はじめに: RTO テクノロジーが産業排ガス処理基準を再構築する理由とは?
ますます厳格化する環境規制と「デュアルカーボン」目標を背景に、工業用揮発性有機化合物(VOC)処理は、製造業の持続可能な発展にとって重要な課題となっています。活性炭吸着や触媒燃焼といった従来の処理技術は、処理効率、運用コスト、エネルギー消費量の面で徐々に限界が見えてきています。 再生熱酸化装置(RTO)は、効率的で省エネかつ信頼性の高いパイプ末端の VOC 処理技術として、石油化学、印刷・コーティング、医薬品、電子機器などの業界で好まれるソリューションになりつつあります。
この記事では、技術原理、エネルギー効率の利点、アプリケーション シナリオ、選択の考慮事項という 4 つの側面から、RTO テクノロジーに関する包括的な実践ガイドを提供します。
パート1:RTOテクノロジーの中核原理と構造革新
RTOとは何か?3つのコアコンポーネントの分析
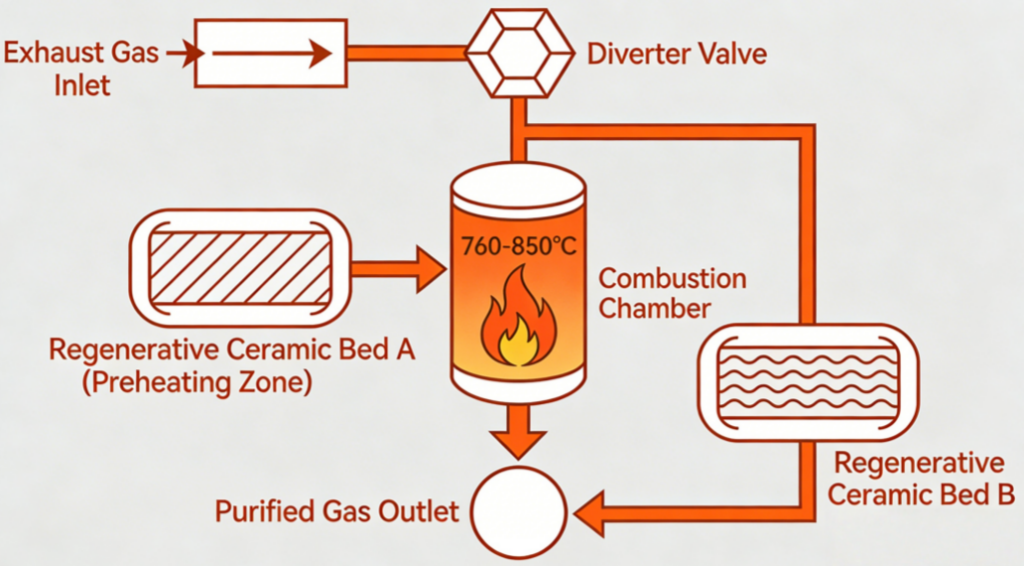
再生熱酸化装置(RTO)のコア設計コンセプトは エネルギーリサイクル直接熱酸化と比較して、RTOは再生セラミックベッドを利用して排ガス予熱と精製ガス廃熱回収を実現し、熱エネルギー利用効率を95%以上に高めます。
システム構成図: [排気ガス入口] → [切換弁] → [再生セラミックベッドA(予熱部)] → [燃焼室(760~850℃)] ↓ [精製ガス出口] ← [再生セラミックベッドB(冷却部)] ← [切換弁]
技術パラメータベンチマーク
- 治療効率: ≥98%(適切に設計された条件下では99%を超えることも可能)
- 動作温度: 760~850℃(排気ガスの組成に応じて調整可能)
- 熱回収効率: 標準値 ≥95%、最大値 97%まで
- 圧力降下範囲: 2.5~3.5 kPa(最適化された設計により2.0 kPa以下に低減可能)
- スイッチングサイクル: 排気濃度と流量に応じて30~180秒に調整可能
テクノロジーの比較: RTO vs. RCO vs. TO
| テクノロジーの種類 | 治療効率 | 動作温度 | 燃費 | 適切なVOC濃度 | 投資コスト |
|---|---|---|---|---|---|
| RTO | 98-99% | 760~850℃ | 非常に低い(自立濃度3g/m³) | 広域スペクトル(1-10g/m³) | 中高 |
| RCO | 95-98% | 300~400℃ | 低(触媒が必要) | 中低濃度 | 高い |
| 直接宛先 | 90-95% | 650~800℃ | 高(熱回収なし) | 高濃度 | 低い |
パート2:RTOのエネルギー効率の利点と経済的利益の分析
エネルギー自立閾値: RTO はいつ「ゼロ燃料」運用を実現できるのか?
