Introduzione all'ossidazione catalitica
Grazie alla tecnologia catalitica a bassa temperatura, raggiunge un'efficienza di distruzione e rimozione dei VOC (composti organici volatili) superiore a 99% con un minore consumo energetico, offrendo una soluzione di controllo delle emissioni sicura e conforme alle normative per le vostre attività.
ContattaciValori fondamentali
🌡️ Funzionamento a bassa temperatura
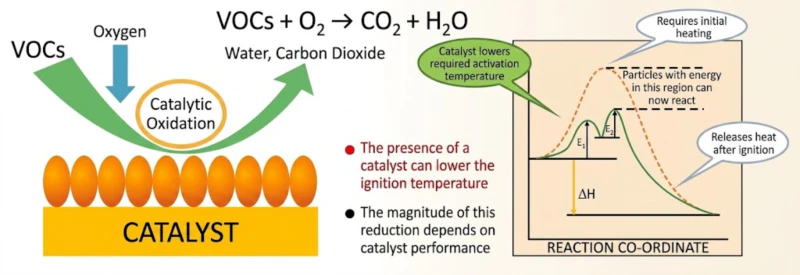
Grazie all'utilizzo di catalizzatori a base di metalli preziosi o non preziosi, la temperatura di accensione dei VOC si riduce significativamente (da 250 °C a 350 °C), minimizzando il calore necessario per il preriscaldamento.
💰 Bassi costi operativi
Rispetto agli ossidatori termici a combustione diretta (TO), consente un notevole risparmio di combustibile ed elettricità. In condizioni di elevata concentrazione di gas di scarico, è persino in grado di funzionare autonomamente grazie al riscaldamento autonomo, senza necessità di combustibile aggiuntivo.
🌱 Nessun inquinamento secondario
La combustione a bassa temperatura senza fiamma sopprime in modo sostanziale la generazione di ossidi di azoto termici (NOx), consentendo di ottenere emissioni realmente ecologiche e conformi alle normative.

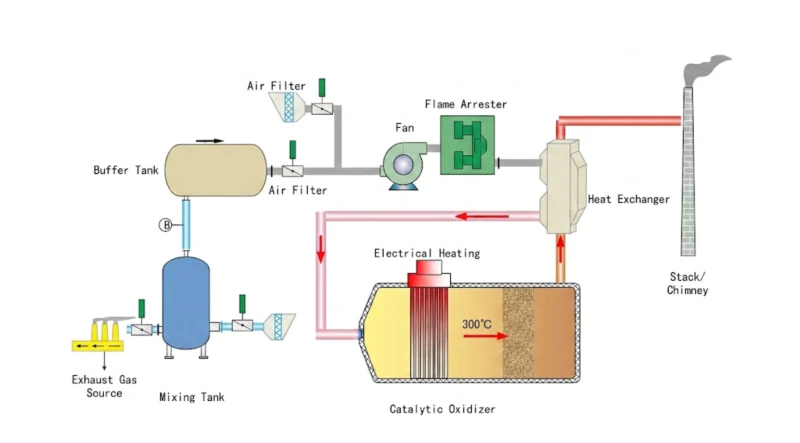
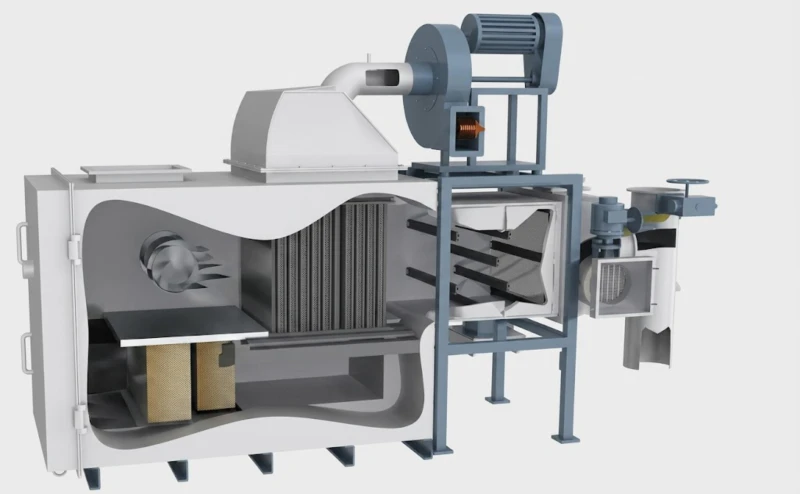
Macro: Flusso di lavoro del sistema
Un processo completamente integrato, progettato per catturare, riscaldare, trattare e recuperare energia con la massima efficienza.
Raccolta e preriscaldamento
Il gas di scarico viene aspirato e fatto passare attraverso uno scambiatore di calore, utilizzando il calore residuo del gas purificato per il preriscaldamento.
Riscaldamento della fase
Il gas passa attraverso un bruciatore o un riscaldatore elettrico per raggiungere la temperatura di accensione del catalizzatore (250 °C - 350 °C).
