No coração da indústria química holandesa — desde as refinarias do Porto de Roterdã para o Chemelot Parque industrial em Geleen — o controle de emissões enfrenta um desafio crucial: como gerenciar os gases de escape em regime não estacionário provenientes de válvulas de segurança de pressão (PSVs/SRVs) e de respiros de emergência de colunas de destilação.
Ao contrário dos fluxos de ar estáveis encontrados em oficinas de pintura, esses fluxos de exaustão são caracterizados por rajadas instantâneas de alta concentração e flutuações violentas do fluxoComo os holandeses Activiteitenbesluit milieubeheer O Decreto de Atividades reforça o monitoramento das emissões não estacionárias. Os Oxidadores Térmicos Regenerativos (RTOs) tornaram-se a solução ideal para as empresas químicas que buscam equilibrar a segurança operacional com a conformidade ambiental.
O que é um RTO para válvulas de alívio de segurança?
1. O que é um RTO?
RTO significa Oxidante Térmico Regenerativo. Utiliza oxidação em alta temperatura (tipicamente 815°C – 980°C) para converter Compostos Orgânicos Voláteis (COVs) em $CO_2$ e $H_2O$. Sua principal vantagem reside na regeneração térmica por meio cerâmico, atingindo eficiências de recuperação térmica de 95% a 97%.
2. Para quais emissões de reatores ele é adequado?
Ele foi projetado especificamente para os setores petroquímico, de química fina e farmacêutico, para lidar com gases orgânicos complexos de alta concentração gerados por sobrepressão do reator, perturbações no processo ou ventilação de emergência a partir do topo da coluna de destilação..
3. Por que o tratamento dos gases residuais da válvula de alívio é tão crítico?
Os sistemas tradicionais de queima ou lavagem de gases geralmente têm dificuldades com picos repentinos de COVs (Compostos Orgânicos Voláteis). Um sistema RTO de alto desempenho não apenas garante uma Eficiência de remoção de destruição (DRE) superior a 99% mas também reduz significativamente a pegada de carbono, minimizando o consumo de combustível auxiliar.
Parâmetros técnicos principais da RTO para cenários de alívio
Um reator de tratamento de gases residuais (RTO) nunca é uma unidade "padrão". Para lidar com flutuações extremas do processo, seus parâmetros técnicos devem ser rigorosamente projetados.
Tabela de Parâmetros Técnicos Principais
| Métrica técnica | Intervalo de parâmetros | Impacto na segurança e no desempenho | Padrão de referência |
|---|---|---|---|
| Temperatura de operação | 815 – 980°C | Garante a destruição termodinâmica completa de hidrocarbonetos de alta concentração. | EPA 452/B-02-001 |
| Destruição de VOC (DRE) | ≥ 99% | Garante a conformidade mesmo durante eventos de socorro de pico. | Diretiva da UE 2010/75/UE |
| Recuperação Térmica (TER) | 95% – 97% | Determina a autossuficiência energética durante períodos de baixa demanda. | Documentos técnicos sobre energia industrial |
| Tempo de Residência | 0,5 – 1,0 segundos | Garante que as moléculas complexas sejam totalmente oxidadas na zona quente. | Modelagem Cinética |
| Tempo de resposta LEL | < 1,0 segundo | Acionamento imediato da proteção ao detectar altas concentrações. | Padrões SIS |
| Resistência do sistema (ΔP) | 2500 – 4500 Pa | Afeta a seleção do ventilador e a contrapressão durante o alívio de emergência. | Cálculo de Dinâmica de Fluidos |
| Taxa de vazamento da válvula | < 0,1% | Impede que o gás não tratado passe para a chaminé. | Válvulas de assento sem vazamento |
Fatores críticos de desempenho:
- Eficiência na destruição de COVsDurante acionamentos repentinos das válvulas de segurança, o RTO (Operador de Transmissão Reta) deve manter um perfil de combustão estável. Um sistema de alta qualidade requer um mecanismo robusto. taxa de modulação do queimador para evitar quedas bruscas de temperatura.