コアフォーミュラ: 自立濃度 = (システムの熱損失) / (VOCの発熱量 × 熱回収効率)
一般的な 3 ベッド RTO システムの場合:
- 95%の熱回収効率により、自立濃縮は約 1.5~2.5 g/m³
- 97%の熱回収効率により、自立集中を 1.0~1.8 g/m³
つまり、排気ガス中の VOC 濃度がこの閾値に達すると、システムは補助燃料をほとんど使用せずに連続的に動作できることになります。
5年間のTCO(総所有コスト)比較モデル
処理能力30,000 Nm³/hのコーティング生産ラインを例に挙げます。
| コスト項目 | RTOシステム | 活性炭吸着+触媒燃焼 | 貯蓄率 |
|---|---|---|---|
| 初期投資 | 180万元 | 120万元 | -50% |
| 年間運営コスト(電気+燃料) | 28万元 | 52万元 | +46% 貯蓄 |
| 年間メンテナンス費用 | 8万元 | 150,000元(活性炭交換を含む) | +47% 貯蓄 |
| 5年間の総コスト | 328万元 | 455万元 | +28% 合計節約額 |
| 二酸化炭素排出量削減(5年間) | 1,200トンCO₂e | 750トンCO₂e | +37%削減アドバンテージ |
重要な洞察: RTO は初期投資額が高くなりますが、3 ~ 4 年以内の運用コスト削減により価格差を補うことができ、長期的には大きな経済的メリットが得られます。
パート3:業界への応用シナリオと成功事例
シナリオ1:化学産業における高濃度複合成分の排出
チャレンジ: 排気濃度の大きな変動(1~8g/m³)があり、塩素や硫黄などの腐食性成分が含まれている
RTOソリューション:
- 耐腐食性特殊セラミック再生材を使用
- 濃度変動に対する適応制御システムを構成する
- 酸性ガス用のクエンチタワー前処理を追加する
結果: 農薬中間体工場に設置後、VOC除去率は99.2%で安定し、年間の天然ガスコストが85万人民元削減されました。
シナリオ2:印刷・包装業界における大風量・低濃度排気
チャレンジ: 大風量(50,000~100,000 Nm³/h)、低濃度(0.5~1.5g/m³)
RTOソリューション:
- 回転式RTOを使用して機器のサイズを縮小する
- ゼオライトローターホイールを内蔵し、濃度を向上(10~15倍の濃度)
- 生産変動に適応するインテリジェントな可変周波数制御
結果: フレキシブル包装企業に導入後、わずか0.8g/m³の濃度で自立運転を実現し、年間の電力消費量を40%削減しました。
シナリオ3:自動車塗装ラインからの断続的な排出
チャレンジ: 生産シフト間の排気流量は100%から10%に低下し、従来のRTOエネルギー効率が大幅に低下します。
革新的なソリューション:
- 採用する マルチベッド可変空気量RTO (5ベッド設計など)
- 低負荷時に一部の再生ベッドを自動的にシャットダウンする「スリープモード」アルゴリズムを開発
- 生産MESシステムと統合し、動作パラメータを予測的に調整します。
結果: 自動車工場では、総合的なエネルギー消費量が 35% 削減され、起動/シャットダウンサイクルが 70% 削減され、設備の寿命が延長されました。

パート4:RTOの選択と設計に関する重要な考慮事項(調達ガイド)
7つのコア選択パラメータチェックリスト
- 排気ガス特性分析: 成分、濃度範囲、湿度、粒子含有量
- 風量確認: ピーク値、平均値、将来の生産拡大マージンを考慮する(+20%を推奨)
- 熱回収効率目標: ベースラインとして95%以上、高パフォーマンス指標として97%
- バルブタイプ: バタフライバルブ(経済的)とポペットバルブ(高密閉性)
- 制御システム: PLC標準、DCSまたはSCADA統合インターフェースを推奨
- コンプライアンス要件: 現地排出基準(例:GB 16297)、防爆等級
- スペースの制限: 機器の寸法、メンテナンスアクセス、有害廃棄物処理経路
サプライヤー評価のための5つのEEAT側面
- 経験: 同業種案件数(成功事例3件以上必要)
- 専門知識: 排気テスト、プロセスシミュレーションなどのプロジェクト前サービスを提供するかどうか
- 権威性: 特許保有、標準開発への参加実績
- 信頼性: 顧客の声、第三者によるテストレポートの透明性
- 技術力: 独立した研究開発比率、主要部品(セラミック、バルブなど)の品質管理
第5部:よくある質問と誤解の解明
Q1: RTO はシリコン、リンなどを含む排気に適していますか?
