Nei Paesi Bassi, dai petro-hub del Porto di Rotterdam ai cluster delle scienze della vita in Parco delle scienze biologiche di Leida, l'abbattimento dei composti organici volatili (COV) è passato dall'essere un requisito normativo a un pilastro della continuità aziendale. Mentre il governo olandese rafforza l'applicazione delle norme Activiteitenbesluit milieubeheer (Decreto Attività di Gestione Ambientale), il Ossidatore termico rigenerativo (RTO) si è affermata come la tecnologia leader per la sua ineguagliabile efficienza di recupero e distruzione dell'energia.
Cos'è un RTO? (ossidatore termico rigenerativo)
Un RTO è un sistema ambientale industriale avanzato progettato per decomporre ossidativamente i COV ad alte temperature (tipicamente da 815°C a 980°C). È specificamente progettato per gestire grandi volumi d'aria con concentrazioni di inquinanti da basse a medie.
Principio di funzionamento fondamentale
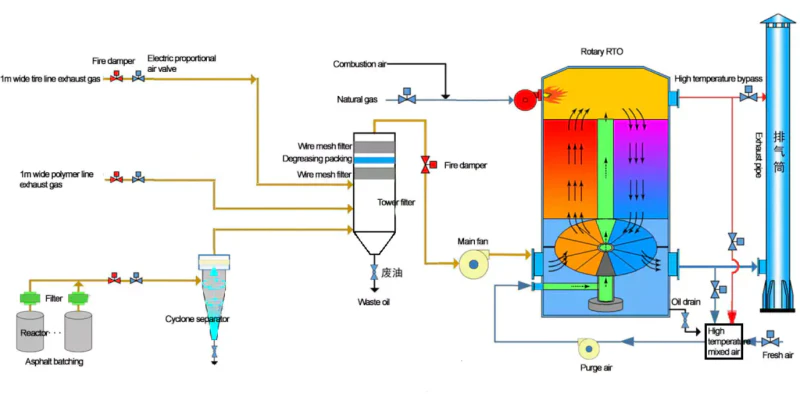
La logica operativa di un RTO è incentrata su “Ossidazione ad alta temperatura + rigenerazione termica ad alta efficienza“:
- Fase di ossidazione: I gas di scarico carichi di COV entrano nella camera di combustione, dove l'energia termica scompone le molecole organiche in innocui Anidride carbonica ($CO_2$) E Vapore acqueo ($H_2O$).
- Fase di rigenerazione: Il sistema utilizza tecnologie specializzate mezzi di scambio termico ceramiciQuando il gas caldo purificato esce, il calore viene assorbito dalla ceramica; quando il gas grezzo freddo entra nel ciclo successivo, il calore immagazzinato preriscalda il flusso in entrata.
- Operazione ciclica: La commutazione precisa delle valvole mantiene l'efficienza termica, consentendo spesso al sistema di raggiungere "funzionamento autotermico” (sostenendo l’ossidazione senza combustibile ausiliario) a concentrazioni specifiche di COV.
Parametri tecnici principali RTO
Le prestazioni di un RTO sono definite da diverse metriche ingegneristiche critiche. Questi parametri determinano la conformità con la normativa olandese NeR (Linee guida sulle emissioni dei Paesi Bassi) o degli Stati Uniti EPA standard.
Tabella di riferimento dei parametri chiave
| Metriche tecniche | Intervallo di parametri | Impatto sulle prestazioni | Standard di riferimento |
|---|---|---|---|
| Temperatura di esercizio | 815 – 980 °C (1500 – 1800 °F) | Determina l'integrità termodinamica della distruzione dei COV. | EPA 452/B-02-001 |
| Efficienza di distruzione dei COV (DRE) | ≥ 99% (fino a 99,9%) | Garantisce che le emissioni rimangano al di sotto del rigoroso limite di 20 mg/m³. | Direttiva UE IED 2010/75/UE |
| Recupero di energia termica (TER) | 95% – 97% | Riduce direttamente il consumo di gas naturale/carburante ausiliario. | Documenti tecnici sull'energia industriale |
| Tempo di residenza del gas | 0,5 – 1,0 secondi | Assicura la completa disgregazione molecolare nella zona calda. | Modellazione cinetica chimica |
| Capacità di flusso | 2.000 – 80.000+ scfm | Definisce la capacità di elaborazione fisica dell'unità. | Codici di progettazione ingegneristica |
| Tasso di perdita della valvola | < 0,1% | Impedisce al gas di bypass non trattato di entrare nel camino. | Design a fungo a zero perdite |
Approfondimento tecnico
- Efficienza di distruzione: Per i solventi di estrazione farmaceutica come isopropanolo o etanolo, 99%+ DRE è obbligatorio. Scendere al di sotto di 760 °C riduce significativamente l'efficienza e può portare a sottoprodotti di combustione incompleta come il monossido di carbonio.
- Recupero energetico: Un TER di 95%+ significa che il delta di temperatura tra il gas in ingresso e quello in uscita è minimo (in genere 30-50°C), il che è fondamentale nei mercati ad alto costo energetico come l'UE.
Caratteristiche, vantaggi e limitazioni dell'applicazione
1. Il caso d'uso ideale: volume elevato, concentrazione da bassa a media
Gli RTO eccellono in ambienti con flussi d'aria superiori a 5.000 $m^3/h$ e concentrazioni di COV comprese tra 1,5 g e 8 g/$m^3$. Questa situazione è tipica delle stazioni olandesi di produzione di capsule molli o di trattamento delle acque reflue petrolchimiche, dove viene utilizzata un'elevata ventilazione per motivi di GMP o di sicurezza.
