Rotor en zéolite
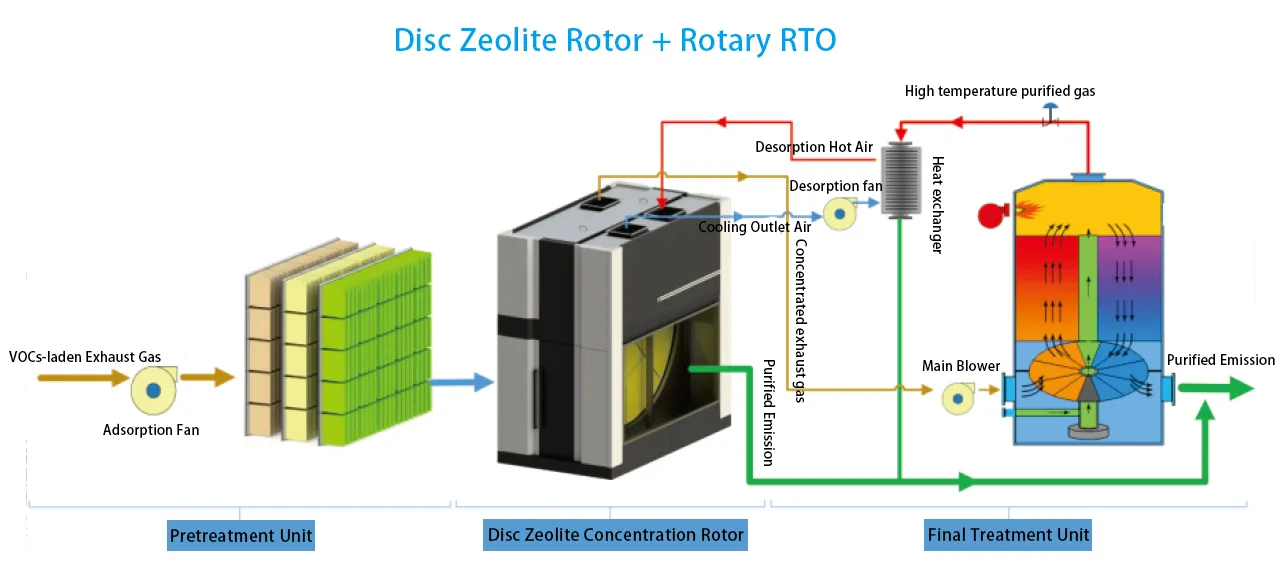
Le rotor zéolithique comporte trois zones : adsorption, désorption et refroidissement. Dans la zone d’adsorption, un gaz résiduaire faiblement concentré traverse le rotor, permettant l’adsorption des COV tandis que le gaz purifié est évacué. Une fois le rotor saturé, il passe dans la zone de désorption, où un faible apport d’air chaud (180-220 °C) régénère la zéolite. Après désorption, le rotor entre dans la zone de refroidissement avant de retourner dans la zone d’adsorption pour un nouveau cycle, permettant d’atteindre un facteur de concentration de 5 à 30 et un taux de purification de 95 à 98 %.
Le rotor zéolithique comporte trois zones : adsorption, désorption et refroidissement. Dans la zone d’adsorption, un gaz résiduaire faiblement concentré traverse le rotor, permettant l’adsorption des COV tandis que le gaz purifié est évacué. Une fois le rotor saturé, il passe dans la zone de désorption, où un faible apport d’air chaud (180-220 °C) régénère la zéolite. Après désorption, le rotor entre dans la zone de refroidissement avant de retourner dans la zone d’adsorption pour un nouveau cycle, permettant d’atteindre un facteur de concentration de 5 à 30 et un taux de purification de 95 à 98 %.
Principalement utilisé pour les gaz d'échappement faiblement concentrés dans des secteurs comme le revêtement et l'impression, le rotor à zéolite permet de concentrer ces gaz en vue d'un traitement ultérieur dans un RTO. En fonction des besoins spécifiques de chaque secteur, Ever-Power personnalise les matériaux zéolithiques et les taux de concentration, garantissant ainsi un traitement efficace et la satisfaction de ses clients. La capacité de traitement d'un appareil varie de 1 000 m³/h à 200 000 m³/h.

