Introduzione: perché la tecnologia RTO sta rimodellando gli standard per il trattamento dei gas di scarico industriali?
Nel contesto di normative ambientali sempre più stringenti e di obiettivi di "doppio carbonio", il trattamento dei composti organici volatili (COV) industriali è diventato una sfida critica per lo sviluppo sostenibile delle industrie manifatturiere. Le tecnologie di trattamento tradizionali, come l'adsorbimento su carbone attivo e la combustione catalitica, stanno gradualmente rivelando i loro limiti in termini di efficienza, costi operativi e consumo energetico. Ossidatore termico rigenerativo (RTO), in quanto tecnologia di trattamento dei COV efficiente, affidabile e a risparmio energetico, sta diventando la soluzione preferita per settori quali petrolchimico, stampa e rivestimento, farmaceutico ed elettronico.
Questo articolo fornisce una guida pratica completa alla tecnologia RTO, analizzando quattro aspetti: principi tecnici, vantaggi in termini di efficienza energetica, scenari applicativi e considerazioni sulla selezione.
Parte prima: principi fondamentali e innovazioni strutturali della tecnologia RTO
Cos'è l'RTO? Analisi di tre componenti fondamentali
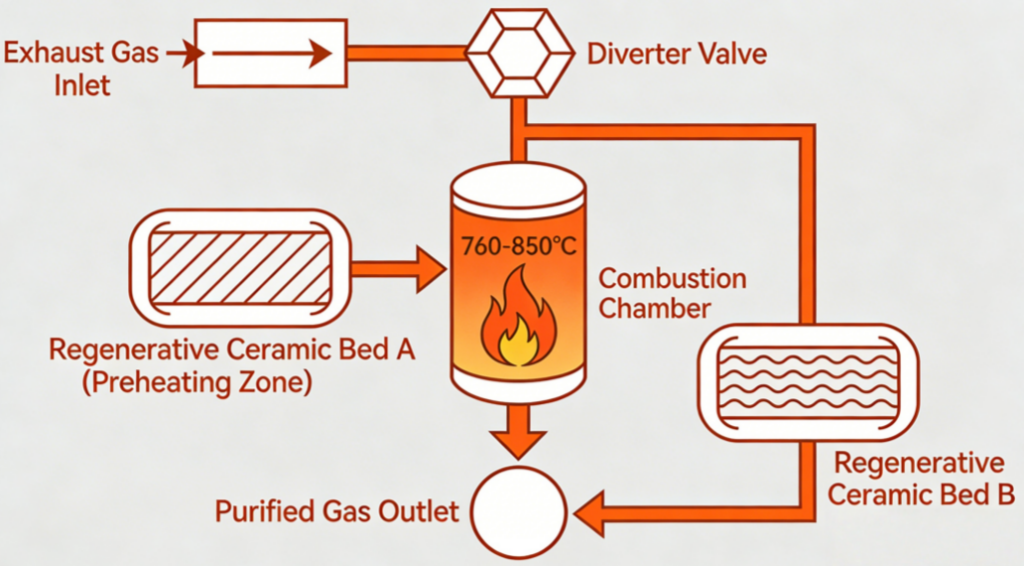
Il concetto di progettazione fondamentale dell'ossidatore termico rigenerativo (RTO) è riciclo energeticoRispetto all'ossidazione termica diretta, l'RTO utilizza letti ceramici rigenerativi per ottenere il preriscaldamento dei gas di scarico e il recupero del calore di scarto dei gas purificati, aumentando l'efficienza di utilizzo dell'energia termica a oltre 95%.
