Riepilogo esecutivo: l'importanza strategica della tecnologia RTO per il controllo industriale dei COV nel 2024
Nell'attuale contesto normativo, Ossidatore termico rigenerativo (RTO) I sistemi si sono evoluti da apparecchiature opzionali per il controllo dell'inquinamento a investimenti strategici essenziali per la sostenibilità della produzione. L'evoluzione di Tecnologia RTO rappresenta un cambiamento fondamentale nel modo in cui gli impianti industriali affrontano l'abbattimento dei composti organici volatili (COV). Moderno Sistemi RTO garantire non solo la conformità con gli standard globali sulle emissioni sempre più rigorosi, ma anche una notevole efficienza energetica che trasforma l'economia operativa. Questa analisi completa esplora perché i produttori lungimiranti stanno adottando Soluzioni RTO come componenti fondamentali delle loro strategie ambientali e finanziarie.
Capitolo 1: Analisi tecnica approfondita dei principi della tecnologia di base RTO
1.1 Ottimizzazione del ciclo termodinamico: raggiungimento dell'efficienza di recupero del calore 95%+
La svolta ingegneristica fondamentale di Tecnologia RTO risiede nel suo approccio rivoluzionario alla gestione dell'energia termica. A differenza dei tradizionali ossidatori termici che disperdono calore attraverso i camini di scarico, Ossidatore termico rigenerativo I sistemi impiegano un sofisticato design multicamera che utilizza speciali mezzi di scambio termico ceramici. Sistema RTO configurazione opera all'interno dell'intervallo di temperatura ottimale di 760-850 °C, calibrato con precisione per garantire la completa degradazione molecolare dei COV mantenendo l'efficienza energetica. L'innovazione principale del RTO non consiste semplicemente nel raggiungimento di temperature elevate, ma nella sua capacità di catturare e riutilizzare fino a 97% dell'energia termica che altrimenti andrebbe persa nei tradizionali processi di ossidazione.
La sequenza operativa di un Sistema RTO Segue un processo ciclico controllato con precisione. I gas di scarico contaminati entrano nel primo letto ceramico, dove assorbono l'energia termica immagazzinata, preriscaldandosi a circa 90-951 TP3T della temperatura di ossidazione desiderata. Questo flusso preriscaldato entra quindi nella camera di combustione, dove bruciatori supplementari o il calore esotermico derivante dall'ossidazione dei COV stessa lo portano all'intervallo preciso di 760-850 °C richiesto per la distruzione molecolare pressoché totale. I gas di scarico puliti e caldi attraversano quindi un secondo letto ceramico, cedendo la loro energia termica prima di essere esauriti. Questo processo ciclico, che in genere si attiva ogni 30-120 secondi a seconda di Sistema RTO progettazione, crea un ciclo continuo di cattura e riutilizzo dell'energia che distingue Ossidazione termica rigenerativa da tutte le altre tecnologie di controllo dei COV.
1.2 Evoluzione dei supporti ceramici: materiali avanzati che estendono i limiti delle prestazioni RTO
Il mezzo di scambio termico ceramico rappresenta il cuore di qualsiasi Sistema RTOe i progressi nella scienza dei materiali sono migliorati notevolmente Tecnologia RTO prestazioni. Le ceramiche tradizionali a nido d'ape di cordierite si sono evolute in materiali ingegnerizzati sofisticati con proprietà termiche, meccaniche e chimiche ottimizzate. Supporti ceramici RTO deve bilanciare requisiti contrastanti: ampia superficie per un efficiente trasferimento di calore, integrità strutturale per resistere ai cicli termici, resistenza chimica ai sottoprodotti della combustione acida e caduta di pressione minima per ridurre il consumo energetico della ventola.