Spécifications du rotor en zéolite
| Catégorie | Détails |
| Spécifications techniques | Article : Rotor à tamis moléculaire zéolite |
| Éléments inclus : diamètre du rotor, épaisseur, type de zéolite, débit d’air à traiter | |
| Caractéristiques : Capacité d'adsorption élevée, adaptée au traitement des gaz jusqu'à plusieurs dizaines de milliers de mètres cubes par heure, efficacité de concentration élevée | |
| Systèmes combinés : Intégrés aux systèmes de filtration et de désulfuration pour traiter des composants tels que l’huile de solvant DOTP et D80 | |
| Zones : Zones d'adsorption, de régénération et d'isolation | |
| Vitesse de rotation et structure : Faible vitesse de rotation, structure simple | |
| Plage de validité | Débit d'air : 10 000 m³/h – 200 000 m³/h |
| Température des gaz d'échappement : <40°C | |
| Concentration des gaz d'échappement : <1000 mg/m³ | |
| Rapport de concentration : 5-30 | |
| Détails techniques | Déshumidification par point de rosée bas : point de rosée minimum de -40 °C |
| Assistance à la personnalisation | Entreprise : Ever-Power |
| Options de personnalisation : Peut être combiné avec un système SCR/SNCR pour traiter les gaz d’échappement azotés et garantir la conformité aux normes nationales d’émission. |
Rotor en zéolite Tableau modèle
| Modèle | Capacité de traitement d'air (×10⁴ m³/h) | Dimensions d'expédition L×l×H (mm) | Poids d'expédition (T) |
| EP-1200 | ~1.2 | 1550×2100×1650 | 1.2 |
| EP-1550 | 1.0~1.8 | 1850×2100×1950 | 1.5 |
| EP-1750 | 1.5~2.4 | 2050×2100×2150 | 1.6 |
| EP-1950 | 2.0~3.0 | 2250×2100×2350 | 1.7 |
| EP-2190 | 2.5~3.5 | 2500×2100×2600 | 2.6 |
| EP-2450 | 3.0~4.5 | 2800×2100×2950 | 3.0 |
| EP-2650 | 4.0~5.4 | 3000×2100×3150 | 3.5 |
| EP-2950 | 5.0~6.5 | 3450×2100×3550 | 4.0 |
| EP-3250 | 6.0~7.8 | 3600×2100×3850 | 4.6 |
| EP-3550 | 7.0~9.5 | 4000×2150×4100 | 5.2 |
| EP-3850 | 8.0~11.0 | 4300×2100×4450 | 6.4 |
| EP-4200 | 10.0~13.0 | 4650×2100×4800 | 7.0 |
| EP-4500 | 11.0~14.0 | 4850×2100×5100 | 7.5 |
Caractéristiques du rotor en zéolite
- Excellentes performances d'adsorption
Les rotors en zéolite présentent une capacité d'adsorption exceptionnelle et une efficacité de purification élevée, ce qui les rend particulièrement adaptés au traitement des flux de gaz résiduaires à faible concentration et à volume élevé. Leur composition avancée permet une capture efficace des composés organiques volatils, même à des concentrations minimales. Cette caractéristique garantit un fonctionnement fiable dans diverses applications industrielles générant des émissions diluées. La technologie conserve des performances constantes sur de longues périodes d'utilisation. - Propriétés hydrophobes supérieures
Ces rotors utilisent des tamis moléculaires hydrophobes à rapport silice/alumine élevé qui ciblent sélectivement les COV. L'hydrophobie intrinsèque du matériau empêche toute interférence de l'humidité pendant l'adsorption. Cette capacité d'adsorption sélective garantit des performances optimales en milieu humide. L'hydrophobie contribue au maintien d'une efficacité de purification stable, même en cas de variations d'humidité. - Stabilité thermique améliorée
La structure du rotor présente une stabilité thermique remarquable en conditions de fonctionnement, éliminant tout risque de combustion lente ou de dégradation thermique. Sa construction robuste résiste aux variations de température rencontrées lors des cycles d'adsorption et de désorption. Le matériau conserve son intégrité structurelle et ses performances tout au long des cycles thermiques répétés. Cette caractéristique garantit une sécurité et une fiabilité à long terme en fonctionnement continu. - Sélection moléculaire précise
Grâce à leurs pores moléculaires de taille uniforme, ces rotors offrent une adsorption sélective de différents composés organiques volatils (COV). Des formulations de tamis moléculaires personnalisées peuvent être conçues pour cibler des COV spécifiques présents dans divers procédés industriels. Cette approche sélective améliore l'efficacité globale du système en ciblant des profils de contaminants particuliers. Cette technologie permet d'optimiser les performances en fonction des exigences spécifiques de chaque application. - Optimisation de l'espace et de l'énergie
Grâce à leur conception compacte, ces systèmes nécessitent un espace d'installation minimal tout en offrant une capacité de traitement maximale, réduisant ainsi l'encombrement au sol. Leur consommation énergétique est nettement inférieure à celle des technologies de traitement conventionnelles. Cette conception efficace se traduit par des coûts d'exploitation réduits et une durabilité accrue. Leur faible encombrement et leur faible consommation énergétique en font la solution idéale pour la modernisation d'installations existantes et les nouvelles installations. - Fonctionnement durable à long terme
Conçus pour une longue durée de vie, ces rotors offrent des performances fiables pendant de nombreuses années de fonctionnement continu. Leur construction robuste et leurs matériaux de haute qualité garantissent des besoins de maintenance minimaux et une efficacité constante. Une fois installés, les systèmes assurent un traitement performant et durable avec un minimum d'intervention. Cette longévité contribue à la réduction des coûts du cycle de vie et à la stabilité opérationnelle. - Design esthétique moderne
Alliant savoir-faire contemporain et esthétique soignée, ces rotors conjuguent excellence fonctionnelle et élégance. Leur design épuré s'intègre harmonieusement à divers environnements industriels tout en conservant une allure professionnelle. Le soin apporté aux détails visuels témoigne de la qualité globale et de la conception avancée de l'équipement. Cette combinaison de forme et de fonction renforce sa valeur ajoutée.