Diagramma di composizione del sistema: [Ingresso gas di scarico] → [Valvole deviatrici] → [Letto ceramico rigenerativo A (zona di preriscaldamento)] → [Camera di combustione (760-850°C)] ↓ [Uscita gas purificato] ← [Letto ceramico rigenerativo B (zona di raffreddamento)] ← [Valvole deviatrici]
Benchmark dei parametri tecnici
- Efficienza del trattamento: ≥98% (può raggiungere oltre 99% in condizioni ben progettate)
- Temperatura di esercizio: 760-850°C (regolabile in base alla composizione dei gas di scarico)
- Efficienza di recupero del calore: Valore tipico ≥95%, massimo fino a 97%
- Intervallo di caduta di pressione: 2,5-3,5 kPa (può essere ridotto al di sotto di 2,0 kPa con un design ottimizzato)
- Ciclo di commutazione: Regolabile da 30 a 180 secondi, a seconda della concentrazione di scarico e della portata
Confronto tecnologico: RTO vs. RCO vs. TO
| Tipo di tecnologia | Efficienza del trattamento | Temperatura di esercizio | Consumo di carburante | Concentrazione di COV adatta | Costo di investimento |
|---|---|---|---|---|---|
| RTO | 98-99% | 760-850°C | Molto basso (concentrazione autosufficiente 3 g/m³) | Ampio spettro (1-10 g/m³) | Medio-Alto |
| RCO | 95-98% | 300-400°C | Basso (catalizzatore richiesto) | Concentrazione medio-bassa | Alto |
| Diretto A | 90-95% | 650-800°C | Alto (nessun recupero di calore) | Alta concentrazione | Basso |
Parte seconda: Vantaggi dell'efficienza energetica e analisi dei benefici economici dell'RTO
Soglia di autosufficienza energetica: quando RTO potrà raggiungere il funzionamento "a zero carburante"?
Formula di base: Concentrazione autosufficiente = (Perdita di calore del sistema) / (Potere calorifico dei COV × Efficienza di recupero del calore)
Per un tipico sistema RTO a tre letti:
- Con l'efficienza di recupero del calore 95%, la concentrazione autosufficiente è di circa 1,5-2,5 g/m³
- Con l'efficienza di recupero del calore 97%, la concentrazione autosufficiente può essere ridotta a 1,0-1,8 g/m³
Ciò significa che quando la concentrazione di COV nei gas di scarico raggiunge questa soglia, il sistema può funzionare ininterrottamente quasi senza carburante ausiliario.
Modello di confronto TCO (costo totale di proprietà) quinquennale
Prendiamo come esempio una linea di produzione di rivestimenti con una capacità di trattamento di 30.000 Nm³/h:
| Voce di costo | Sistema RTO | Adsorbimento su carbone attivo + combustione catalitica | Rapporto di risparmio |
|---|---|---|---|
| Investimento iniziale | 1,8 milioni di CNY | 1,2 milioni di CNY | -50% |
| Costo operativo annuale (elettricità + carburante) | 280.000 yuan | 520.000 yuan | Risparmio +46% |
| Costo di manutenzione annuale | 80.000 yuan | 150.000 CNY (inclusa la sostituzione del carbone attivo) | Risparmio +47% |
| Costo totale quinquennale | 3,28 milioni di CNY | 4,55 milioni di CNY | +28% Risparmio totale |
| Riduzione delle emissioni di carbonio (5 anni) | 1.200 tonnellate di CO₂e | 750 tonnellate di CO₂e | Vantaggio di riduzione +37% |
Intuizione chiave: Sebbene l'RTO comporti un investimento iniziale più elevato, i risparmi operativi entro 3-4 anni possono compensare la differenza di prezzo, con significativi benefici economici a lungo termine.
Parte terza: scenari applicativi del settore e casi di successo
Scenario 1: Scarico di componenti complessi ad alta concentrazione nell'industria chimica
Sfida: Grandi fluttuazioni nella concentrazione dei gas di scarico (1-8 g/m³), contenenti componenti corrosivi come cloro e zolfo
Soluzione RTO:
- Utilizzare materiali ceramici rigenerabili speciali resistenti alla corrosione
- Configurare il sistema di controllo adattivo per le fluttuazioni di concentrazione
- Aggiungere il pretrattamento della torre di tempra per i gas acidi
Risultati: Dopo l'installazione in uno stabilimento di produzione di pesticidi intermedi, il tasso di rimozione dei COV si è stabilizzato a 99,2%, con un risparmio annuo sui costi del gas naturale di 850.000 CNY.