- Recuperação de energia térmicaMeios cerâmicos eficientes mantêm a temperatura do forno durante períodos de inatividade do processo, evitando o consumo irregular de gás natural e estabilizando os custos operacionais.
Características do cenário: vantagens e limitações
Análise de Cenários: Emissões em Regime Não Estacionário
Os gases de escape de reatores e colunas de destilação são frequentemente “intermitente, de alto volume e de concentração extremamente altaIsso exige uma resistência excepcional a impactos por parte do equipamento de remoção de poluentes.
- Vantagens:
- Eficiência energética excepcionalDurante picos de VOC (Compostos Orgânicos Voláteis), o sistema pode entrar em um estado "autotérmico", frequentemente gerando calor em excesso que pode ser recuperado.
- SustentabilidadeEm comparação com a queima a céu aberto, os RTOs reduzem drasticamente a pegada de carbono e as emissões de $NO_x$, alinhando-se com os padrões holandeses. Klimaatakkoord (Acordo Climático).
- Desafios e limitações:
- Riscos de flashback/explosãoAltas concentrações representam risco de incêndio. SoluçãoDeve incluir tanques de armazenamento intermediário, ventiladores de diluição e detecção ultrarrápida do LEL (Limite Inferior de Explosividade).
- CorrosãoCaso haja presença de halogênios (cloro, bromo), são necessárias cerâmicas especiais resistentes a ácidos e revestimentos internos.
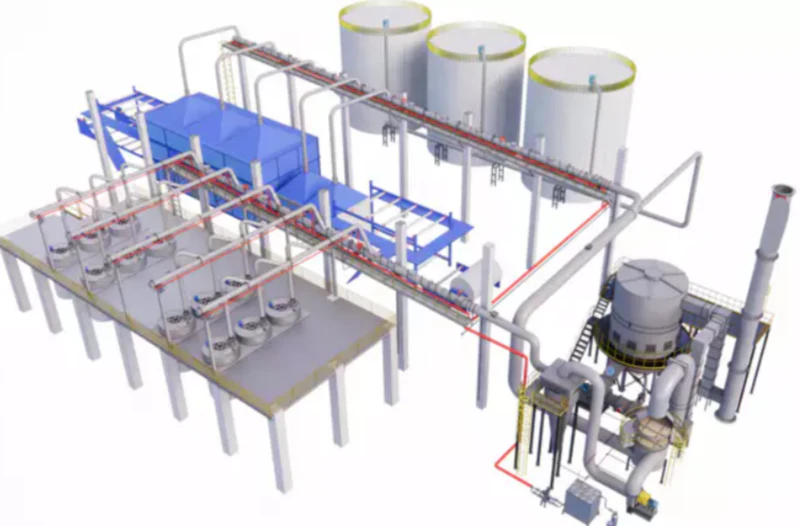
Componentes do sistema RTO e recomendações de ecossistema
A estabilidade do RTO de grau químico depende de componentes de "ecossistema" de alta qualidade:
- Meios de troca de calor cerâmicosRecomenda-se o uso de mulita em formato de favo de mel ou cerâmica em formato de sela para alta área de superfície e baixa perda de pressão.
- Válvulas de assento de comutação rápidaTempos de resposta em milissegundos são vitais para gerenciar o aumento repentino de uma demanda emergencial.
- Sistema de desvio de gás quenteEssencial para liberar o excesso de energia térmica para uma caldeira de recuperação de calor quando as concentrações de COVs (Compostos Orgânicos Voláteis) ultrapassam o ponto de autossustentabilidade térmica.
- Monitoramento do LEL (Limite Inferior de Explosividade)Detectores infravermelhos ou paramagnéticos com redundância dupla são recomendados para acionamentos de segurança em nível de milissegundos.