| Tipo di supporto ceramico | Superficie (m²/m³) | Capacità termica (kJ/m³·K) | Conduttività termica (W/m·K) | Coefficiente di caduta di pressione | Impatto del sistema RTO |
|---|---|---|---|---|---|
| Nido d'ape standard in cordierite | 320-380 | 780-850 | 1.2-1.5 | 1.0 (valore di base) | Applicazioni RTO standard |
| Carburo di silicio ad alta densità | 480-550 | 950-1100 | 3.5-4.5 | 0.85-0.95 | 25% ingombro RTO più piccolo |
| Resistente alla corrosione nanorivestito | 400-450 | 820-900 | 1.8-2.2 | 0.9-1.0 | Durata prolungata dell'RTO in condizioni difficili |
| Materiali compositi a cambiamento di fase | 600-750 | 1200-1600 | 2.5-3.5 | 0.7-0.8 | 40% maggiore efficienza RTO |
Ultimi progressi nei materiali RTO: I nanorivestimenti hanno migliorato le prestazioni anti-intasamento della ceramica del 40-50%, particolarmente vantaggiose per Sistemi RTO elaborazione di flussi di scarico contenenti siliconi, resine o altri composti incrostanti. I materiali compositi a cambiamento di fase rappresentano la prossima frontiera Tecnologia RTO, offrendo una capacità di accumulo termico significativamente più elevata che consente dimensioni più ridotte Sistema RTO impronte e risposta migliorata alle condizioni variabili di carico di COV.
Capitolo 2: Applicazioni industriali complete dei sistemi RTO
Elaborazione chimica: soluzioni RTO avanzate per flussi di COV complessi
Enunciato del problema: Un importante impianto di produzione di intermedi per pesticidi si trovava ad affrontare gravi sfide operative con il suo attuale sistema di controllo dei COV. Il flusso di scarico conteneva una miscela complessa di diclorometano, toluene, xilene e vari idrocarburi alogenati, con concentrazioni che oscillavano in modo imprevedibile tra 1 e 10 g/m³ in base ai programmi di lavorazione dei lotti. Il precedente sistema di adsorbimento a carbone attivo richiedeva la sostituzione ogni 3-4 mesi, con un costo superiore a $280.000 all'anno, pur non riuscendo a soddisfare i limiti normativi sempre più severi di efficienza di distruzione dei COV pari a 98%.
Soluzione RTO progettata: Dopo una caratterizzazione completa dei gas di scarico e un'analisi del processo, gli ingegneri hanno specificato un progetto personalizzato Sistema RTO a 3 letti con diversi miglioramenti critici. Il RTO Il materiale ceramico in allumina-silicato è resistente alla corrosione, specificamente formulato per resistere ai sottoprodotti della combustione acida derivanti da composti alogenati. A monte è stato integrato un sistema di pretrattamento a due stadi, costituito da un separatore a ciclone ad alta efficienza per la rimozione del particolato, seguito da uno scrubber a letto impaccato per la neutralizzazione dei gas acidi. Sistema RTO presentava un monitoraggio avanzato della concentrazione FTIR online con feedback in tempo reale al sistema di controllo della combustione, consentendo la regolazione automatica delle velocità di accensione del bruciatore e dei cicli di commutazione del letto in base al carico effettivo di COV. Inoltre, una caldaia a recupero di calore è stata integrata nel RTO flusso di scarico, che cattura circa 2,5 MW di energia termica per la generazione di vapore di processo.
Risultati quantificabili delle prestazioni del sistema RTO:
- Efficienza di distruzione dei COV: Mantenuto costantemente a 99,2-99,5%, superando il requisito normativo 98%
- Riduzione dei costi operativi: Le spese operative annuali sono diminuite da $280.000 a $91.000 (riduzione di 67,5%)
- Recupero energetico: La caldaia a recupero di calore genera 4.500 kg/ora di vapore di processo, per un valore annuo di $185.000
- Periodo di ammortamento: Investimento totale del sistema pari a $1,85M recuperato in 2,3 anni attraverso risparmi combinati
- Impatto ambientale: Emissioni annuali di COV ridotte di circa 120 tonnellate metriche
Rivestimento per autoveicoli: applicazioni RTO ad alto volume con miglioramento della concentrazione
Scenario operativo: Un fornitore automobilistico di primo livello che gestiva tre linee di verniciatura separate per le scocche dei veicoli si trovava ad affrontare crescenti sfide di conformità. Il volume di scarico combinato raggiungeva i 150.000 m³/h con concentrazioni medie di COV estremamente basse, pari a 200-500 mg/m³ (principalmente etanolo, acetato di etile ed eteri glicolici). Tuttavia, si verificavano picchi di concentrazione fino a 2.500 mg/m³ durante gli spurghi per il cambio colore e i cicli di pulizia delle apparecchiature. L'impianto necessitava di una soluzione in grado di gestire questo enorme volume d'aria in modo efficiente, mantenendo al contempo un'efficienza di distruzione costante in condizioni molto variabili.
