
Sistema de desnitrificação SNCR série BLSNCR1W / BLDJ100W
Otimize o controle de NOx com os sistemas de desnitrificação SNCR da série BLSNCR1W. Alcance a eficiência de 40-75% sem catalisadores. Soluções completas e de baixo custo de investimento para caldeiras industriais.
O Sistema de desnitrificação por redução não catalítica seletiva (SNCR) da série BLSNCR1W/BLDJ100W É um NO industrial robusto e comprovado comercialmente.x solução de controle. Operando inteiramente sem catalisadorO processo utiliza a própria fornalha da caldeira como câmara de reação. Ao injetar com precisão um agente redutor líquido em faixas térmicas extremas (de 850 °C a 1050 °C), ele reduz eficazmente os óxidos de nitrogênio a nitrogênio atmosférico e água, substâncias inofensivas.
Substituição direta e comparação de custos:
Projetada segundo rigorosos padrões internacionais de fabricação, nossa série SNCR serve como uma alternativa altamente durável e de baixo investimento inicial aos sistemas ambientais ocidentais premium, como o Sistema Fuel Tech NOXOUT® ou Módulos SNCR de YaraOferece conformidade regulamentar equivalente, automação dinâmica e durabilidade operacional contínua sem o custo adicional excessivo da marca.
Aplicações-alvo: Caldeiras a carvão de pequeno e médio porte, incineradores de resíduos para geração de energia (WTE), fornos de cimento, usinas de biomassa e fornos industriais.

2. Principais parâmetros técnicos
Dados de engenharia de precisão para a série BLSNCR1W / BLDJ100W, projetados para manter a estabilidade em diferentes cargas térmicas industriais.
| Item de parâmetro | Faixa de especificações | Unidade |
|---|---|---|
| Volume de gás de processamento | 10,000 - 1,000,000 | m³/h |
| Temperatura de gás permitida | 850 - 1050 | °C |
| Eficiência de desnitrificação | 40% - 50% (Base) / Até 75% | % |
| Taxa de fluxo da lança de injeção | 20 ~ 100 | L/h |
| Pressão da água com amônia | 0.3 ~ 0.6 | MPa |
| Pressão do ar comprimido | 0.3 ~ 0.6 | MPa |
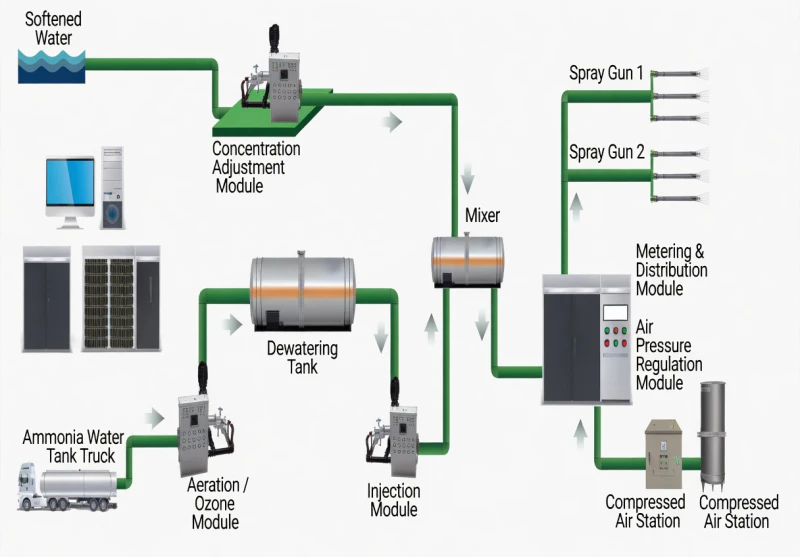
3. Princípio de funcionamento e processo
Na ausência completa de um leito catalítico e estritamente dentro de uma faixa precisa de alta temperatura de 850°C a 1050°CO sistema SNCR reduz o NO.x através da injeção de um agente redutor contendo amino diretamente na parte superior do forno ou na chaminé de saída.
Ao entrar nessa zona térmica extrema, o agente redutor (água amoniacal ou ureia) se decompõe instantaneamente. A amônia resultante atinge e reage seletivamente com o NO.x Nos gases de combustão, formam-se nitrogênio gasoso e vapor de água, que ocorrem naturalmente. Utilizar o próprio volume interno da caldeira como câmara de reação evita a necessidade de grandes espaços ocupados por reatores externos.
Principais reações de redução química:
4NO + 4NH3 + O2 → 4N2 + 6H2O
2NO2 + 4NH3 + O2 → 3N2 + 6H2O
4. Principais vantagens do nosso sistema SNCR
Projetada especificamente para a indústria pesada, a série BLSNCR1W oferece vantagens econômicas excepcionais, menor necessidade de manutenção e capacidade de implantação rápida.