専門家の回答: シリコン、リン、金属化合物を含む排気ガスは前処理が必要です。シリコンは高温でセラミック上にSiO₂堆積物を形成します。推奨事項:
- フロントエンドスクラバーまたはドライフィルターを追加する
- 滑らかな表面のハニカムセラミックを使用
- オンラインセラミックベッド洗浄システムを構成する
Q2: 2 ベッド、3 ベッド、ロータリー RTO の中からどのように選択すればよいですか?
選択マトリックス:
- 2ベッドRTO: 連続的に安定した排気ガス、濃度 >2.5g/m³、限られた予算
- 3ベッドRTO(推奨): 変動排気、98%以上の効率を追求、業界の主流
- ロータリーRTO: 超大容量(>80,000 Nm³/h)、限られたスペース
Q3: RTO の「ホットスポット移行」問題をどのように解決しますか?
技術的ソリューション: 以下の方法でベッドの温度ムラを制御:
- 最適化された気流分配設計
- 高熱伝導性セラミック材料の使用
- 定期的な熱画像検査とメンテナンス
第6部:将来の動向とインテリジェントなアップグレードパス
デジタルRTO:「治療機器」から「エネルギー効率管理センター」へ
- 予測メンテナンス: 振動、温度、差圧センサーによる故障早期警告
- デジタルツインの最適化: 仮想モデルを構築し、スイッチングサイクルと温度設定をリアルタイムで最適化します。
- 炭素資産可視化管理: VOC削減とカーボンクレジットの自動計算、ESGレポートの生成
- クラウドプラットフォームのリモート運用と保守: 複数のプラントエリアの集中監視と遠隔専門家による診断
材料イノベーションの方向性
- 新しいセラミック材料: 熱伝導率を1.2から2.0 W/m·Kに増加し、ベッド容積を30%削減
- 相変化蓄熱材料: パラフィン系複合材料の開発、蓄熱密度を50%向上
- コーティング技術: 目詰まり防止ナノコーティングにより洗浄サイクルを2年以上に延長
結論: RTOは単なるコンプライアンスツールではなく、エネルギー効率の資産である
技術の成熟とコストの最適化により、RTOは単なる「パイプの末端処理設備」から エネルギー効率資産 大きな経済的利益を生み出します。適切な技術の選択、専門的なエンジニアリング設計、そしてインテリジェントな運用と保守により、RTOシステムは10~15年のライフサイクルを通じて、環境価値と経済的利益を継続的に創出することができます。
即時の行動推奨事項:
- 包括的な排気テストとプロセス分析を実施する
- 同じ業界の経験を持つ2~3社のサプライヤーに提案を依頼する
- 治療効果を検証するために、小規模パイロットテスト(条件が許せば)を実施する
- RTOを企業のESG戦略に組み込み、グリーンクレジットの支援を求める
パーソナライズされたソリューションを入手
詳細は RTO お客様の業界に合わせた技術ソリューションと経済的利益分析が必要な場合は、当社の Web サイトにアクセスし、無料のコンサルティングとケース スタディについて当社の技術チームにお問い合わせください。
*この記事は公開されている技術資料と業界の慣行に基づいています。具体的な用途については、専門のエンジニアリング会社にご相談ください。データは参考用であり、実際の効果は作業条件によって異なります。*





















