Onder de toenemende druk van wereldwijde milieuregelgeving is de reductie van stikstofoxiden (NOx) geëvolueerd van een optionele upgrade naar een verplichte operationele vereiste. Voor kleinschalige energieopwekkingseenheden binnen thermische centrales, evenals middelgrote en kleine industriële ketels op kolen, gas en olie, vormt het voldoen aan de regelgeving een ernstige technische paradox. Deze installaties moeten voldoen aan strenge emissiedrempels, terwijl ze tegelijkertijd te maken hebben met zeer beperkte fysieke afmetingen en strikte investeringslimieten. Het BAOLAN BL-serie selectieve niet-katalytische reductiesysteem (SNCR) biedt de ultieme oplossing voor deze uitdaging. Door de bestaande keteloven te transformeren in een chemische reactor met hoge temperatuur, neutraliseert het SNCR-proces giftige NOx succesvol tot onschadelijk stikstofgas en water – waardoor de noodzaak voor dure, ruimteverslindende katalysatorbedden volledig wordt omzeild. Deze uitgebreide technische uiteenzetting gaat dieper in op de structurele rationaliteit, thermische kinetiek en operationele superioriteit van de BL-serie SNCR-architectuur.

Figuur 1: Geïntegreerde implementatie van de BAOLAN BL-serie SNCR-infrastructuur in een industriepark
1. Prestatiecijfers onder zware operationele omstandigheden
Het BL-serie SNCR-denitrificatiesysteem is speciaal ontworpen voor het verwerken van enorme volumestromen, met name gasvolumes van 10.000 tot 1.000.000 kubieke meter per uur. Het is perfect geschikt voor kleine en middelgrote thermische centrales waar dynamische belastingverschuivingen een zeer responsief emissiebeheersingssysteem vereisen. Door de stroomsnelheid en druk van het reductiemiddel nauwkeurig te regelen, garandeert het systeem een constante naleving van de milieuregelgeving, ongeacht productieschommelingen.
Primaire technische specificaties
- Denitrificatie-efficiëntie: De operationele efficiëntie op lange termijn stabiliseert zich tussen 40% en 50%, waarbij onder laboratoriumomstandigheden een efficiëntie van meer dan 90% kan worden bereikt.
- Toegestane gastemperatuur: Speciaal ontworpen voor het thermische bereik van 850°C tot 1050°C.
- Ammoniakwaterdruk: De druk wordt nauwkeurig gehandhaafd tussen 0,3 en 0,6 MPa om een goede verneveling te garanderen.
- Doorstroomsnelheid van de lans: De individuele injectielansen maken dynamische aanpassingen mogelijk van 20 tot 100 liter per uur.
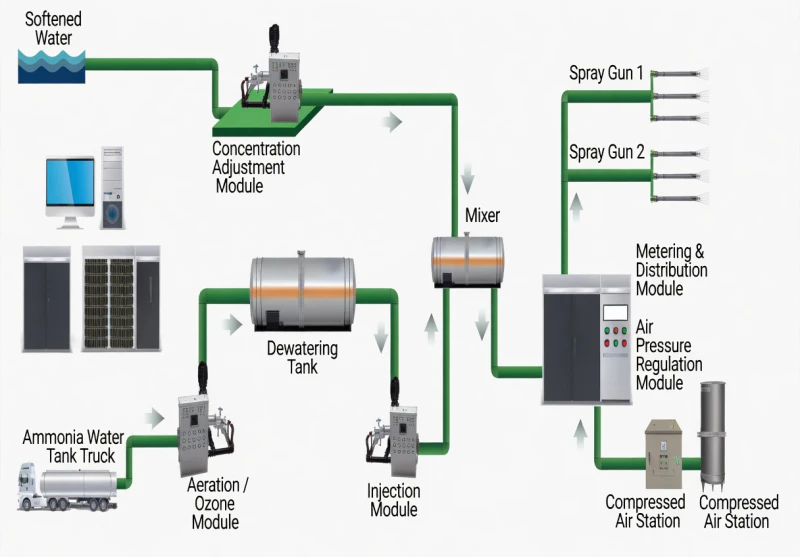
Figuur 2: Holistische procestopologie van reagensopslag tot oveninjectie
2. Chemische kinetiek van ovens: De kunst van het nauwkeurige thermische venster
Het uiteindelijke succes van het SNCR-proces hangt volledig af van de beheersing van de thermodynamische omstandigheden in de ketel. Door gebruik te maken van de specifieke hogetemperatuurzones in de oven, initieert het systeem selectieve reductie zonder de hulp van externe katalysatoren.