Scenario 2: Grande volume d'aria, bassa concentrazione di scarico nell'industria della stampa e dell'imballaggio
Sfida: Grande volume d'aria (50.000-100.000 Nm³/h), bassa concentrazione (0,5-1,5 g/m³)
Soluzione RTO:
- Utilizzare l'RTO rotante per ridurre le dimensioni dell'attrezzatura
- Integrare la ruota del rotore in zeolite per migliorare la concentrazione (10-15 volte la concentrazione)
- Controllo intelligente della frequenza variabile per adattarsi alle fluttuazioni di produzione
Risultati: Dopo l'implementazione in un'azienda di imballaggi flessibili, è stato possibile raggiungere l'autosufficienza operativa con una concentrazione di soli 0,8 g/m³, con un consumo annuo di elettricità ridotto di 401 TP3 T.
Scenario 3: Emissioni intermittenti dalle linee di verniciatura per autoveicoli
Sfida: La portata di scarico scende da 100% a 10% tra i turni di produzione, riducendo drasticamente l'efficienza energetica tradizionale dell'RTO
Soluzione innovativa:
- Adottare RTO a volume d'aria variabile multi-letto (come il modello a cinque letti)
- Sviluppare un algoritmo di “modalità sospensione”, spegnendo automaticamente alcuni letti rigenerativi durante il basso carico
- Integrazione con il sistema MES di produzione per la regolazione predittiva dei parametri operativi
Risultati: In uno stabilimento automobilistico, il consumo energetico complessivo è stato ridotto di 35%, i cicli di avvio/arresto sono stati ridotti di 70% e la durata delle apparecchiature è stata prolungata.

Parte quarta: considerazioni chiave per la selezione e la progettazione dell'RTO (Guida agli appalti)
Elenco di controllo dei sette parametri di selezione principali
- Analisi delle caratteristiche dei gas di scarico: Componenti, intervallo di concentrazione, umidità, contenuto di particolato
- Conferma del volume d'aria: Considerare i valori di picco, medi e il margine di espansione della produzione futura (consigliato +20%)
- Obiettivo di efficienza del recupero del calore: ≥95% come baseline, 97% come indicatore ad alte prestazioni
- Tipo di valvola: Valvole a farfalla (economiche) vs. valvole a fungo (tenuta elevata)
- Sistema di controllo: Standard PLC, consigliata interfaccia di integrazione DCS o SCADA
- Requisiti di conformità: Standard di emissione locali (ad esempio, GB 16297), classificazione antideflagrante
- Limitazioni di spazio: Dimensioni delle attrezzature, accesso per la manutenzione, percorsi per la gestione dei rifiuti pericolosi
Cinque dimensioni EEAT per la valutazione dei fornitori
- Esperienza: Numero di casi nello stesso settore (sono richiesti ≥3 casi di successo)
- Competenza: Sia che si tratti di fornire servizi pre-progetto come test di scarico, simulazione di processo
- Autorevolezza: Titoli brevettuali, partecipazione ai registri di sviluppo standard
- Affidabilità: Testimonianze dei clienti, trasparenza dei report dei test di terze parti
- Capacità tecnica: Proporzione di ricerca e sviluppo indipendente, controllo di qualità dei componenti chiave (ad esempio, ceramiche, valvole)
Parte quinta: chiarimento di domande e idee sbagliate comuni
D1: L'RTO è adatto per scarichi contenenti siliconi, fosforo, ecc.?