Dependência zero de catalisador
Operar sem um leito catalítico elimina as enormes despesas recorrentes associadas à aquisição de catalisadores, substituições frequentes e processamento de descarte de resíduos perigosos.
Investimento de capital ultrabaixo
Ao utilizar a fornalha da caldeira existente como câmara de reação, o sistema evita o enorme investimento inicial (CapEx) necessário para aço estrutural, reatores externos e modificações complexas na rede de dutos.
Ciclo de construção rápido
Graças ao seu design modular montado sobre skid e à sua área física mínima, toda a instalação do SNCR pode ser executada durante uma parada de manutenção padrão, garantindo zero atrasos operacionais.
Sem resistência induzida do ventilador
Ao contrário dos leitos catalíticos que criam uma queda de pressão severa no fluxo de escape, as lanças de injeção SNCR adicionam praticamente zero resistência aerodinâmica, economizando uma quantidade substancial de energia do ventilador de tiragem induzida (ID).
Aumento da eficiência do aditivo
Embora o desempenho padrão apresente uma eficiência de 40-50%, a integração de nossos aditivos químicos patenteados ao agente redutor pode ampliar a faixa de temperatura ativa e aumentar a redução geral em 3-5%.
5. Estrutura Central e Componentes Internos
Uma rede SNCR totalmente integrada que combina metalurgia de alta qualidade, manuseio preciso de fluidos e mecanismos essenciais de remoção de fuligem.
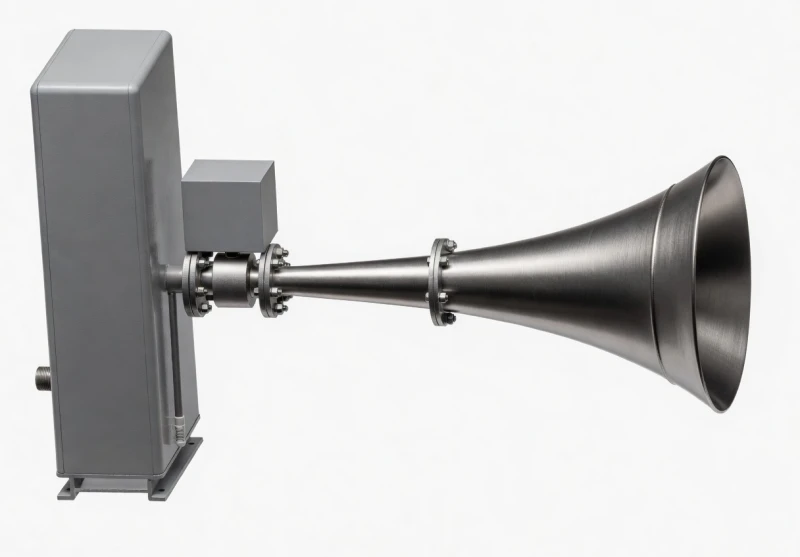
- Módulo de Injeção de Alta Temperatura (Lanças)
A interface física definitiva do sistema. Essas lanças de fluido duplo (ar e reagente) são fabricadas com materiais de altíssima qualidade. Aço inoxidável 310S ou especializadas Hastelloy ligas metálicas para suportar continuamente as condições abrasivas de 1050°C do forno sem deformar ou queimar. - Módulo de Medição e Distribuição de Reagentes
Equipado com controladores PID de alta precisão, válvulas de controle e medidores de vazão mássica magnéticos, este skid ajusta dinamicamente o volume preciso de ureia ou amônia injetada na caldeira, equilibrando automaticamente as metas de emissão de DeNOx e eliminando o excesso de amônia. - Integração do sistema de soprador de fuligem
Essencial para manter a eficiência aerodinâmica em ambientes com grande quantidade de poeira/cinzas. O soprador remove com força cinzas volantes e depósitos químicos de componentes de alta temperatura e superfícies a jusante, prevenindo rigorosamente o entupimento e mantendo a dinâmica ideal do fluxo de fluido.
Integridade de Materiais e Engenharia
Além dos sofisticados controles de fluidos, a superioridade aerodinâmica das lanças de injeção e a proteção contínua oferecida pelo soprador de fuligem são os fatores determinantes para que o sistema atinja, de forma confiável, suas metas de emissão em condições industriais severas.

Reagentes e materiais de processamento
Sistema de soprador de fuligem

Suítes de Controle e Instrumentação
Além dos sistemas mecânicos SNCR, nossa empresa fornece sistemas completos de controle elétrico, robustos gabinetes de alimentação de alta/baixa tensão e toda a instrumentação essencial para uma desnitrificação perfeita e totalmente automatizada.
