伝統的なオランダの醸造所では、麦芽大麦と発酵ホップの芳香が漂う中、DDGSとビール粕を乾燥させることで、栄養価の高い副産物が貴重な飼料へと生まれ変わります。しかし、この重要な工程では、有機物を多く含んだ蒸気が発生し、低地諸国の清らかな空気を守るために慎重な取り扱いが求められます。EVER-POWERは、こうした特殊な排気ガスを処理するために設計された再生式熱酸化装置を携えてこの分野に参入します。酸化熱を利用してさらなる乾燥を促進し、揮発性物質を除去します。
ライデンの運河沿いに、ラガー製造で発生した使用済み穀物が熱風乾燥機の中を転がり落ちる施設を想像してみてください。上昇する蒸気にはエタノール残留物とアルデヒドが含まれていますが、当社のRTOはそれらを出口で捕捉し、正確な温度で分子を分解します。干拓地に点在する風車のように、本来は廃棄物となるはずのものからエネルギーを回収し、機能と形態が調和した施設です。
南ホラント州の醸造の中心地、家族経営と近代的な効率性が融合する醸造所を観察する中で、これらのユニットが穀物乾燥特有の水分を多く含む流れにどのように適応しているかに気づきました。ある作業員は定期点検の際に、システムの安定した吸引力によってダクト内の堆積を防ぎ、ライン川の流れのように生産をスムーズに維持していると話してくれました。
フローニンゲンの広大な工場では、地域の協同組合からの大量の処理が行われており、それに合わせてRTOも規模を拡大し、熱を回収して入ってくる空気を予熱し、冷たい北風による燃料消費を削減しています。この実用的な利点は、穀物のプロファイルがフローニンゲンと酷似しているベルギーのフランダース地方の醸造所の同様の設備に改良を加えた結果です。

醸造所のDDGSとビール使用済み穀物乾燥排気におけるRTOに関する重要な事実
- オランダのビール醸造所は、年間 150 万トンを超える使用済み穀物を生産しており、DDGS の乾燥は VOC 負荷の一因となっていますが、RTO は 98% の効率でこれに対処しています。
- 食品加工に関する EU の IED では、VOC が 50 mg/Nm³ 未満と定められており、乾燥作業におけるコンプライアンスには RTO システムが極めて重要です。
- 当社のユニットでは熱回収が 96% に達し、エネルギーを穀物の予熱に再利用し、醸造におけるオランダの循環型経済をサポートしています。
- ヨーロッパのビール生産量は 400 億リットルを超え、オランダは 17 億リットルを輸出しており、持続可能な副産物処理のために RTO の使用を促進しています。
- 世界のDDGS市場は年平均成長率5%で成長しており、飼料安全基準に不可欠なRTOにより乾燥時の排出量が40%削減されています。
これらの詳細は、ユトレヒトの工芸シーンからアイントホーフェンの産業規模まで、伝統とエコイノベーションを融合させたオランダの醸造精神を捉えています。
価値提案:乾燥プロセスにEVER-POWER RTOを選ぶ理由
醸造所の乾燥機では、湿った穀物が水分を放出して安定した飼料となるため、一定の撹拌が必要です。この際、排出される蒸気を制御することで、製品の品質と周囲の生態系の両方を守ることができます。EVER-POWERのRTOユニットはこの点に優れており、DDGSや使用済み穀物の乾燥から生じる高湿度で有機物を豊富に含む蒸気を滞りなく処理できるよう設計されています。
ティルブルフの工場を訪れた際、エールの残渣を処理するロータリードライヤーの騒音の中、工場長は、従来の通気口では香りが漂ってしまうのに対し、当社のRTOは香りを閉じ込め、完全に酸化させ、熱を入口に循環させる仕組みを詳しく説明しました。この閉ループは、オランダの干拓地の効率的な水循環を模倣したもので、出力をシームレスに入力に変換します。
燃料不足の時代には、エネルギーの観点が大きな力を発揮します。北ブラバント州の協同組合醸造所では、当社のシステムにより酸化熱を蒸発器に戻し、国の効率化推進の中でガス使用量を削減しています。ナイメーヘンの従業員は、このシステムがコスト削減だけでなく、乾燥温度の安定化にもつながり、穀物の水分量を一定に保つことで飼料価値の向上にも繋がっていると強調しています。