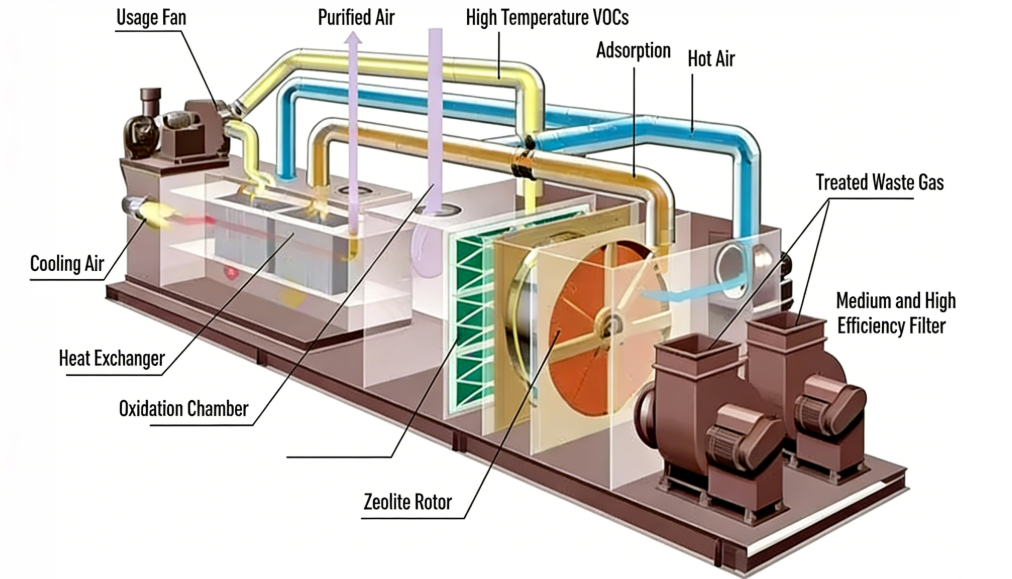
Approccio tecnologico RTO integrato: Applicazione diretta di un convenzionale Sistema RTO a un flusso così ampio e diluito sarebbe stato proibitivo sia in termini di capitale che di costi operativi. La soluzione ingegnerizzata ha implementato un sistema RTO ibrido Combinando un concentratore a rotore a zeolite con un RTO compatto a valvola rotativa, il concentratore adsorbe in modo continuo i COV dal flusso principale di scarico da 150.000 m³/h, concentrandoli 12-15 volte in un flusso d'aria di desorbimento più piccolo da 10.000 m³/h. Questo flusso ad alta concentrazione (ora 2,4-7,5 g/m³) viene quindi immesso direttamente in un'unità di trattamento appositamente progettata. valvola rotativa RTOIl design della valvola rotativa fornisce un flusso quasi continuo con fluttuazioni di pressione minime, fondamentali per mantenere condizioni costanti nella cabina di verniciatura. L'intero Sistema RTO è stato integrato con il sistema di esecuzione della produzione (MES) dello stabilimento per anticipare le modifiche al programma di produzione e ottimizzare il consumo energetico.
Analisi tecnologica comparativa per questa applicazione:
| Opzione tecnologica | Investimento di capitale | Costo operativo quinquennale | Distruzione dei COV |
|---|---|---|---|
| Rotore di zeolite + RTO | $3.2M | $1.25M | 99.1% |
| Solo RTO a fuoco diretto | $5.8M | $3.45M | 98.8% |
| Sistema di adsorbimento del carbonio | $1.9M | $4.75M | 94.5% |
| Vantaggio della soluzione RTO selezionata | 45% inferiore al RTO diretto | 64% inferiore al sistema al carbonio | Margine di conformità +1,1% |
Capitolo 3: Analisi economica dettagliata degli investimenti nel sistema RTO
3.1 Modellazione del costo del ciclo di vita per la valutazione del sistema RTO
Valutare il vero valore economico di un Sistema RTO richiede un'analisi completa dei costi del ciclo di vita (LCCA) che va oltre il semplice confronto dei beni strumentali. Una LCCA eseguita correttamente per un Investimento RTO esamina tutte le componenti di costo in un orizzonte operativo di 15-20 anni, tenendo conto dell'inflazione, dell'aumento dei prezzi dell'energia, dei requisiti di manutenzione e dei potenziali cambiamenti normativi. La superiorità economica delle moderne Tecnologia RTO diventa evidente quando si confronta il costo totale di proprietà piuttosto che il solo prezzo di acquisto iniziale.
