概要: 大手メーカーがRTOテクノロジーを選択する理由
再生熱酸化装置(RTO)は、 産業用VOC処理のゴールドスタンダード卓越した破壊効率(通常99%+)と比類のないエネルギー回収能力(95%+)を兼ね備えています。この包括的なガイドは、規制に準拠した費用対効果の高い排出制御を求めるプラント管理者、環境エンジニア、サステナビリティ担当者にとって、RTOの選定、運用、最適化に関する実用的な洞察を提供します。
パート1:RTO効率化を支えるエンジニアリングのブレークスルー
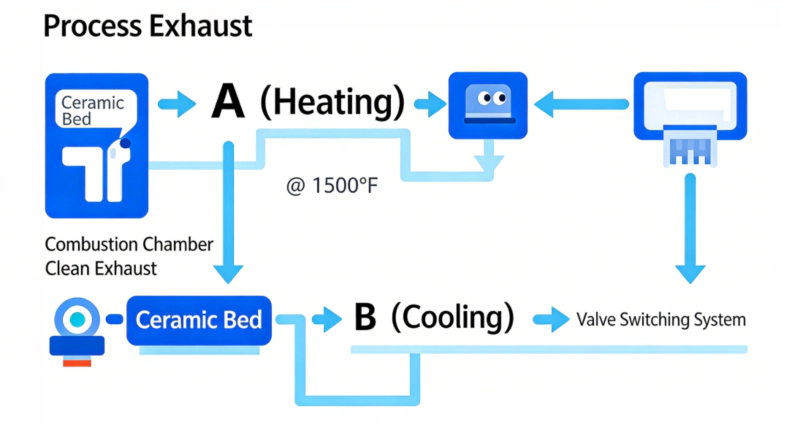
RTOテクノロジーの仕組み:熱サイクルの原理
従来の熱酸化装置とは異なり、RTOシステムは熱を無駄にすることなく セラミック熱交換媒体 複数のチャンバーで連続的な熱回収サイクルを作成します。この循環プロセスは、VOC 濃度が 1.5 ~ 2.0 g/m3 まで低い場合に実現できます。自熱行901TP3Tの給油量は、トランスミッションシステムに比べて節約できる。
産業用アプリケーションの主要業績評価指標
| パラメータ | 標準RTO | 高効率RTO | 業界平均 |
|---|---|---|---|
| VOC破壊率 | 98-99% | 99.0-99.5% | 95-97% |
| 熱回収効率 | 93-95% | 95-97% | 85-90% |
| 圧力降下 | 3.0~4.0インチ | 2.0~2.5インチ | 4.0~6.0インチ |
| 自立した集中力 | 1.8~2.2 g/m³ | 1.5~1.8 g/m³ | 2.5~3.5 g/m³ |
パート2:業界固有のRTOアプリケーションとケーススタディ
化学処理:複雑なVOCストリームの処理
チャレンジ: 塩素系溶媒と可変負荷による医薬品製造
解決: プレスクラバーとDREモニタリングを備えた3チャンバーRTO
結果: 4:1のターンダウン率にもかかわらず、99.2% DREが維持され、11か月のROIを達成しました。
印刷とコーティング:高容量、低濃度
チャレンジ: トルエン/MEK排出量が0.8~1.2 g/m³のオフセット輪転印刷
解決: ロータリーコンセントレータ + RTO ハイブリッドシステム
結果: 総エネルギー削減量96%、LEED認証ポイント獲得
食品・飲料:臭気とエタノール排出の管理
チャレンジ: 発酵によるエタノール排出量は1.5~3.0 g/m³で、臭気の懸念がある。
解決: 統合型熱回収装置を備えた2ベッドRTO
結果:臭気除去99.5%、天然ガス消費量82%削減
パート3:7ステップのRTO選択フレームワーク
ステップ1:包括的なストリーム特性評価
- ガスクロマトグラフィー 特定VOCプロファイルの分析
- 継続的な監視 濃度変動の
- 粒子状物質の負荷 評価(メディア選択に重要)
ステップ2: 技術構成分析
意思決定ツリー: 1. VOC濃度 4.0 g/m³ → 補助的な熱回収を評価 4. ハロゲン含有量が高い → 特殊な建設資材が必要
ステップ3:総所有コストのモデリング
30,000 SCFM システムの 5 年間の TCO 比較:
| コスト構成要素 | 従来のRTO | 高効率RTO | 貯蓄 |
|---|---|---|---|
| 資本投資 | $850,000 | $1,050,000 | -$200,000 |
| 年間燃料費 | $185,000 | $42,000 | +$143,000/年 |
| 年間メンテナンス | $35,000 | $28,000 | +$7,000/年 |