Análise comparativa das principais marcas de RTO
| Marca | Força do Core | Eficiência (TER/DRE) | Foco no setor | Recomendação |
|---|---|---|---|---|
| Dürr (Ecopure) | Engenharia alemã; estabilidade absoluta para aplicações químicas de alto risco. | 97% / 99.9% | Petroquímica, Grandes Refinarias | Ideal para projetos de alto orçamento onde a segurança é a prioridade máxima (#1). |
| Angústia | Décadas de experiência no manuseio de gases de escape halogenados corrosivos. | 95% / 99% | Produtos químicos finos, pesticidas | Ideal para fluxos quimicamente complexos e corrosivos. |
| Ever-Power | Forte integração; especialistas em sistemas RTO + Recuperação montados em skid. | 96% / 99.5% | Indústria farmacêutica, fábricas químicas de médio porte | Ideal para Relação custo-benefício e entrega chave na mão. |
| Taikisha | Controle preciso de energia e emissões ultrabaixas de $NO_x$. | 95% / 99% | Automotivo e Químico Integrados | Ideal para cenários que exigem o uso sofisticado de calor secundário. |
Conformidade com o mercado global e local (SEO local holandês)
Nos Países Baixos, o ILT A Inspeção de Meio Ambiente Humano e Transportes monitora os COVs (Compostos Orgânicos Voláteis) até o último ponto de socorro emergencial.
- O Mercado Holandês:
- Centros: Clusters químicos em Rotterdam, Terneuzen e Geleen.
- Regulamento: UE IED e Holanda NeR padrões.
- IncentivosOs investimentos RTO são elegíveis para o EIA (segurança de investimento em energia) crédito fiscal, reduzindo significativamente o CAPEX.
- Tendências Globais:
- EUAConformidade rigorosa com o Método 25A da EPA para registro de eventos SRV.
- ChinaA norma GB 37822-2019 torna os RTOs (Requisitos de Tempo de Retorno) um "requisito obrigatório" para o gerenciamento de flutuações em processos químicos.
Experiência de campo e estudos de caso
Visão de especialista: Como lidar com a ansiedade repentina
Durante um projeto químico em Brabante do NorteEu pessoalmente supervisionei o comissionamento do sistema de exaustão de reatores de alta concentração.
- DesafioA concentração subiu instantaneamente para o LEL (Limite Inferior de Explosividade) do 45% assim que a válvula foi aberta.
- SoluçãoImplementamos um lógica de tripla diluição e adicionou uma esfera de buffer a montante.
- Ponto-chaveO tratamento do gás de alívio não se resume a "queimar", mas sim a "equilibrar" — usar algoritmos adaptativos baseados em IA para prever flutuações de carga é a única maneira de garantir uma operação segura a longo prazo.
Estudo de caso: Uma fábrica holandesa de produtos químicos finos
- FundoO gás de alívio da coluna de destilação continha altos níveis de diclorometano; a adsorção tradicional falhou.
- Solução: RTO de 3 cilindros resistente a ácidos + caldeira de recuperação de calor a jusante.
- ResultadoO VOC DRE permaneceu estável em 99,7%, e o vapor recuperado atendeu a 30% da demanda de calor da oficina.
Tendências Futuras: A Próxima Fronteira
- RTO + Captura de Carbono (CCUS)Redirecionamento do $CO_2$ purificado dos gases de escape da RTO para estufas holandesas, transformando um fluxo de resíduos em um produto de valor agregado.
- Queimadores prontos para hidrogênioTransição para combustíveis auxiliares com zero emissões de carbono para eliminar a pegada de carbono do próprio processo de redução de emissões.
- Manutenção preditiva por IAUtilizando aprendizado de máquina para analisar dados de sensores de pressão e prever eventos de alívio de válvulas, permitindo que o RTO (Operador de Transmissão em Tempo Real) faça o "pré-aquecimento" e elimine atrasos no tratamento.
ConclusãoPara válvulas de alívio em reatores e colunas de destilação, um RTO (Reator de Término de Pressão) é a opção tecnológica mais robusta. Para as empresas químicas holandesas, não se trata apenas de um requisito regulamentar, mas sim de um componente crítico da Gestão de Segurança de Processos (PSM).
Escrito por um especialista em processos ambientais. Para aconselhamento sobre o mercado holandês. RTO Para obter informações sobre seleção ou pedidos de subsídio EIA, entre em contato conosco para uma consulta.





