| Categoria componente costo | Sistema RTO ad alta efficienza | Sistema RTO convenzionale | Ossidatore catalitico (RCO) | Vantaggio comparativo a 15 anni |
|---|---|---|---|---|
| Investimento di capitale iniziale Attrezzature, installazione, messa in servizio |
$1,150,000 | $950,000 | $1,050,000 | -$200.000 rispetto al convenzionale |
| Consumo annuo di gas naturale Basato su 50.000 Nm³/h, 2,5 g/Nm³ VOC |
$18,500 | $132,000 | $85,000 | Risparmio di $1,7M rispetto al convenzionale |
| Potenza elettrica annuale Ventilatori, valvole, controlli, strumentazione |
$52,000 | $61,000 | $48,000 | $135.000 risparmi |
| Spese di manutenzione annuale Sostituzione preventiva, correttiva e di parti |
$24,000 | $31,000 | $38,000 | Risparmio di $105.000 rispetto a RCO |
| Materiali di consumo e catalizzatore Supporti ceramici, catalizzatori, altri materiali di consumo |
$3,500 | $4,200 | $28,000 | Risparmio di $367.500 rispetto a RCO |
| Costo totale di proprietà di 15 anni Valore attuale netto al tasso di sconto 6% |
$2,815,000 | $3,950,000 | $3,420,000 | $1.135.000 di vantaggio |
Risultati economici chiave: analisi del ritorno sull'investimento del sistema RTO
L'investimento aggiuntivo di $200.000 in un sistema ad alta efficienza Sistema RTO rispetto a un design convenzionale viene recuperato in circa 3,2 anni solo attraverso risparmi operativi. In una vita operativa di 15 anni, l'alta efficienza RTO offre un vantaggio in termini di valore attuale netto superiore a 1,1 milioni di tonnellate di petrolio (TP4T) rispetto alle tecnologie di ossidazione termica convenzionali. Se si includono i potenziali ricavi derivanti dal recupero del calore di scarto (tipicamente 1,5-1,5 milioni di tonnellate di petrolio all'anno, a seconda dei costi energetici locali), l'argomentazione economica a favore di tecnologie avanzate Tecnologia RTO diventa estremamente convincente per la maggior parte delle applicazioni industriali.
3.2 Metodologia di giustificazione finanziaria del sistema RTO
Sviluppare una solida giustificazione finanziaria per Sistema RTO L'implementazione richiede un approccio strutturato che tenga conto dei benefici sia quantitativi che qualitativi. La metodologia dovrebbe iniziare con una definizione completa della base di riferimento, documentando gli attuali costi di controllo dei COV, i modelli di consumo energetico, le spese di manutenzione e lo stato di conformità. Successivamente, verrà fornita una specifica tecnica dettagliata per la soluzione proposta. Sistema RTO È necessario sviluppare un'analisi finanziaria completa, inclusi tutti i costi associati e le garanzie di prestazione. L'analisi finanziaria dovrebbe quindi modellare molteplici scenari che incorporino diversi tassi di aumento dei prezzi dell'energia (tipicamente 3-5% all'anno), potenziali modifiche normative e diverse ipotesi operative.
Metriche finanziarie critiche per Sistema RTO valutazione include Valore attuale netto (VAN), il che dovrebbe essere positivo per i progetti realizzabili; Tasso interno di rendimento (TIR), che in genere supera 20-35% per ben progettato Investimenti RTO; E Periodo di ammortamento scontato, che generalmente varia da 2,5 a 4,5 anni per sistemi correttamente specificati. Inoltre, l'analisi dovrebbe tenere conto del potenziale Sistema RTO Flussi di entrate, tra cui la monetizzazione del calore di scarto, la generazione di crediti di carbonio nei mercati regolamentati e i costi di conformità evitati derivanti da normative sulle emissioni sempre più severe. È inoltre opportuno documentare fattori qualitativi come il miglioramento del rating di sostenibilità aziendale, il rafforzamento delle relazioni con la comunità e la riduzione dell'esposizione al rischio normativo, poiché questi fattori influenzano sempre più le decisioni di investimento nelle moderne organizzazioni manifatturiere.

