Tra la foschia aromatica dell'orzo maltato e del luppolo in fermentazione in un tradizionale birrificio olandese, l'essiccazione dei DDGS e delle trebbie di birra trasforma sottoprodotti ricchi di nutrienti in preziosi mangimi per animali. Tuttavia, questo passaggio essenziale rilascia vapori carichi di sostanze organiche che richiedono un'attenta gestione per preservare l'aria incontaminata dei Paesi Bassi. EVER-POWER entra in scena con ossidatori termici rigenerativi progettati per elaborare questi specifici flussi di scarico, attingendo al calore dell'ossidazione per alimentare un'ulteriore essiccazione e rimuovere al contempo le sostanze volatili.
Immaginate un impianto lungo i canali di Leida, dove i cereali esausti della produzione di birra chiara vengono fatti rotolare attraverso essiccatori ad aria calda. Il vapore che sale trasporta residui di etanolo e aldeidi, ma il nostro RTO li cattura all'uscita, scomponendone le molecole a temperature precise. È un'armonia di funzione e forma, proprio come i mulini a vento che punteggiano i polder, che sfruttano l'energia da ciò che altrimenti sarebbe un rifiuto.
Osservando il cuore della produzione di birra dell'Olanda Meridionale, dove le attività a conduzione familiare si fondono con l'efficienza moderna, ho notato come queste unità si adattino ai flussi ricchi di umidità tipici dell'essiccazione dei cereali. Un operatore ha raccontato, durante un controllo di routine, come la spinta costante del sistema abbia impedito l'accumulo di acqua nei condotti, mantenendo la produzione fluida come il Reno stesso.
Negli ampi stabilimenti di Groninga, che elaborano volumi provenienti da cooperative regionali, i nostri impianti di trattamento termico (RTO) si adattano alle esigenze, recuperando calore per preriscaldare l'aria in ingresso e riducendo il consumo di combustibile dovuto ai freddi venti settentrionali. Questo vantaggio pratico deriva da modifiche apportate a configurazioni simili nei birrifici fiamminghi del Belgio, dove i profili dei grani rispecchiano quelli qui.

Fatti chiave sull'RTO nei DDGS del birrificio e sull'essiccazione dei cereali esausti della birra
- Nei Paesi Bassi, i birrifici producono ogni anno oltre 1,5 milioni di tonnellate di trebbie esauste, con l'essiccazione DDGS che contribuisce ai carichi di COV che RTO affronta con efficienza 98%.
- La direttiva UE IED per la lavorazione degli alimenti impone <50 mg/Nm³ di COV, in cui i sistemi RTO sono fondamentali per la conformità nelle operazioni di essiccazione.
- Il recupero di calore raggiunge 96% nelle nostre unità, riutilizzando l'energia per il preriscaldamento dei cereali e supportando l'economia circolare olandese nella produzione della birra.
- La produzione di birra in Europa supera i 40 miliardi di litri, con i Paesi Bassi che ne esportano 1,7 miliardi, il che spinge all'uso di RTO per una gestione sostenibile dei sottoprodotti.
- Il mercato globale dei DDGS cresce a un CAGR di 5%, con RTO che riduce le emissioni di 40% durante l'essiccazione, essenziale per gli standard di sicurezza dei mangimi.
Questi dettagli catturano l'etica della birra dei Paesi Bassi, dalla scena artigianale di Utrecht alle dimensioni industriali di Eindhoven, fondendo tradizione ed eco-innovazione.
Proposta di valore: perché scegliere EVER-POWER RTO per i tuoi processi di essiccazione
Nel ritmo frenetico degli essiccatori per birrifici, dove i cereali umidi perdono umidità per trasformarsi in mangime stabile, il controllo dei vapori in uscita salvaguarda sia la qualità del prodotto che gli ecosistemi circostanti. Le unità RTO di EVER-POWER eccellono in questo, progettate per gestire senza intoppi i flussi ad alta umidità e ricchi di sostanze organiche provenienti da DDGS e dall'essiccazione dei cereali esausti.
Durante una visita a uno stabilimento di Tilburg, tra il ronzio degli essiccatori rotanti che processano i residui di birra, il caporeparto ha spiegato dettagliatamente come le precedenti prese d'aria permettessero agli aromi di diffondersi, mentre il nostro RTO li bloccava, ossidandoli completamente e riciclando il calore in ingresso. Questo circuito chiuso rispecchiava l'efficienza dei cicli idrici dei polder olandesi, trasformando l'output in input senza soluzione di continuità.
L'aspetto energetico è fondamentale in periodi di scarsità di carburante. Nei birrifici cooperativi del Brabante Settentrionale, i nostri sistemi reindirizzano il calore di ossidazione verso gli evaporatori, riducendo il consumo di gas e favorendo l'efficienza energetica a livello nazionale. Il personale di Nimega ha evidenziato come questo non solo riduca i costi, ma stabilizzi anche le temperature di essiccazione, garantendo un'umidità costante del cereale per un migliore valore nutrizionale.