| 5年間の合計 | $2,050,000 | $1,436,000 | +$614,000 |
ステップ4~7:インストール、試運転、最適化
ダクト設計、安全システム、起動手順、予測メンテナンススケジュールに関する詳細なプロトコル。
パート4:高度なRTO最適化戦略
デジタルツインの実装
プロセスの変更に対するシステムの応答を予測するリアルタイム シミュレーション モデルにより、次のことが可能になります。
- 予測バルブメンテナンス スケジュール
- 最適温度設定点 さまざまな条件への調整
- エネルギー消費予測 94%の精度
排出モニタリングと報告の自動化
現代のRTOは、 連続排出監視システム(CEMS) に:
- 生成自动合规报告(第五章,NESHAP)
- 向企业ESG平台提供实時間データデータ
- 启用過监管机構成

パート5:一般的な実装の課題と解決策
課題1:セラミック媒体における粒子汚染
解決: 差圧モニタリングと自動パルスジェット洗浄サイクルを備えた多段ろ過を実装します。
課題2:変動するプロセス条件
解決: 機械学習を使用した高度な制御アルゴリズムにより、破壊効率を維持しながら変化する VOC 負荷に適応します。
課題3:高温材料の劣化
解決: 継続的な腐食監視を伴うハロゲン化サービスの重要なコンポーネントには、310S ステンレスまたはインコネルを使用します。
パート6:規制遵守と持続可能性のメリット
グローバル基準を満たす
- アメリカ合衆国: NESHAP、MACT、タイトルV準拠
- 欧州連合: IED に対する BAT コンプライアンス
- アジア: 中国のブルースカイ・イニシアチブの要件
炭素削減とESGへの影響
適切に最適化された RTO システムでは次のことが可能になります。
- 減らす スコープ1排出量 90-99%による
- より低い 運用上の二酸化炭素排出量 年間1,000~5,000 MT CO₂e
- 貢献する LEED、BREEAM、またはグリーンファクトリー認証
- 生成する 炭素クレジット 規制市場において
パート7:将来のトレンドと技術ロードマップ
次世代RTO開発
- 相変化材料 40%のセラミック媒体の置き換えによりエネルギー密度が向上
- 積層造形熱交換器 最適化された流体力学
- 自律制御システム リアルタイム最適化のためのAIの活用
- モジュール式のスキッドマウント設計 設置時間を60%短縮
専門家のガイダンス: RTO スペシャリストをいつ雇用すべきか
ベンダー提案における危険信号
- 不足 サイト固有のパフォーマンス保証
- いいえ パイロットテスト ユニークなストリームに提供される
- 不十分 参照植物 あなたの業界で
- 漠然 保証およびサービス条件
デューデリジェンスチェックリスト
- リクエスト CFDモデリング 提案されたデザインの
- 確認する サードパーティのパフォーマンステスト 同様のアプリケーションについて
- レビュー 予防保守要件
- 確認する リモート監視機能
- 評価する スペアパーツの入手可能性 リードタイム
結論:戦略的投資としてのRTO
現代の再生熱酸化装置は、汚染防止装置から 戦略的資産 20 年以上の耐用年数を通じて、規制遵守、エネルギー回収、持続可能性リーダーシップ、運用の回復力を実現します。
あなたの施設の RTO を評価する準備はできていますか?
以下の件についてはエンジニアリング チームにお問い合わせください。
- サイト固有の実現可能性評価
- パイロットテストプログラムの設計
- 総所有コスト分析
- 規制コンプライアンスレビュー
データに基づく意思決定は包括的な分析から始まります。





















