オランダでは、石油産業の中心地から ロッテルダム港 ライフサイエンスクラスターに ライデンバイオサイエンスパーク揮発性有機化合物(VOC)の削減は、規制要件から事業継続の基盤へと移行しました。オランダ政府がVOC削減の施行を強化するにつれて、 アクティビティに関する活動 (環境管理に関する活動法令) 再生熱酸化装置(RTO) 比類のないエネルギー回収と破壊の効率により、最高の技術として登場しました。
RTO(再生熱酸化装置)とは何ですか?
RTOは、VOCを高温(通常は 815℃~980℃)。低~中程度の汚染濃度の大量の空気を処理できるように特別に設計されています。
コアとなる動作原理
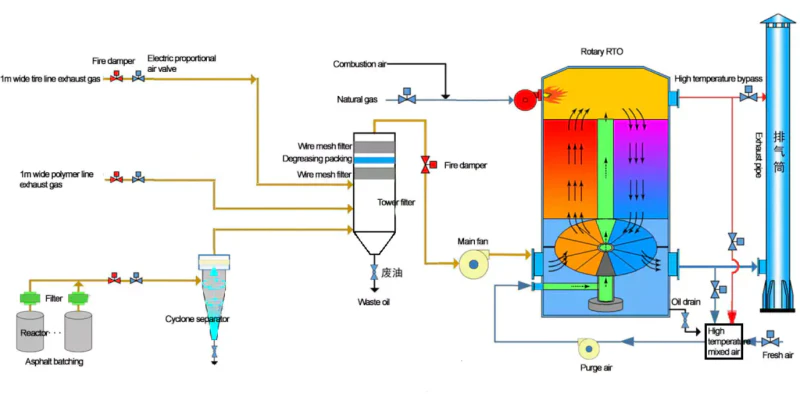
RTOの運用ロジックは「高温酸化+高効率熱再生“:
- 酸化段階VOCを含んだ排気ガスが燃焼室に入り、そこで熱エネルギーによって有機分子が無害な物質に分解されます。 二酸化炭素($CO_2$) そして 水蒸気($H_2O$).
- 再生段階: このシステムは、特殊な セラミック熱交換媒体精製された高温ガスが排出される際に、セラミックスに熱が吸収されます。次のサイクルに冷たい原料ガスが流入すると、蓄えられた熱によって流入するガスが予熱されます。
- 周期的な操作: 正確なバルブ切り替えにより熱効率が維持され、多くの場合、システムは「自動熱操作特定のVOC濃度で「補助燃料なしで酸化を持続」します。
RTOコア技術パラメータ
RTOのパフォーマンスは、いくつかの重要なエンジニアリング指標によって定義されます。これらのパラメータは、オランダの規制への準拠を決定します。 ネール (オランダ排出ガイドライン)または米国 EPA 標準。
主要パラメータベンチマーク表
| 技術指標 | パラメータ範囲 | パフォーマンスへの影響 | 参照標準 |
|---|---|---|---|
| 動作温度 | 815~980℃(1500~1800°F) | VOC 破壊の熱力学的完全性を決定します。 | EPA 452/B-02-001 |
| VOC破壊効率(DRE) | ≥ 99%(最大99.9%) | 排出量が厳格な 20mg/m³ 制限を下回ることを保証します。 | EU IED 2010/75/EU |
| 熱エネルギー回収(TER) | 95% – 97% | 天然ガス/補助燃料の消費量を直接削減します。 | 業界エネルギーホワイトペーパー |
| ガス滞留時間 | 0.5~1.0秒 | ホットゾーンでの分子の完全な分解を保証します。 | 化学反応速度論モデリング |
| 流量容量 | 2,000~80,000scfm以上 | ユニットの物理的な処理スループットを定義します。 | エンジニアリング設計コード |
| バルブ漏れ率 | < 0.1% | 未処理のバイパスガスがスタックに入るのを防ぎます。 | ゼロリークポペット設計 |
技術的な詳細
- 破壊効率イソプロパノールやエタノールなどの医薬品抽出溶媒には、99%+ DREが必須です。760℃を下回ると効率が大幅に低下し、一酸化炭素などの不完全燃焼副産物が発生する可能性があります。
- エネルギー回収TER 95%+ は、入口ガスと出口ガスの温度差が最小であること(通常 30 ~ 50°C)を意味し、これは EU のようなエネルギー コストの高い市場では非常に重要です。
アプリケーションの特性、利点、制限
1. 理想的な使用例: 高容量、低~中濃度
RTOは、5,000 $m^3/h$を超える気流と1.5g~8g/$m^3$のVOC濃度の環境において優れた性能を発揮します。これは、GMPまたは安全上の理由から高換気が求められるオランダのソフトジェル製造施設や石油化学廃水処理施設で典型的な例です。
2. 中核となる戦略的優位性
- 優れたエネルギーROI: TER が最大 97% の場合、システムは VOC が主燃料として機能する「自己熱」状態に到達できます。
- 運用コストの削減: 長期運用コストは従来の熱酸化装置 (TO) よりも 60 ~ 80% 低くなります。
- 脱炭素化化石燃料の使用を最小限に抑えることで、RTOはオランダの クリマアタッコルド (気候協定)目標。