La nostra presenza in province come la Gheldria garantisce adattamenti tempestivi, dalle mappature iniziali all'adattamento ai picchi stagionali. Questo supporto concreto crea legami duraturi, soprattutto nell'ambito delle politiche integrate per l'acqua e l'aria dei Paesi Bassi, rendendo il nostro RTO un elemento fondamentale nella vostra filiera di produzione di birra sostenibile.

Specifiche tecniche: 32 parametri chiave per DDGS del birrificio e RTO per l'essiccazione dei cereali esausti della birra
| Parametro | Valore/Intervallo | Descrizione |
|---|---|---|
| Efficienza di distruzione dei COV (DRE) | 97-99.5% | Scompone l'etanolo e le aldeidi dai vapori dei cereali. |
| Recupero di energia termica (TER) | 94-97% | Recupera il calore per il preriscaldamento dell'essiccatore nei cicli di preparazione. |
| Capacità di flusso d'aria | 20.000-180.000 Nm³/h | Adatto sia alle piccole imbarcazioni che alle grandi asciugatrici industriali. |
| Temperatura di esercizio | 800-1000°C | Adattato per gas di scarico umidi e ricchi di sostanze organiche. |
| Tempo di residenza | 0,7-2,2 secondi | Mantiene l'ossidazione completa nei flussi umidi. |
| Caduta di pressione | 80-350 Pa | Basso per supportare le ventole dell'asciugatrice. |
| Intervallo di concentrazione di COV in ingresso | 0,5-9 g/Nm³ | Gestisce la variabilità dei livelli di umidità del grano. |
| Emissioni di NOx | <190 mg/Nm³ | Bruciatori a stadi per la conformità. |
| Rimozione delle particelle | 90-97% | Cattura la polvere di grano prima dell'ossidazione. |
| Rapporto di rifiuto | Da 6:1 a 12:1 | Si adatta ai programmi di essiccazione in batch. |
| Tempo di ciclo della valvola | 70-160 secondi | Bilancia l'efficienza in condizioni di forte vapore. |
| Tasso di perdita | <0,09% per letto | Sigilla contro la fuoriuscita di odori. |
| Capacità termica dei supporti ceramici | 0,85-1,25 kJ/kg·K | Resistente all'umidità. |
| Materiali resistenti alla corrosione | Rivestimenti in acciaio inox 310 | Resiste ai sottoprodotti acidi della fermentazione. |
| Protezione dalle esplosioni | Prese d'aria integrate | Sicurezza per i vapori di alcol. |
| Sistema di controllo | PLC/SCADA | Monitor per la conformità alimentare. |
| Orma | 15-50 mq | Adatto alla disposizione dei birrifici. |
| Frequenza di manutenzione | Ogni 4-8 mesi | Modulare per un rapido accesso al birrificio. |
| Consumo energetico | 0,45-1,7 kWh/Nm³ | Efficiente per cicli continui. |
| Livello di rumore | <84 dB(A) | Silenzioso per le aree riservate ai lavoratori. |
| Tempo di avvio | 28-55 minuti | Veloce per gli allineamenti dei turni. |
| Ciclo di spurgo | 5-11 minuti | Elimina l'umidità durante le soste. |
| Monitoraggio remoto | Basato su cloud | Per il monitoraggio normativo. |
| Durata | 17-26 anni | Resistente in ambienti umidi. |
| Certificazioni | CE, IED, HACCP | Conforme alle norme di sicurezza alimentare dell'UE. |
| Efficienza dello scambiatore di calore | 87-94% | Secondario per ausilio al processo. |
| Opzioni letto | 4-9 posti letto | Personalizzato per volume. |
| Risparmio sui costi | Energia 24-46% | Tramite il recupero nelle operazioni. |
| Tolleranza all'umidità | Fino a 85% RH | Per scarichi di cereali umidi. |
| Riduzione degli odori | 95-99% | Elimina gli odori di fermentazione. |
| Movimentazione del carico di polvere | Alto con cicloni | Per particelle di grano. |
| Livello di automazione | PLC completo | Per turni non presidiati. |
Queste specifiche sono il frutto di prove condotte nei birrifici di Enschede, dove la polvere di cereali ha messo alla prova i filtri, inducendo a rinforzare le fasi preliminari nei nostri modelli.