Selectieve reductiepaden
Wanneer een amino-houdend reductiemiddel, zoals een waterige ammoniak- of ureumoplossing, in de nauwkeurig afgebakende temperatuurzone van 850 °C tot 1050 °C wordt geïnjecteerd, ondergaat het een snelle thermische ontleding. Deze omgeving met hoge temperaturen breekt het middel onmiddellijk af tot zeer reactief ammoniakgas (NH3). In de aanwezigheid van van nature aanwezige zuurstof (O2) in de rookgassen vertoont deze nieuw gevormde ammoniak een chemische voorkeur: het zoekt selectief stikstofoxiden (NOx) op en reageert ermee in plaats van simpelweg te verbranden in de zuurstof.
Primaire reactievergelijkingen:
4NO + 4NH3 + O2 → 4N2 + 6H2O
2NO2 + 4NH3 + O2 → 3N2 + 6H2O
Doordat deze elegante chemische reactie gebruikmaakt van de keteloven en de rookgasafvoer als primaire reactiekamers, blijft de installatie gespaard van de enorme investeringskosten die gepaard gaan met de bouw van afzonderlijke katalytische reactortorens. Door gebruik te maken van geavanceerde, gepatenteerde additieven kan de basisreductie-efficiëntie van dit proces met 3 tot 5 procent worden verhoogd, waardoor het rendement op de investering in reagentia wordt gemaximaliseerd.
.webp)
Figuur 3: Diverse toepassingsmogelijkheden in kleine thermische eenheden en industriële boilers
3. Het roetblaassysteem: waarborging van de aerodynamische efficiëntie
Het verwijderen van as- en ammoniumzoutafzettingen
Een kritiek operationeel risico dat inherent is aan elk op ammoniak gebaseerd denitrificatiesysteem, is de vorming van secundaire chemische afzettingen. Wanneer niet-gereageerde ammoniak (bekend als ammoniakslip) stroomafwaarts beweegt en reageert met zwaveltrioxide in de koeluitlaat, synthetiseert het zeer stroperig ammoniumbisulfaat. Deze kleverige verbinding bindt zich aan circulerende vliegas en vormt betonachtige afzettingen op de convectieve warmteoverdrachtbuizen en het interne leidingwerk van de ketel.
- Het behouden van de warmteoverdrachtscoëfficiënt: Door gebruik te maken van krachtige akoestische of stoomgebaseerde roetblazers, verbrijzelt en verwijdert het systeem deze afzettingen op gewelddadige wijze, waardoor het warmteoverdrachtsrendement van de ketel behouden blijft.
- Het minimaliseren van drukverlies: Door de aerodynamische luchtkanalen constant vrij te houden, worden grote drukverschillen voorkomen, wat op zijn beurt het elektriciteitsverbruik van de grote afzuigventilatoren drastisch verlaagt.
Deze geautomatiseerde module voor preventief onderhoud is de onbezongen held van het SNCR-systeem en garandeert dat het streven naar schone lucht niet ten koste gaat van de thermodynamische output van de installatie.
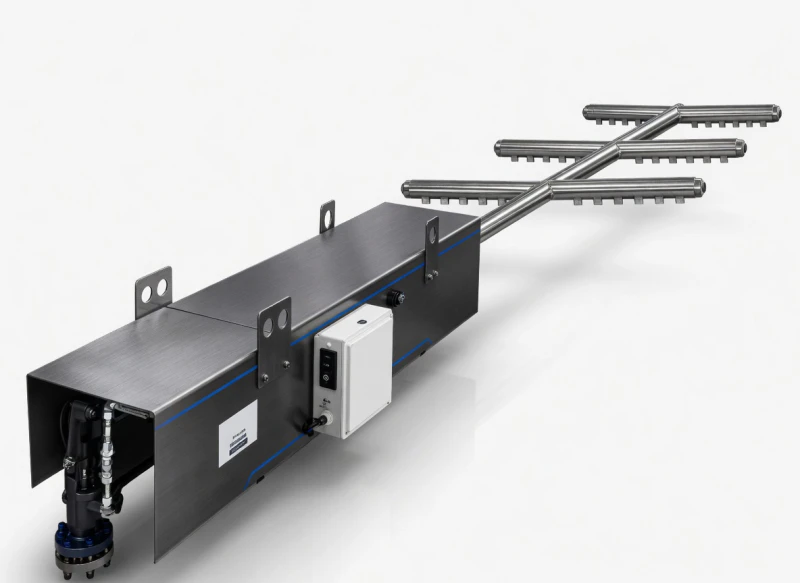
Afbeelding 4: Krachtige roetblazer: de aerodynamische veegmachine van het systeem
4. Architectuur met zeven modules: Standaardisatie van turnkey-engineering
Het BAOLAN BL-serie SNCR-systeem is niet zomaar een verzameling leidingen en pompen; het is een sterk geïntegreerde, intelligente verwerkingsinstallatie. Om een snelle installatie, een feilloze bedrijfszekerheid en eenvoudig onderhoud te garanderen, is het gehele systeem ontworpen rond zeven gestandaardiseerde engineeringmodules.
