Zeolite Rotor
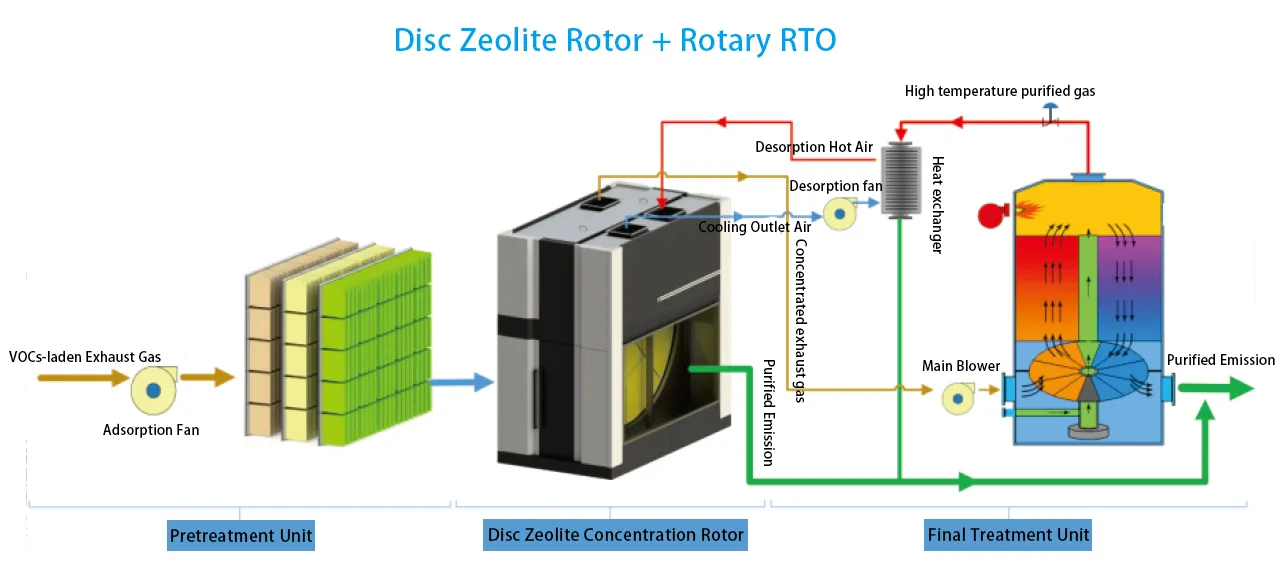
The zeolite rotor consists of three zones: adsorption, desorption, and cooling. In the adsorption zone, low-concentration waste gas passes through, allowing VOCs to be adsorbed while the purified gas is discharged. Once the rotor is saturated, it moves to the desorption zone, where a small amount of hot air (180-220°C) regenerates the zeolite. After desorption, the rotor enters the cooling zone before returning to the adsorption zone to repeat the cycle, achieving a concentration ratio of 5-30 times and a purification rate of 95-98%.
The zeolite rotor consists of three zones: adsorption, desorption, and cooling. In the adsorption zone, low-concentration waste gas passes through, allowing VOCs to be adsorbed while the purified gas is discharged. Once the rotor is saturated, it moves to the desorption zone, where a small amount of hot air (180-220°C) regenerates the zeolite. After desorption, the rotor enters the cooling zone before returning to the adsorption zone to repeat the cycle, achieving a concentration ratio of 5-30 times and a purification rate of 95-98%.
Primarily used for low-concentration exhaust gases in industries like coating and printing, the zeolite rotor can concentrate these gases for further treatment in an RTO. Depending on specific industry needs, Ever-Power customizes the zeolite materials and concentration ratios, ensuring effective treatment and receiving positive feedback from customers. The processing capacity of a single device ranges from 1,000 m³/h to 200,000 m³/h.

Zeolite Rotor Specifications
| Category | Details |
| Technical Specifications | Item: Zeolite Molecular Sieve Rotor |
| Inclusions: Rotor diameter, thickness, zeolite type, airflow capacity to be treated | |
| Features: High adsorption capacity, suitable for gas treatment up to tens of thousands of cubic meters per hour, high concentration efficiency | |
| Combined Systems: Integrated with filtration and desulfurization systems to handle components such as DOTP and D80 solvent oil | |
| Zones: Adsorption, regeneration, and isolation zones | |
| Rotational Speed & Structure: Low rotational speed, simple structure | |
| Applicable range | Air volume: 10000m³/h—200000m³/h |
| Exhaust gas temperature: <40°C | |
| Exhaust gas concentration: <1000mg/m³ | |
| Concentration ratio: 5-30 | |
| Specification Details | Low Dew Point Dehumidification: Minimum dew point of -40°C |
| Customization Support | Company: Ever-Power |
| Customization Options: Can be combined with SCR/SNCR to treat nitrogenous exhaust gases, ensuring compliance with national emission standards |
Zeolite Rotor Model Table
| Model | Air Handling Capacity (×10⁴ m³/h) | Shipping Dimensions L×W×H (mm) | Shipping Weight (T) |
| EP-1200 | ~1.2 | 1550×2100×1650 | 1.2 |
| EP-1550 | 1.0~1.8 | 1850×2100×1950 | 1.5 |
| EP-1750 | 1.5~2.4 | 2050×2100×2150 | 1.6 |
| EP-1950 | 2.0~3.0 | 2250×2100×2350 | 1.7 |
| EP-2190 | 2.5~3.5 | 2500×2100×2600 | 2.6 |
| EP-2450 | 3.0~4.5 | 2800×2100×2950 | 3.0 |
| EP-2650 | 4.0~5.4 | 3000×2100×3150 | 3.5 |
| EP-2950 | 5.0~6.5 | 3450×2100×3550 | 4.0 |
| EP-3250 | 6.0~7.8 | 3600×2100×3850 | 4.6 |
| EP-3550 | 7.0~9.5 | 4000×2150×4100 | 5.2 |
| EP-3850 | 8.0~11.0 | 4300×2100×4450 | 6.4 |
| EP-4200 | 10.0~13.0 | 4650×2100×4800 | 7.0 |
| EP-4500 | 11.0~14.0 | 4850×2100×5100 | 7.5 |
Zeolite Rotor Features
- Excellent Adsorption Performance
Zeolite rotors demonstrate exceptional adsorption capacity with high purification efficiency, making them particularly suitable for treating low-concentration, high-volume waste gas streams. The advanced material composition enables effective capture of volatile organic compounds even at minimal concentrations. This characteristic ensures reliable operation across various industrial applications where dilute emissions are present. The technology maintains consistent performance throughout extended operational periods. - Superior Hydrophobic Properties
These rotors utilize high silica-alumina ratio hydrophobic molecular sieves that selectively target VOC molecules. The material's inherent water resistance prevents moisture interference during the adsorption process. This selective adsorption capability ensures optimal performance in humid operating environments. The hydrophobicity contributes to maintaining stable purification efficiency under varying humidity conditions. - Enhanced Thermal Stability
The rotor structure exhibits remarkable thermal stability under operational conditions, completely eliminating any risk of smoldering or thermal degradation. This robust construction withstands temperature variations encountered during adsorption and desorption cycles. The material maintains its structural integrity and performance characteristics throughout repeated thermal cycles. This feature ensures long-term safety and reliability in continuous operation. - Precise Molecular Selection