Reazione catalitica
La combustione senza fiamma nel letto catalitico decompone i VOC in CO innocuo2 e H2O mentre rilascia calore.
Recupero di calore
Il gas purificato ad alta temperatura trasferisce calore ai gas di scarico freddi in ingresso prima che vengano emessi in sicurezza.
Micro: Meccanismo catalitico
Il processo di ossidazione a livello molecolare che distrugge i VOC a basse temperature utilizzando una tecnologia catalitica avanzata.
Adsorbimento dei reagenti
molecole VOC e Ossigeno (O2) entrano nella zona di reazione. L'esclusiva struttura dei pori e i siti attivi sulla superficie del catalizzatore adsorbono fisicamente e chimicamente queste molecole.
Attivazione e indebolimento del legame
Il catalizzatore interagisce con le molecole adsorbite tramite i suoi componenti attivi (ad esempio, metalli preziosi come platino o palladio). Questa interazione indebolisce e rompe fortemente i legami chimici originali, portando le molecole in uno stato "attivato" altamente reattivo.
Reazione di ossidazione superficiale
L'ossigeno attivato entra in contatto completo con le molecole di VOC attivate. Gli idrocarburi vengono scissi e riorganizzati, combinandosi con l'ossigeno in una reazione redox rapida e completa.
Desorbimento del prodotto
Le sostanze innocue appena formate, nello specifico l'anidride carbonica (CO₂)2) e vapore acqueo (H2O), desorbono dalla superficie del catalizzatore nel flusso gassoso. Il catalizzatore stesso non partecipa al prodotto finale e rimane inalterato.
Rilascio di calore esotermico
Questa ossidazione catalitica è una reazione fortemente esotermica. L'energia termica rilasciata mantiene la temperatura di esercizio del letto catalitico e viene recuperata per preriscaldare il gas in ingresso, garantendo un funzionamento altamente sostenibile ed efficiente dal punto di vista energetico.
Caratteristiche e vantaggi principali
Scoprite perché i nostri sistemi di ossidazione catalitica rappresentano la scelta più intelligente, sicura ed efficiente.
Bassi costi operativi
Utilizzando temperature inferiori rispetto ai sistemi TO tradizionali, si riduce drasticamente il consumo di carburante e di energia elettrica.
Elevata purificazione
Raggiunge e mantiene un'efficienza di rimozione dei VOC stabile su 99% in condizioni di velocità spaziale e temperatura adeguate.
Sicurezza eccezionale
Utilizza una combustione a bassa temperatura senza fiamma, riducendo al minimo i rischi di incendio o esplosione e garantendo un ambiente di lavoro più sicuro.
Catalizzatori superiori
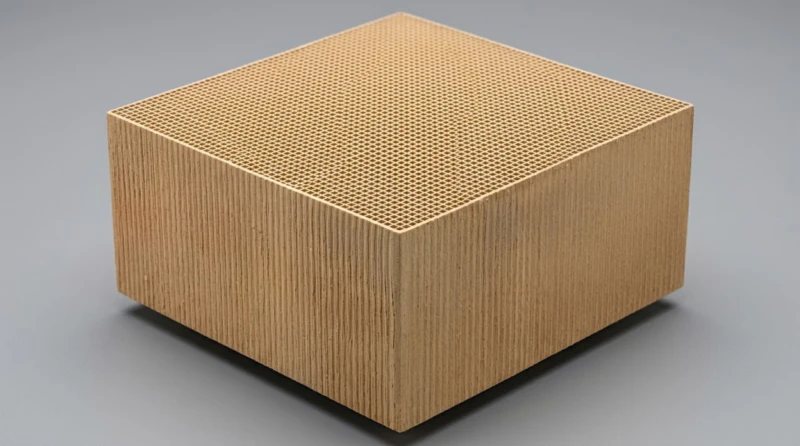
I catalizzatori ad alte prestazioni in metallo prezioso Pt/Pd o a struttura a nido d'ape sono resistenti all'avvelenamento, garantendo una lunga durata e una bassa caduta di pressione.
Applicazioni industriali
Ideale per il trattamento di VOC a concentrazione medio-alta in diversi processi industriali in cui la riduzione del consumo energetico è una priorità.
Rivestimento industriale
Riduzione delle emissioni di COV (composti organici volatili) dalle linee di verniciatura a spruzzo per l'industria automobilistica, del mobile e della finitura dei metalli.
Stampa e inchiostri
Trattamento delle emissioni di solventi derivanti dalla stampa flessografica, rotocalco e editoriale.
Processi chimici
Distruzione dei composti organici provenienti dagli impianti di produzione e sintesi di resine.
Semiconduttori
Rimozione efficace dei solventi di processo dalla fabbricazione di chip e dalla produzione di componenti elettronici.
Prodotti farmaceutici
Controllo conforme delle emissioni di VOC e degli odori per impianti di sintesi di principi attivi farmaceutici e di formulazione di farmaci.