Risposta professionale: I gas di scarico contenenti silicio, fosforo e composti metallici richiedono un pretrattamento. I siliconi formano depositi di SiO₂ sulla ceramica ad alte temperature. Raccomandazioni:
- Aggiungere uno scrubber frontale o un filtro a secco
- Utilizzare ceramiche a nido d'ape con superficie liscia
- Configura il sistema di pulizia del letto ceramico online
D2: Come scegliere tra RTO a due letti, a tre letti e rotativo?
Matrice di selezione:
- RTO a due letti: Scarico continuo stabile, concentrazione >2,5 g/m³, budget limitato
- RTO a tre letti (consigliato): Scarico fluttuante, perseguendo un'efficienza ≥98%, mainstream del settore
- RTO rotativo: Volume d'aria estremamente elevato (>80.000 Nm³/h), spazio limitato
D3: Come risolvere il problema della "migrazione degli hot spot" di RTO?
Soluzioni tecniche: Controllare l'irregolarità della temperatura del letto attraverso:
- Progettazione ottimizzata della distribuzione del flusso d'aria
- Utilizzo di materiali ceramici ad alta conduttività termica
- Ispezione e manutenzione termografica regolare
Parte sesta: Tendenze future e percorsi di aggiornamento intelligenti
RTO digitale: da “Apparecchiatura di trattamento” a “Centro di gestione dell’efficienza energetica”
- Manutenzione predittiva: Segnalazione precoce dei guasti tramite sensori di vibrazione, temperatura e pressione differenziale
- Ottimizzazione del gemello digitale: Stabilire modelli virtuali, ottimizzazione in tempo reale dei cicli di commutazione e delle impostazioni di temperatura
- Gestione della visualizzazione delle risorse di carbonio: Calcolo automatico della riduzione dei COV e dei crediti di carbonio, generazione di report ESG
- Gestione e manutenzione remota della piattaforma cloud: Monitoraggio centralizzato di più aree dell'impianto e diagnostica remota da parte di esperti
Direzioni di innovazione dei materiali
- Nuovi materiali ceramici: Aumentare il coefficiente di conduttività termica (da 1,2 a 2,0 W/m·K), ridurre il volume del letto di 30%
- Materiali di accumulo termico a cambiamento di fase: Sviluppare materiali compositi a base di paraffina, migliorare la densità di accumulo termico di 50%
- Tecnologia di rivestimento: Nanorivestimenti anti-intasamento, che prolungano i cicli di pulizia fino a oltre 2 anni
Conclusione: l'RTO non è solo uno strumento di conformità, ma un asset di efficienza energetica
Con la maturazione tecnologica e l’ottimizzazione dei costi, l’RTO si è evoluto da semplice “apparecchiatura di trattamento di fine linea” a attività di efficienza energetica che generano significativi benefici economici. Una corretta selezione della tecnologia, una progettazione ingegneristica professionale e un funzionamento e una manutenzione intelligenti consentiranno al vostro sistema RTO di creare costantemente valore ambientale e benefici economici per tutto il suo ciclo di vita di 10-15 anni.
Raccomandazioni per azioni immediate:
- Eseguire test completi sui gas di scarico e analisi dei processi
- Invitare 2-3 fornitori con esperienza nello stesso settore a fornire proposte
- Condurre test pilota su piccola scala (se le condizioni lo consentono) per verificare l'efficacia del trattamento
- Incorporare l'RTO nella strategia ESG aziendale, cercare il supporto del credito verde
Ottieni soluzioni personalizzate
Per informazioni dettagliate RTO soluzioni tecnologiche e analisi dei vantaggi economici su misura per il tuo settore, visita il nostro sito web e contatta il nostro team tecnico per una consulenza gratuita e casi di studio.
*Questo articolo si basa su materiali tecnici e pratiche industriali pubblicamente disponibili. Per applicazioni specifiche, si consiglia di consultare società di ingegneria specializzate. I dati sono solo a scopo di riferimento; gli effetti reali sono soggetti alle condizioni di lavoro.*





