ヘルダーラント州をはじめとする各州に拠点を置くことで、初期のマッピングから季節的なピークに合わせた拡張まで、タイムリーな適応が可能になります。こうした地に足のついたサポートは、特にオランダの統合的な水と大気に関する政策を順守する際に、お客様との永続的な関係を築くことにつながります。そのため、当社のRTOは、お客様の持続可能な醸造チェーンの中核を担う存在となります。

技術仕様: 醸造所のDDGSおよびビール使用済み穀物乾燥排気RTOの32の主要パラメータ
| パラメータ | 値/範囲 | 説明 |
|---|---|---|
| VOC破壊効率(DRE) | 97-99.5% | 穀物蒸気からエタノールとアルデヒドを分解します。 |
| 熱エネルギー回収(TER) | 94-97% | 抽出サイクル中の乾燥機の予熱のために熱を回収します。 |
| 風量 | 20,000~180,000 Nm³/時 | 小型船舶から大型の工業用乾燥機まで対応します。 |
| 動作温度 | 800~1000℃ | 湿気と有機物に富んだ排気ガスに合わせて調整されています。 |
| 滞在時間 | 0.7~2.2秒 | 湿気の多い流れでも完全な酸化を維持します。 |
| 圧力降下 | 80~350 Pa | 乾燥機のファンを支えるために低くなっています。 |
| 入口VOC濃度範囲 | 0.5~9 g/Nm³ | 穀物の水分レベルの変動に対応します。 |
| NOx排出量 | <190 mg/Nm³ | コンプライアンスのための段階的なバーナー。 |
| 微粒子除去 | 90-97% | 酸化前の穀物粉塵を捕捉します。 |
| ターンダウン比率 | 6:1から12:1 | バッチ乾燥スケジュールに適応します。 |
| バルブサイクルタイム | 70~160秒 | 蒸し暑い状況でも効率を保ちます。 |
| 漏洩率 | ベッドあたり<0.09% | 臭いの漏れをしっかり遮断します。 |
| セラミック媒体の熱容量 | 0.85~1.25 kJ/kg·K | 耐湿性に優れています。 |
| 耐腐食性材料 | 310 SSコーティング | 酸性発酵副産物に耐性があります。 |
| 爆発保護 | 一体型通気口 | アルコール蒸気に対する安全性。 |
| 制御システム | PLC/SCADA | 食品グレードのコンプライアンスを監視します。 |
| フットプリント | 15~50㎡ | 醸造所のレイアウトに適合します。 |
| メンテナンス頻度 | 4~8ヶ月ごと | 醸造所に素早くアクセスできるモジュール式。 |
| 消費電力 | 0.45~1.7 kWh/Nm³ | 連続実行に効率的です。 |
| 騒音レベル | <84 dB(A) | 作業エリアとしては静かです。 |
| 起動時間 | 28~55分 | シフトアライメントが高速です。 |
| パージサイクル | 5~11分 | 停止時に湿気を除去します。 |
| リモートモニタリング | クラウドベース | 規制追跡用。 |
| 寿命 | 17~26歳 | 湿気の多い環境でも耐久性があります。 |
| 認定資格 | CE、IED、HACCP | EUの食品安全基準を満たしています。 |
| 熱交換器の効率 | 87-94% | プロセス補助のための二次的なもの。 |
| ベッドオプション | 4~9ベッド | ボリュームに合わせてカスタマイズします。 |
| コスト削減 | 24-46%エネルギー | 業務の回復を通じて。 |
| 湿度耐性 | 最大85% RH | 湿った穀物の排気用。 |
| 臭気軽減 | 95-99% | 発酵臭を除去します。 |
| 粉塵負荷処理 | サイクロンによる高気圧 | 穀物粒子用。 |
| 自動化レベル | フルPLC | 無人シフトの場合。 |
これらの仕様は、エンスヘーデの醸造所での穀物の粉塵によるフィルターのテストから生まれたもので、当社のモデルでは前段階の強化につながりました。