2. Vantaggi strategici fondamentali
- ROI energetico eccezionale: Con TER fino a 97%, il sistema può raggiungere uno stato “autotermico” in cui i COV agiscono come combustibile primario.
- Riduzione delle spese operative: I costi operativi a lungo termine sono inferiori del 60-80% rispetto ai tradizionali ossidatori termici (TO).
- Decarbonizzazione: Riducendo al minimo l'uso di combustibili fossili, le RTO si allineano con i Paesi Bassi Klimaatakkoord (Obiettivi dell'Accordo sul Clima).
3. Limitazioni e mitigazione
- Rischi di alta concentrazione: Se le concentrazioni superano 25% LEL (limite inferiore di esplosività), il sistema rischia di surriscaldarsi. Soluzione: Utilizzare il bypass del gas caldo o la diluizione con aria fresca.
- Incrostazioni di particolato: La polvere o le nebbie oleose possono intasare la ceramica. Soluzione: Installare una prefiltrazione ad alta efficienza (G4/F7/H13 o ESP).

Componenti critici e supporto dell'ecosistema
- Supporti ceramici: Ceramica di mullite a nido d'ape o a sella. L'elevata superficie è fondamentale per il trasferimento del calore.
- Valvole di commutazione (valvole a fungo): Devono essere valvole pneumatiche a perdita zero. Sono il "cuore meccanico" della conformità alle emissioni.
- Bruciatori modulanti: Marchi come Maxon o Eclipse garantiscono un controllo preciso del calore durante l'avviamento.
- Recupero di calore secondario: Gli scambiatori di calore a valle possono reindirizzare il calore residuo ai sistemi HVAC della fabbrica o ai sistemi di preriscaldamento dell'acqua.
Confronto tra i marchi RTO tradizionali
| Marca | Forza del core | TER / DRE | Logica decisionale |
|---|---|---|---|
| Dürr (Ecopure) | Ingegneria tedesca; ultra-stabile. | 97% / 99.9% | Ideale per applicazioni petrolchimiche ad alto budget e ad alto rischio. |
| Sempre-Potenza | Specializzati nell'integrazione Pharma/Softgel. | 96% / 99.5% | Ideale per rapporto qualità-prezzo e personalizzazione di nicchia "chiavi in mano". |
| Anguilla | Competenza in materia di gas di scarico corrosivi/alogenati. | 95% / 99% | Ideale per gas di acque reflue chimiche complesse. |
| Taikisha | Dominante nella verniciatura automobilistica su larga scala. | 95% / 99% | Ideale per linee di verniciatura industriali di grandi dimensioni. |
Contesto normativo globale e SEO locale (Paesi Bassi)
1. Mercato olandese e UE
Nei Paesi Bassi, il ILT (Human Environment and Transport Inspectorate) applica rigorosi piani di gestione dei COV.
- Conformità: Direttiva UE sulle emissioni industriali (IED).
- Sussidi: Le aziende olandesi possono fare leva VIA (Energie-investingsaftrek) di dedurre fino a 45,5% dei costi di investimento.
2. Benchmark globali
- Cina: Gli standard GB 37822-2019 rendono gli RTO un prerequisito per l'ingresso nei parchi chimici.
- U.S.A.: Regolamentato dal metodo EPA 25A con particolare attenzione al monitoraggio DRE in tempo reale.
Esperienza personale e casi di studio sul campo
Approfondimento sul campo: la lezione sull'"intasamento"
In un progetto farmaceutico in Brabante Settentrionale, abbiamo dovuto affrontare un rapido aumento del calo della pressione nel giro di sei mesi.
- Il problema: Le tracce di nebbie oleose provenienti dal processo di estrazione si carbonizzavano sulla superficie ceramica a 850°C.
- La soluzione: Installazione di un sistema di prefiltrazione multistadio e di un ciclo automatico di “bake-out”.
- Lezione: Il pretrattamento non è un "aggiunta", ma un'assicurazione sulla vita per il tuo RTO.
Caso di studio: Major farmaceutica olandese (50.000 $m^3/h$)
- Sfondo: Elevati costi operativi derivanti dalla sostituzione del carbone attivo e dalle emissioni instabili di acetone.
- Soluzione: RTO a 3 letti + recupero di energia secondaria.
- Risultati: DRE stabilizzato a 99,5%; superati i risparmi annuali di gas naturale €120,000.
Tendenze future: la prossima generazione di RTO
- RTO + Cattura del Carbonio (CCUS): Reindirizzamento del $CO_2$ purificato dagli stack RTO alle serre olandesi per uso agricolo.
- Bruciatori predisposti per l'idrogeno: Passaggio a combustibili ausiliari a zero emissioni di carbonio per raggiungere gli obiettivi industriali “Net Zero”.
- Manutenzione predittiva dell'intelligenza artificiale: Utilizzo dell'apprendimento automatico per regolare i cicli delle valvole in base alle fluttuazioni della produzione a monte, ottenendo un ulteriore risparmio energetico di 2-3%.
Conclusione: UN RTO è più di un "bruciatore": è un sofisticato motore termodinamico. Per le aziende olandesi e globali che puntano alla sostenibilità a lungo termine, la scelta di un sistema RTO tecnicamente superiore e ben integrato è la strada definitiva verso una "Fabbrica Verde".





