Applications des rotors en zéolite
Dans l'industrie de l'imprimerie, les rotors zéolithiques sont conçus pour répondre aux exigences spécifiques des molécules de COV dont la taille se situe généralement entre 3,2 Å et 5,5 Å. Le choix des « cages » moléculaires appropriées au sein de la structure zéolithique est crucial et est personnalisé en fonction de la composition et de la concentration précises des gaz d'échappement du client. Étant donné que la composition des gaz d'échappement peut varier considérablement selon les encres et les procédés d'impression, une formulation zéolithique à large adaptabilité est essentielle. Les rotors Ever-Power sont spécialement conçus pour fonctionner de manière fiable dans ces conditions variables, garantissant une efficacité de purification constante malgré les changements de procédé.
L'industrie du revêtement présente un défi similaire, avec un profil moléculaire différent : la taille des COV se situe généralement entre 3,5 Å et 6,9 Å. Ceci exige une configuration de rotor zéolithique spécifique, dotée d'une structure poreuse plus large, afin de capturer efficacement ces molécules plus volumineuses. À l'instar des applications d'impression, le rotor optimal est adapté au mélange unique de solvants et aux paramètres de fonctionnement propres à chaque utilisateur. La plateforme technologique Ever-Power excelle dans ce domaine en fournissant des solutions robustes qui garantissent une efficacité d'adsorption élevée et une stabilité opérationnelle optimale, même face aux processus divers et souvent variables des opérations de revêtement.
Le rôle du rotor en zéolite
Le rotor à tamis moléculaire zéolite est fréquemment associé à un oxydateur thermique régénératif rotatif (RTO) pour créer un système de traitement des gaz résiduaires performant. Cette intégration tire parti des capacités spécifiques des deux technologies pour la valorisation de l'énergie thermique des gaz résiduaires et les projets d'ingénierie, d'approvisionnement et de construction (EPC). L'entreprise a mené à bien 41 projets de traitement de gaz résiduaires chlorés et soufrés grâce à une technologie anticorrosion avancée. Après concentration par le rotor, les gaz résiduaires sont acheminés vers le RTO pour incinération, ce qui réduit non seulement les investissements initiaux, mais aussi les coûts d'exploitation. Ce système combiné permet de concentrer les gaz résiduaires par un facteur de 10 à 20, permettant ainsi au RTO de traiter des gaz résiduaires à haute concentration avec un rendement thermique supérieur à 951 T/min.
L'un des principaux avantages de l'utilisation du rotor à tamis moléculaire zéolite associé à l'échangeur de chaleur à résistance (RTO) pour le traitement des COV réside dans la possibilité de récupérer la chaleur résiduelle, telle que la vapeur, l'eau chaude ou l'huile chaude, comme en témoignent 98 projets réussis de récupération de chaleur résiduelle de vapeur. Le système, de conception simple, intègre des réchauffeurs et des ventilateurs régénératifs, tandis que sa conception ininflammable renforce la sécurité. Dans les solutions de traitement des gaz résiduaires de lavage au méthanol à basse température dans l'industrie chimique, le rotor combiné au RTO traite efficacement le méthane et le monoxyde de carbone, permettant ainsi la protection de l'environnement et des économies d'énergie.