3. 制限と緩和策
- 高濃度リスク: 濃度が 25% LEL (爆発下限値) を超えると、システムが過熱する危険があります。 解決: ホットガスバイパスまたは新鮮な空気の希釈を使用します。
- 粒子状汚染: ほこりや油のミストによりセラミックが詰まる可能性があります。 解決: 高効率プレフィルター(G4/F7/H13 または ESP)を設置します。

重要なコンポーネントとエコシステムのサポート
- セラミックメディアハニカム型または鞍型のムライトセラミック。高い表面積が熱伝達の鍵となります。
- スイッチングバルブ(ポペットバルブ): ゼロリーク空気圧バルブであること。これらは排出ガス規制遵守の「機械の心臓部」です。
- 変調バーナーMaxon や Eclipse などのブランドは、起動時に正確な熱制御を提供します。
- 二次熱回収: 下流の熱交換器は、残留熱を工場の HVAC または水予熱システムにリダイレクトできます。
主流のRTOブランドの比較
| ブランド | コアの強さ | TER / DRE | 意思決定ロジック |
|---|---|---|---|
| デュール(エコピュア) | ドイツのエンジニアリング、超安定性。 | 97% / 99.9% | 高予算、高リスクの石油化学アプリケーションに最適です。 |
| エバーパワー | 医薬品/ソフトジェルの統合に特化しています。 | 96% / 99.5% | コストパフォーマンスと「ターンキー」ニッチカスタマイズに最適です。 |
| アンギル | 腐食性/ハロゲン化物排気に関する専門知識。 | 95% / 99% | 複雑な化学廃水ガスに最適です。 |
| 大気社 | 大型自動車塗装で優位に立っています。 | 95% / 99% | 大規模な工業用コーティングラインに最適です。 |
グローバルな規制状況とローカルSEO(オランダ)
1. オランダとEU市場
オランダでは、 ILT (人間環境および輸送監督局) は厳格な VOC 管理計画を実施します。
- コンプライアンス: EU IED (産業排出指令)。
- 補助金オランダ企業は EIA (エネルギー投資安全保障) 投資コストの最大45.5%を控除します。
2. グローバルベンチマーク
- 中国GB 37822-2019 規格では、化学工業団地への参入には RTO が必須となっています。
- アメリカ合衆国: リアルタイムの DRE モニタリングに重点を置いた EPA メソッド 25A に準拠しています。
個人的な経験と現場のケーススタディ
現場の洞察:「詰まり」の教訓
製薬プロジェクトでは 北ブラバント州、6 か月以内に急激な圧力低下の増加に直面しました。
- 問題: 抽出プロセスからの微量のオイルミストが 850°C でセラミック表面で炭化しました。
- 解決策: 多段階のプレ濾過システムと自動「ベイクアウト」サイクルを改造します。
- レッスン: 前処理は「追加機能」ではなく、RTO の生命保険のようなものです。
ケーススタディ:オランダの大手製薬会社(50,000 $m^3/h$)
- 背景: 活性炭の交換と不安定なアセトン排出による高い OPEX。
- 解決: 3 ベッド RTO + 二次エネルギー回収。
- 結果: DREは99.5%で安定; 年間天然ガス節約額を上回った €120,000.
将来のトレンド:次世代のRTO
- RTO + 炭素回収(CCUS): 精製された $CO_2$ を RTO スタックから農業用にオランダの温室にリダイレクトします。
- 水素対応バーナー: 「ネットゼロ」産業目標を達成するために、ゼロカーボン補助燃料への移行を進めています。
- 予測AIメンテナンス: 機械学習を使用して上流の生産変動に基づいてバルブサイクルを調整し、エネルギー効率をさらに 2-3% 向上させます。
結論: アン RTO 単なる「バーナー」ではありません。それは洗練された熱力学エンジンです。長期的な持続可能性を目指すオランダ企業およびグローバル企業にとって、技術的に優れ、統合性に優れたRTOシステムを選択することが、「グリーンファクトリー」への確実な道となります。





