オランダ国内外の主要ブランドとの互換性
| ブランド | 互換性レベル | 主な機能の比較 | エバーパワーアドバンテージ |
|---|---|---|---|
| デュール™ | 高い | バルブの耐久性、TER重視 | 同等の強度と優れたコスト効率。注:すべてのメーカー名と部品番号は参考用です。EVER-POWERは独立したメーカーです。 |
| アンギル™ | 高い | 湿った有機物のためのカスタム | 同様の機能、より高速なオランダのサービス。注:すべてのメーカー名と部品番号は参考用です。EVER-POWERは独立したメーカーです。 |
| テカムグループ | 中高 | 回復システム | 醸造所とのよりスムーズな統合。注:すべてのメーカー名と部品番号は参考用です。EVER-POWERは独立したメーカーです。 |
| 船舶および陸上環境 | 中くらい | コンパクトな乾燥設計 | ボリュームのスケールが強化されました。注:すべてのメーカー名と部品番号は参考用です。EVER-POWERは独立したメーカーです。 |
| ジョン・ジンク・ハムワーシー燃焼 | 高い | バーナー効率 | 低排出ガスとシンプルなメンテナンスを実現。注:すべてのメーカー名と部品番号は参考用です。EVER-POWERは独立したメーカーです。 |
当社のRTOはこれらのブランドの乾燥機とスムーズに連携し、ハイブリッドシステムのアップデートを容易にします。これにより、同ブランドが主流のベルギーやドイツへの輸送も容易になります。
環境規制と政策:地方、地域、そして世界的視点
オランダの醸造乾燥は活動法令に従い、VOCの上限を30mg/Nm³に設定しています。ユトレヒトなどの州では、農村地帯の施設に対して臭気評価を義務付けています。ベルギーのVLAREMとドイツのTA Luftは、有機物の98%削減のためにRTOを支持するBATを要求しています。
世界的には、米国 EPA 食品 MACT、中国 GB 16297-1996、ドイツ(上記と同じ)、フランス IED、インド FSSAI(CPCB 付き)、カナダ CFIA ガイドライン、日本 食品衛生法、韓国 MFDS Clean Air、ブラジル ANVISA CONAMA 430、トルコ GTHB Air Quality、ロシア Rospotrebnadzor SanPiN、オーストラリア FSANZ NEPM、メキシコ SALUD NOM-085、スペイン MAGRAMA IED 地域、イタリア MIPAAF 法令 152、英国 FSA EPR、サウジアラビア SFDA PME、インドネシア BPOM PERMEN LH 5/2019、ポーランド GIS IED 全国、南アフリカ DAFF AQA、アルゼンチン SENASA 決議 177、UAE ESMA 連邦規則 24、ベトナム MARD 法 2020、タイ FDA 省庁通知、マレーシア MOH EQA、エジプト MOHP 法 4、フィリピン FDA RA 8749、スウェーデン Livsmedelsverket 環境法、ノルウェー Mattilsynet 汚染法、フィンランド Ruokavirasto EPA はすべて、ビール醸造所の排出量に対して RTO レベルの規制を実施しています。
アペルドールンの穀物加工工場では、RTO はベルギーのフランドル地方やドイツのバイエルン地方と並行して、地元の食品安全監査に合格しました。
ロッテルダムの輸出用醸造所では世界的な HACCP に準拠し、ヘルダーラントのクラフト スポットでは地域の規則に従って匂いの漂いを防止しています。
RTO システムの必須コンポーネント、スペアパーツ、消耗品
主要部品:方向制御用ロータリーバルブ、始動用バーナー、貯蔵用サドルセラミック。スペアパーツ:シール、プローブ、パイロット。消耗品:ダストフィルター、駆動用グリース。トランスミッション:合金製ギア、ベルト。醸造工程では、湿気に対処するため、耐蒸気性ダクトの使用をお勧めします。