Capitolo 4: Ottimizzazione della progettazione del sistema RTO e considerazioni tecniche
D1: Come progettare sistemi RTO per flussi di COV alogenati?
Sfida tecnica: I composti alogenati (COV clorurati, fluorurati, bromurati) presentano sfide uniche per Sistemi RTO a causa della formazione di sottoprodotti della combustione acida (HCl, HF, HBr) e della potenziale generazione di diossina/furano in determinate condizioni.
Soluzione completa di progettazione RTO:
- Selezione del materiale: Specificare acciaio inossidabile 310S o Inconel 625 per tutti i componenti delle sezioni calde esposti a temperature superiori a 300 °C. I supporti ceramici devono essere resistenti agli acidi con un contenuto minimo di ferro per ridurre la formazione di diossina catalitica.
- Gestione della temperatura: Mantenere la temperatura della camera di combustione tra 850-950°C con un tempo di residenza minimo di 2,0 secondi per garantire la completa distruzione riducendo al minimo la formazione di diossina nella finestra di "sintesi de novo" (250-450°C).
- Integrazione del sistema Quench: Installare un sistema di spegnimento immediato dopo l' RTO per raffreddare rapidamente i gas di scarico da 850°C a meno di 200°C in 0,5 secondi, “congelando” di fatto la composizione del gas prima che si formino diossine.
- Trattamento secondario: Segui il Sistema RTO con scrubber a letto impaccato che utilizza una soluzione caustica 15-20% per la rimozione dei gas acidi, ottenendo un'efficienza di rimozione di HCl/HF >99,5%.
- Monitoraggio continuo: Implementare un monitoraggio continuo delle emissioni sia di COV che di gas acidi, con regolazione automatica del sistema basata su misurazioni in tempo reale.
D2: Configurazione ottimale del sistema RTO per condizioni di processo variabili?
Realtà operativa: Nella maggior parte dei processi industriali si registra una notevole variabilità nel volume dei gas di scarico, nella concentrazione dei COV e nella composizione a causa della programmazione della produzione, delle operazioni in batch o dei cicli delle apparecchiature.
Strategie avanzate di configurazione del sistema RTO:
- Progetti RTO multi-letto: Implementare case con 3, 5 o anche 7 letti Configurazioni RTO per garantire flessibilità operativa. I letti aggiuntivi consentono una commutazione più frequente delle valvole durante i periodi di alta concentrazione (riducendo lo slittamento dei COV) e l'isolamento del letto in condizioni di basso flusso.
- Integrazione dell'azionamento a frequenza variabile (VFD): Tutti i principali tifosi del Sistema RTO dovrebbero essere dotati di VFD controllati da sensori di pressione differenziale, che consentano la regolazione automatica del flusso d'aria mantenendo al contempo profili di pressione ottimali.
- Algoritmi di controllo predittivo: Implementare il controllo predittivo del modello (MPC) che utilizza dati storici e input di processo in tempo reale per anticipare i cambiamenti e pre-regolare Sistema RTO parametri.
- Approcci di sistema ibridi: Per processi con estrema variabilità (ad esempio, rapporti di riduzione 10:1), prendere in considerazione sistemi ibridi che combinano Tecnologia RTO con tecnologie di concentrazione per prestazioni economiche ottimali.
Personalizzazione di soluzioni RTO eccezionali per la tua azienda
Attraverso questa guida hai imparato quanto è moderno Ossidazione termica rigenerativa La tecnologia trasforma i requisiti di conformità ambientale in sostanziali vantaggi economici. Da un'efficienza di recupero del calore di oltre 951 TP3T a tassi di distruzione dei COV di oltre 991 TP3T, da progetti ingegneristici per condizioni operative complesse a periodi di ritorno sull'investimento di 3-4 anni,RTO ha





