Compatibilità con i marchi leader nei Paesi Bassi e oltre
| Marca | Livello di compatibilità | Caratteristiche principali a confronto | Vantaggio EVER-POWER |
|---|---|---|---|
| Dürr™ | Alto | Durata della valvola, enfasi TER | Resistenza comparabile, rapporto qualità-prezzo; Nota: tutti i nomi dei produttori e i codici dei componenti sono solo a scopo di riferimento. EVER-POWER è un produttore indipendente. |
| Anguil™ | Alto | Personalizzato per prodotti organici umidi | Capacità simili, servizio olandese più rapido; Nota: tutti i nomi dei produttori e i numeri di parte sono solo a scopo di riferimento. EVER-POWER è un produttore indipendente. |
| Gruppo Tecam | Medio-Alto | Sistemi di recupero | Migliore integrazione con il birrificio; Nota: tutti i nomi dei produttori e i codici dei componenti sono solo a scopo di riferimento. EVER-POWER è un produttore indipendente. |
| Ambiente navale e costiero | Medio | Progetti di essiccazione compatti | Scala migliorata per i volumi; Nota: tutti i nomi dei produttori e i codici dei componenti sono solo a scopo di riferimento. EVER-POWER è un produttore indipendente. |
| John Zink Hamworthy Combustion | Alto | Efficienza del bruciatore | Emissioni ridotte e manutenzione più semplice. Nota: tutti i nomi dei produttori e i codici dei componenti sono solo a scopo di riferimento. EVER-POWER è un produttore indipendente. |
I nostri RTO si collegano perfettamente agli essiccatori di questi marchi, facilitando gli aggiornamenti nelle configurazioni ibride. Questo agevola i trasporti verso Belgio e Germania, dove prevalgono marchi simili.
Normative e politiche ambientali: prospettive locali, regionali e globali
L'essiccazione della birra olandese segue il Decreto sulle Attività, che limita i COV a 30 mg/Nm³, con province come Utrecht che richiedono valutazioni degli odori per i siti rurali. Il VLAREM belga e il TA Luft tedesco richiedono le BAT, favorendo l'RTO per la riduzione delle sostanze organiche.
A livello globale, US EPA MACT per gli alimenti, Cina GB 16297-1996, Germania (come sopra), Francia IED, India FSSAI con CPCB, Canada linee guida CFIA, Giappone legge sull'igiene alimentare, Corea del Sud MFDS Clean Air, Brasile ANVISA CONAMA 430, Turchia GTHB Air Quality, Russia Rospotrebnadzor SanPiN, Australia FSANZ NEPM, Messico SALUD NOM-085, Spagna MAGRAMA IED regionale, Italia decreto MIPAAF 152, Regno Unito FSA EPR, Arabia Saudita SFDA PME, Indonesia BPOM PERMEN LH 5/2019, Polonia GIS IED nazionale, Sudafrica DAFF AQA, Argentina risoluzione SENASA 177, Emirati Arabi Uniti ESMA federale 24, Vietnam legge MARD 2020, Thailandia notifica del Ministero FDA, Malesia MOH EQA, Egitto legge MOHP 4, Filippine FDA RA 8749, Svezia codice ambientale Livsmedelsverket, La legge sull'inquinamento Mattilsynet in Norvegia e l'EPA Ruokavirasto in Finlandia impongono controlli a livello di RTO per le emissioni dei birrifici.
Negli stabilimenti di trasformazione dei cereali di Apeldoorn, RTO ha soddisfatto i requisiti locali di sicurezza alimentare, analogamente a quanto avviene nel Belgio fiammingo e nella Germania bavarese.
Per i birrifici da esportazione di Rotterdam, ci conformiamo all'HACCP globale, mentre nei locali artigianali di Gelderland, evitiamo la dispersione di odori secondo le norme comunitarie.
Componenti essenziali, parti di ricambio e materiali di consumo per sistemi RTO
Elementi principali: valvole rotative per la direzione, bruciatori per l'avvio, ceramiche a sella per lo stoccaggio. Ricambi: guarnizioni, sonde, piloti. Materiali di consumo: filtri antipolvere, grassi per trasmissioni. Trasmissione: ingranaggi, cinghie in lega. Nella produzione della birra, si consigliano condotti resistenti al vapore per gestire l'umidità.
Per i gas di scarico carichi di cereali, i preseparatori a ciclone ampliano l'utilità negli impianti olandesi.
Caratteristiche uniche dell'RTO negli scenari di scarico dell'essiccazione dei cereali esausti della birra e dei DDGS del birrificio
I vapori di essiccazione dei cereali trasportano elevata umidità e polvere, a differenza dei forni per malto a secco. I climi umidi olandesi amplificano la condensazione, quindi i percorsi isolati sono vitali. I residui di fermentazione aggiungono acidi, richiedendo camere robuste. Rispetto all'ammostamento, l'essiccazione presenta sostanze organiche più dense, che richiedono periodi di permanenza più lunghi. Gli inverni in Frisia raffreddano le insenature, i nostri riscaldatori contrastano. A differenza della distillazione, i flussi di essiccazione sono più costanti ma più polverosi, dove i filtri sono più efficaci.