穀物を含んだ排気ガスに対しては、サイクロン式前置分離装置がオランダのプラントで広く利用されています。
醸造所のDDGSとビール粕乾燥排気シナリオにおけるRTOのユニークな特徴
穀物乾燥の蒸気は、ドライモルトキルンとは異なり、水分と塵埃を多く含みます。オランダの湿潤な気候は結露を増幅させるため、断熱された通路が不可欠です。発酵残渣は酸を増すため、堅牢なチャンバーが必要です。マッシングに比べて、乾燥では有機物が濃密になるため、より長い滞留時間が必要です。フリースラント州の冬は入江が冷たくなりますが、ヒーターでその温度を調節します。蒸留とは異なり、乾燥の流れは安定していますが、塵埃が多く、フィルターの威力を発揮します。
個人的な経験と実際のケーススタディ
ズヴォレにあるピルスナー麦芽乾燥機では、RTO(乾燥機管理局)が蒸気の排出を抑え、作業員が詰まりを起こすことなく運転時間を延長できるようにしました。リーダーは、RTOによって煙突の静音化が実現し、この田舎町にある近隣の農家との連携が強化されたと語りました。
ライデンのラガー工場では、回収熱を利用して追加のバッチを乾燥させ、ボイラーを追加することなく生産量を増加させました。リンブルフ州の作業員は、改修後の飼料品質が安定していることを確認しました。
オランダのビール醸造所の乾燥機に設置された EVER-POWER RTO の映像をご覧ください。サイクル中の蒸気処理とエネルギー回収の詳細がわかります。
デルフトの設備では、調整されたサイクロンが細かい殻を捕獲し、沿岸部の湿気の多い試験から改良されました。
追加の洞察による業務の強化
RTOをセンサーに接続して穀物の水分予測を行い、変動の激しい収穫期における乾燥を最適化します。グリーンブリューでは、バイオ燃料への適応により炭素排出量を削減します。ゼーラントのようなデルタ地帯では、潮汐に逆らって標高を上げます。酵素前処理に関する最近の研究は蒸気量を低減し、RTOと組み合わせることで低負荷での発酵を実現します。
日当たりの良い南ホラント州では、日中の暖房に太陽光発電を活用し、電力系統の負荷を軽減しましょう。EUバイオエコノミー助成金を活用し、AIが排出量のピークをマッピングし、積極的な換気対策を実施します。
オランダとヨーロッパの醸造DDGSとビール粕乾燥産業におけるRTOに関する最新ニュース
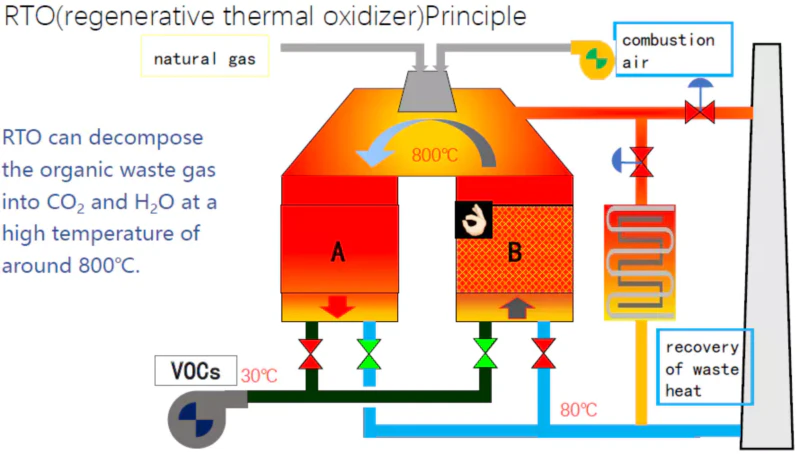
- 醸造所のDDGSおよび使用済み穀物乾燥用のRTOは、CO2/H2O変換のための800°C酸化を達成します(2025年12月9日)。
- EU では毎年 340 万トンの使用済み穀物がビールに環境に配慮したものとなり、副産物管理における RTO が注目されています (2025 年 9 月 24 日)。
- 米国のエタノール/DDGS輸出は2025年8月に記録を更新し、世界的な乾燥におけるRTOの必要性を示唆している(2025年11月19日)。
- 醸造所の使用済み穀物を RTO 洗浄プロセスで食品に活用するイノベーション (最近の PMC 記事)。
- ヨーロッパの醸造所使用済み穀物市場は、2024年に5億925万米ドルに達し、RTOの支援により2.88% CAGRで成長する見込みです(最新レポート)。
- 欧州のビール醸造業者は米国の関税により、間接的に効率的な乾燥のためのRTOを向上している(2025年4月10日)。
- 再生熱酸化装置市場は2025年に$602.2Mに達すると予測(2025年10月18日)。
- 2035 年までの RTO 市場セグメンテーション (2025 年 1 月 27 日)。
- RTO市場は2024年には102.5億米ドルから163.7億米ドルに達すると予測されています(2025年6月12日現在)。
- 気候に関する新しい醸造家、醸造における RTO に注目 (2025 年 1 月/2 月)。
ロッテルダムのチームに連絡して、カスタマイズされた RTO プロジェクトの持続可能性を推進するための青写真。





