With uniformly sized molecular pores, these rotors provide selective adsorption capabilities for different VOC compounds. Customized molecular sieve formulations can be tailored to target specific volatile organic compounds present in various industrial processes. This selective approach enhances overall system efficiency by focusing on particular contaminant profiles. The technology allows for optimized performance based on specific application requirements. - Space and Energy Efficiency
The compact design requires minimal installation space while delivering maximum treatment capacity, effectively reducing footprint requirements. These systems operate with significantly lower energy consumption compared to conventional treatment technologies. The efficient design translates to reduced operational costs and improved sustainability. The combination of small space requirements and low energy use makes them ideal for facility upgrades and new installations. - Durable Long-Term Operation
Engineered for extended service life, these rotors provide reliable performance over many years of continuous operation. The robust construction and high-quality materials ensure minimal maintenance requirements and consistent efficiency. Once installed, the systems deliver sustained treatment performance with minimal intervention. This longevity contributes to reduced lifecycle costs and operational stability. - Modern Aesthetic Design
Featuring contemporary craftsmanship and visual appeal, these rotors incorporate both functional excellence and aesthetic consideration. The sleek design integrates seamlessly into various industrial environments while maintaining professional appearance. The attention to visual details reflects the overall quality and advanced engineering of the equipment. This combination of form and function enhances the overall value proposition

Zeolite Rotor Applications
In the printing industry, zeolite rotors are engineered to target the specific challenge of VOC molecules typically sized between 3.2Å and 5.5Å. The selection of the appropriate molecular "cages" within the zeolite structure is critical and is customized based on the precise composition and concentration of the customer's exhaust stream. Given that waste gas components can fluctuate significantly with different printing inks and processes, a zeolite formulation with broad adaptability is essential. Ever-Power rotors are specifically designed to perform reliably under these variable conditions, ensuring consistent purification efficiency despite process changes.
The coating industry presents a similar challenge with a different molecular profile, where VOC sizes generally range from 3.5Å to 6.9Å. This necessitates a distinct zeolite rotor configuration with a larger pore structure to effectively capture these bigger molecules. Just as with printing applications, the optimal rotor is tailored to the user's unique mix of solvents and operating parameters. Ever-Power technology platform excels here by providing robust solutions that maintain high adsorption efficiency and operational stability across the diverse and often shifting processes found in coating operations.
The Role of Zeolite Rotor
The Zeolite Molecular Sieve Rotor is frequently combined with a rotary RTO (Regenerative Thermal Oxidizer) to create an efficient waste gas treatment system. This integration leverages the specialized capabilities of both technologies for waste gas heat energy utilization and EPC general contracting projects. The company has successfully completed 41 projects dealing with chlorine and sulfur-containing waste gases using advanced anti-corrosion technology. After the rotor concentrates the waste gas, it flows into the RTO for incineration, which not only reduces equipment investment but also lowers operating costs. This combined system can concentrate waste gas by 10-20 times, allowing the RTO to treat high-concentration waste gases with a thermal efficiency exceeding 95%.
One of the key benefits of using the Zeolite Molecular Sieve Rotor alongside the RTO for VOCs treatment is the ability to recover waste heat, such as steam, hot water, or hot oil, evidenced by 98 successful steam waste heat recovery projects. The system is designed to be straightforward, incorporating regenerative heaters and fans, while its non-flammable design enhances safety. In solutions for low-temperature methanol washing waste gas in the chemical industry, the rotor combined with the RTO effectively treats methane and carbon monoxide, achieving both environmental protection and energy savings.