Esperienze personali e casi di studio reali
In un essiccatoio per la birra Pilsner a Zwolle, l'RTO ha domato i flussi di vapore in uscita, consentendo alla squadra di prolungare i cicli senza intasamenti. Il responsabile ha raccontato come abbia silenziato la ciminiera, allentando i legami con le aziende agricole vicine in questa zona rurale.
Nell'impianto di lager di Leida, il calore recuperato ha essiccato ulteriori lotti, aumentando la produzione senza caldaie aggiuntive. Gli operatori del Limburgo hanno notato una qualità costante del mangime dopo l'aggiornamento.
Guarda questo filmato di un RTO EVER-POWER in un essiccatore di un birrificio olandese, che illustra nel dettaglio la gestione del vapore e il ritorno di energia durante un ciclo.
Grazie a un impianto installato a Delft, i cicloni regolati hanno catturato bucce fini, un perfezionamento derivante dalle prove di umidità costiera.
Migliorare le tue operazioni con approfondimenti aggiuntivi
Collegare l'RTO ai sensori per la previsione dell'umidità del grano, ottimizzando l'essiccazione in raccolti variabili. Per le miscele verdi, gli adattamenti ai biocarburanti riducono le emissioni di carbonio. Nelle zone deltizie come la Zelanda, sollevare contro le maree. Recenti studi sui pretrattamenti enzimatici riducono i vapori, abbinandoli all'RTO per carichi inferiori.
Provate gli aiuti solari per il caldo diurno nella soleggiata Olanda Meridionale, alleggerendo i carichi della rete. Grazie ai finanziamenti UE per la bioeconomia, l'intelligenza artificiale mappa i picchi di emissione per le prese d'aria proattive.
Ultime notizie sull'RTO nel settore DDGS dei birrifici e sull'essiccazione dei cereali esausti della birra nei Paesi Bassi e in Europa
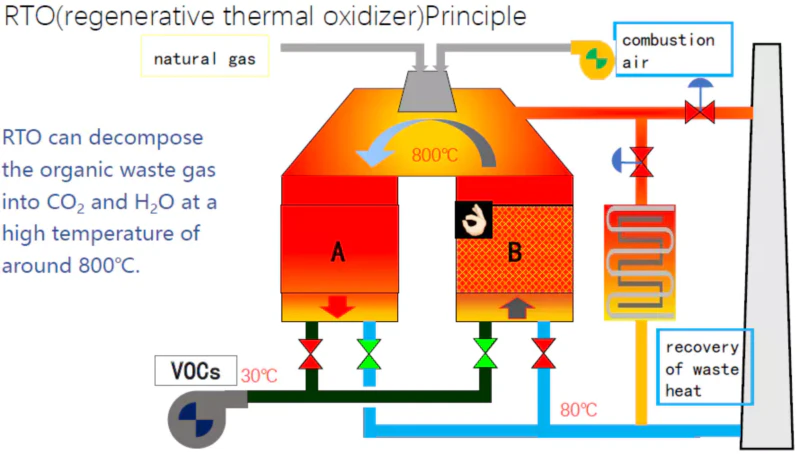
- L'RTO per l'essiccazione di DDGS e trebbie di birrificio raggiunge un'ossidazione a 800 °C per la conversione di CO2/H2O (9 dicembre 2025).
- La birra diventa green grazie ai 3,4 milioni di tonnellate di cereali esausti prodotti annualmente dall'UE, evidenziando l'RTO nella gestione dei sottoprodotti (24 settembre 2025).
- Le esportazioni statunitensi di etanolo/DDGS raggiungono il record nell'agosto 2025, il che implica un fabbisogno di RTO nell'essiccazione globale (19 novembre 2025).
- Le innovazioni di Brewer nel settore alimentare tramite processi di pulizia RTO (recente articolo del PMC).
- Il mercato europeo dei cereali esausti dei birrifici raggiungerà i 509,25 milioni di USD nel 2024, con un CAGR di 2,881 TP3T grazie all'aiuto dell'RTO (rapporto recente).
- I produttori di birra europei sono soggetti ai dazi statunitensi, il che induce indirettamente a un aumento dell'RTO per un'essiccazione efficiente (10 aprile 2025).
- Mercato degli ossidatori termici rigenerativi a $602,2 milioni nel 2025 (18 ottobre 2025).
- Segmentazione del mercato RTO fino al 2035 (27 gennaio 2025).
- Mercato RTO a 10,25 miliardi di USD nel 2024, a 16,37 miliardi (12 giugno 2025).
- The New Brewer sul clima, sottolineando l'RTO nella produzione della birra (gennaio/febbraio 2025).
Contatta il nostro team a Rotterdam per ottenere un preventivo personalizzato RTO un progetto per promuovere la sostenibilità del tuo progetto.





















