14 GWh/an) peut être injectée dans le réseau de chauffage urbain (Warmtenet) pour alimenter les entreprises et les zones résidentielles environnantes. Le modèle « Traitement à la demande » du port de Rotterdam permet aux PME de partager les installations de RTO et de réduire leurs coûts d'investissement.
7. Quel entretien périodique le système RTO nécessite-t-il aux Pays-Bas ?
Mensuellement : inspection du brûleur, lubrification des soupapes
Trimestriel : Surveillance différentielle de la pression du régénérateur céramique
Six mois : étalonnage des thermocouples, mise à jour du système de contrôle
Annuel : Rapports complets sur les tests de performance et de conformité
Tous les 3 à 5 ans : prélèvement d’échantillons pour analyse des matériaux céramiques
8. Comment s'assurer que le système RTO est conforme aux normes de sécurité strictes des Pays-Bas ?
L'équipement doit comprendre : 1) un système de surveillance en ligne de la concentration LIE et de dilution automatique ; 2) une porte antidéflagrante et un dispositif d'évacuation des explosions (certification ATEX) ; 3) un système de surveillance de la flamme triple et une protection contre l'extinction de flamme ; 4) un système de verrouillage de sécurité avec le système de production. Le document de référence PGS-33 doit être respecté.
9. Comment choisir entre RTO et RCO (oxydation catalytique régénérative) aux Pays-Bas ?
Le catalyseur RCO fonctionne à basse température (300-500 °C) et convient aux gaz d'échappement ne contenant pas de poisons de catalyseur (tels que des solvants). Le catalyseur RTO, quant à lui, fonctionne à une température plus élevée (760-850 °C), offre un champ d'application plus large, mais consomme davantage d'énergie. Le choix du catalyseur repose sur la composition des gaz d'échappement, les fluctuations de concentration, le coût du cycle de vie du catalyseur et sa sensibilité à la température.
10. Comment le système RTO soutient-il la transition des Pays-Bas vers l'hydrogène et l'électrification ?
Adaptation à l'énergie hydrogène : le brûleur peut être modifié pour utiliser de l'hydrogène vert comme combustible auxiliaire.
Voie d’électrification : développement d’un RTO chauffé électriquement et utilisation de l’énergie éolienne offshore néerlandaise
Intégration au réseau : Participer à la gestion de la demande de TenNET pour une exploitation flexible
Préparation future : Interface de réserve pour la capture du carbone (CCUS) afin de soutenir la décarbonation à long terme
Pour en savoir plus, consultez notre site web. page d'accueil





