Guida alla selezione: CO vs. RTO
In qualità di leader nella fornitura di soluzioni complete per la protezione ambientale, vi assistiamo nella scelta della soluzione di trattamento dei VOC più adatta alle vostre specifiche condizioni operative.
| Dimensione di confronto | Ossidazione catalitica (CO) | Ossidazione termica rigenerativa (RTO) |
|---|---|---|
| Temperatura di esercizio | 250°C - 350°C | 800 °C - 850 °C |
| Volume dell'aria di scarico | Volume d'aria da piccolo a medio | Volume d'aria medio-grande |
| Requisito del catalizzatore | Obbligatorio, con restrizioni di composizione (Considerazioni anti-avvelenamento) |
Non richiesto Maggiore adattabilità |
| Ingombro delle apparecchiature | Struttura relativamente piccola e compatta | Relativamente grande |
| Investimento iniziale | Medio (Principalmente costo del catalizzatore) |
Più alto |
💡 Raccomandazione degli esperti
Se i gas di scarico hanno una concentrazione più elevata, un volume d'aria minore e non contengono veleni per il catalizzatore come zolfo o fosforo, Ossidazione catalitica (CO) è la scelta più economica ed efficiente dal punto di vista energetico;
Se è necessario trattare volumi d'aria molto grandi, componenti complessi o gas di scarico contenenti impurità, Ossidazione termica rigenerativa (RTO) garantirà una maggiore stabilità e affidabilità operativa a lungo termine.
Casi di successo nell'ossidazione catalitica (CO)
Installazioni industriali reali che dimostrano conformità, risparmio energetico e affidabilità operativa.
Sistema a CO2 ad alta efficienza che elimina esteri e composti aromatici.
Portata: 32.000 m³/h, concentrazione variabile tra 800 e 1.800 mg/m³.
Il precedente sistema a carbone attivo presentava frequenti intasamenti, costi elevati per i rifiuti pericolosi e non riusciva a soddisfare GB 37822-2019 limiti.
• Efficienza di distruzione del progetto ≥97%
• Preriscaldamento a circa 280 °C con scambiatore di calore integrato
• Monitoraggio LEL e dispositivi di sicurezza antideflagranti
concentrazione di NMHC in uscita 8,7 mg/m³ (limite 50 mg/m³); toluene non rilevato.
Risparmio energetico: 72% riduzione del gas naturale rispetto all'ossidatore a combustione diretta; risparmio annuo ~$52,000Durata del catalizzatore: 5 anni, nessun rifiuto pericoloso.

Il sistema a CO2 resistente ai veleni supera la barriera del trattamento a base di zolfo e ammine.
Portata 18.500 m³/h, temperatura 65°C, concentrazione 1,2~2,5 g/m³.
Il filtro biologico a percolazione esistente aveva una bassa efficienza; le lamentele relative agli odori e il superamento dei limiti di emissione rischiavano di causare la chiusura dell'impianto.
• Rivestimento antiveleno per composti di zolfo/ammine
• Recupero di calore a due stadi (efficienza termica ≥70%)
• Controllo PLC completamente automatico
Serie del benzene non rilevata; uscita NMHC 12,3 mg/m³concentrazione di odore <300 (99.2% removal).
Beneficio energetico: 56% costi operativi inferiori rispetto a RTO (grazie alla bassa concentrazione). Il recupero del calore di scarto consente un risparmio di circa $26.000/anno sui costi del vapore.
✔ Tutti i progetti di ossidatori catalitici (CO) sono progettati su misura per massimizzare la durata del catalizzatore e ridurre al minimo il consumo energetico, con il pieno supporto per la conformità ambientale.
* Dati provenienti da progetti reali sul campo (anonimizzati). I risultati variano a seconda delle condizioni specifiche. Contattate il nostro team di ingegneri per una valutazione personalizzata.
🛡️ Progettazione di sicurezza Sistema CO
-
1Parafiamma installato sul condotto di ingresso del CO per prevenire il ritorno di fiamma del sistema.
-
2Monitoraggio LEL in tempo reale all'ingresso del CO. Se LEL supera 25%, si attiva il blocco di emergenza e la valvola principale del condotto viene chiusa.
-
3Rottura del disco installato sulla camera di ossidazione per scaricare la pressione in caso di sovrapressione anomala.
-
4Sistema di interblocco per alta temperatura e sovrapressioneQuando la temperatura o la pressione superano i limiti impostati, i gas di scarico vengono automaticamente deviati verso lo sfiato di emergenza.
-
5Tombini e segnali di avvertimento Predisposti sul corpo dell'apparecchiatura. Le parti ad alta temperatura e rotanti sono chiaramente contrassegnate con etichette di sicurezza per garantire la protezione dell'operatore.
-
6Ingresso aria fresca Situato all'ingresso dei gas di scarico. Utilizzato per la purga del sistema durante l'avvio, in caso di guasti e durante lo spegnimento, al fine di prevenire pericoli accidentali.





