Opslag en lossing van reagentia
Een hermetisch afgesloten, uiterst veilige opslagzone voor het ontvangen en opslaan van grote hoeveelheden ammoniakwater of ureum, waarbij sterke geuren en chemische gevaren volledig van de fabrieksvloer worden geïsoleerd.
Meting en distributie
Deze module, aangestuurd door een gesloten-lus PID-regeling, evalueert de NOx-uitstoot in realtime bij de schoorsteen en bepaalt de exacte dosering van het benodigde reagens in microliters, waardoor verspilling wordt voorkomen en ammoniaklekkage wordt tegengegaan.
Intelligente elektrische besturing
Het centrale zenuwstelsel van de installatie. Uitgerust met uitgebreide hoog- en laagspanningskasten, die opstartprotocollen met één druk op de knop en diepgaande data-analyse bieden voor continue operationele bewaking.
Deze kant-en-klare architectuur wordt ge completeerd door de Injectiemodule, persluchtmodule, rookgaskanaalsysteem en het eerdergenoemde roetblaassysteem.Deze holistische, modulaire toeleveringsketen zorgt ervoor dat faciliteiten met een jaarlijkse productiecapaciteit van meer dan 50.000 ton naadloos kunnen integreren, strikt volgens de ISO 9001-kwaliteitsmanagementprotocollen.
5. Sectoroverschrijdende aanpassingsvermogen: Omgaan met uiteenlopende brandstofdynamiek
Van kolencentrales naar oliegestookte ketels
Het belangrijkste kenmerk van het BL-serie SNCR-systeem is de ongelooflijke veelzijdigheid voor verschillende brandstoftypes. Voor zware kolengestookte thermische centrales vertrouwt het systeem op zijn robuuste roetblaasfunctie en hogedrukverstuiving om dikke lagen vliegas te doordringen. Voor gas- en oliegestookte industriële ketels – waar snelle ontstekingscycli en ruimtegebrek de norm zijn – biedt het modulaire, compacte karakter van SNCR een flexibele oplossing voor strenge regelgeving.
Hoewel standaardprojecten een lagere basisrendement vereisen, is deze technologie moeiteloos schaalbaar. In correct gekalibreerde energiecentrales kunnen operators tijdens optimalisatietests een rendement van 751 TP3T zien. De mogelijkheid om de kinetische respons van het systeem nauwkeurig af te stemmen op specifieke brandstofkenmerken maakt het een universeel betrouwbaar hulpmiddel voor de milieutechnicus.
Figuur 5: Veelzijdige inzet in de gemeentelijke energiesector en de zware industrie
6. Economisch rendement op investering (ROI): Maximaliseren van kapitaalefficiëntie
De beslissing om SNCR boven SCR te verkiezen in kleine en middelgrote thermische installaties wordt uiteindelijk ingegeven door economische pragmatisme. Door de eigen thermische energie van de ketel te gebruiken om de reactie te katalyseren, worden de enorme investeringskosten voor de bouw van grote katalysatorreactoren volledig vermeden. Belangrijker nog, het elimineert de voortdurende operationele kosten die gepaard gaan met periodieke vervanging van de katalysator, de afvoer van zwaar metaalafval en het enorme vermogen van de ventilatoren dat nodig is om de drukval in een katalysatorbed te compenseren.
De BAOLAN BL-serie transformeert milieuregelgeving van een financiële last naar een gestroomlijnde, geautomatiseerde en zeer kosteneffectieve operationele standaard. Het is het ultieme bewijs van meer bereiken met minder – het realiseren van wettelijke veiligheid door intelligente thermische kinetiek en een feilloze mechanische uitvoering.
Ontwerp uw energiezuinige en schone energietoekomst
Laat strenge emissienormen voor stikstofoxiden of beperkende ruimte-indelingen de winstgevendheid van uw warmtekrachtcentrales en industriële ketels niet in gevaar brengen. Benut de thermodynamische kracht van de BAOLAN BL-serie SNCR-technologie voor betrouwbare, katalysatorvrije emissiebeheersing die nauwkeurig is afgestemd op uw specifieke brandstof- en belastingprofielen. Neem vandaag nog contact op met ons deskundige engineeringteam om een gespecialiseerde, kostengeoptimaliseerde denitrificatiearchitectuur voor uw installatie te ontwikkelen.





