Essa integração profunda garante que sua estratégia de DeNOx não seja apenas termodinamicamente sólida, mas também inteligente, confiável e capaz de se comunicar perfeitamente com o Sistema de Controle Distribuído (DCS) principal de sua instalação.
- • Painéis de controle PLC
- • HMI Smart Touch Displays
- • Unidades de Distribuição de Energia
- • NÃOx Analisadores CEMS
- • Sensores de pressão e temperatura
- • Inversores de Frequência Variável
7. Cenários típicos de aplicação
Como o SNCR depende da temperatura em vez de catalisadores delicados, ele é altamente imune à contaminação por poeira, tornando-o incrivelmente versátil em indústrias pesadas com altos níveis de cinzas e poeira.
Caldeiras de pequeno e médio porte
Ideal para instalações que requerem uma redução moderada de 40-60% em NOx Para atender às normas locais, a SNCR oferece uma modernização altamente econômica sem a necessidade de grandes áreas para reatores externos.
Fornos de cimento
Os gases de exaustão dos fornos de cimento possuem naturalmente a faixa térmica exata de 850-1050°C necessária em suas torres de pré-aquecimento, tornando o SNCR uma integração quase nativa e perfeitamente compatível, apesar das cargas extremas de poeira.
Incineradores de resíduos para conversão de energia
Os gases de combustão dos incineradores de resíduos para geração de energia contêm níveis severos de metais pesados, álcalis e cinzas pegajosas que destroem rapidamente os catalisadores SCR. O SNCR evita completamente essa vulnerabilidade, garantindo uma operação confiável.

8. Comparação de Mercado e Análise de Valor B2B
Aviso de Seleção de Engenharia: As referências a marcas ocidentais premium (como Fuel Tech NOXOUT® ou Yara SNCR) são fornecidas exclusivamente para fins de comparação técnica e dimensionamento de capacidade. Não vendemos produtos falsificados nem reivindicamos qualquer vínculo com essas marcas. A série BLSNCR1W é uma alternativa robusta, desenvolvida de forma independente, projetada para oferecer desempenho de desnitrificação automatizada comparável a uma fração do Custo Total de Propriedade (TCO).
| Métrica de avaliação | Nossa série BLSNCR1W | Marcas ocidentais premium | SNCR Doméstico Padrão |
|---|---|---|---|
| Eficiência de desnitrificação | 40% - 60% (Estável) | 40% - 60% (Estável) | 30% - 40% (Flutua) |
| Despesas de capital (CapEx) | Altamente otimizado | Premium Extremo | Muito baixo |
| Lance Material e Vida Útil | Hastelloy/310S (2-3 anos) | Hastelloy (3+ anos) | Padrão 316 (<1 ano) |
| Automação e Controles | Totalmente automatizado (PID) | Totalmente automatizado | Manual básico / Semi-automático |
9. Certificações de Qualidade B2B e Serviços EPC
Nosso compromisso com a confiabilidade é respaldado por projetos EPC completos e pela rigorosa conformidade com as normas internacionais.
Como um Fornecedor integrado certificado ISO 9001:2015Na BLSNCR1W, aplicamos um rigoroso controle de qualidade em toda a nossa cadeia de produção, que possui capacidade de 50.000 toneladas anuais. Cada subsistema da série, desde as estações de bombeamento de ureia/amônia de alta pressão até os módulos de instrumentação PLC finais, passa por rigorosos testes de fábrica antes do envio. Fornecemos documentação completa de conformidade, garantindo que nossos vasos de pressão e conjuntos elétricos atendam às rigorosas diretrizes globais.
Não somos apenas fornecedores de equipamentos; entregamos soluções completas. Soluções EPC (Engenharia, Aquisição e Construção) TurnkeyIsso engloba a modelagem prévia do campo de temperatura por CFD, o posicionamento dinâmico da lança, a logística global, a supervisão da montagem no local e o comissionamento inteligente avançado. Nossas unidades de negócios internacionais especializadas garantem a execução impecável do projeto em qualquer lugar do mundo.
10. Perguntas Frequentes (FAQ)
Informações técnicas essenciais para gerentes de compras e diretores técnicos durante a avaliação de projetos DeNOx.
1. Qual é a diferença fundamental entre as tecnologias SNCR e SCR?
SNCR não alcançax A redução catalítica seletiva (SCR) ocorre diretamente dentro do forno de alta temperatura (850-1050 °C) sem a utilização de qualquer catalisador. A SCR, por outro lado, requer um reator externo dedicado operando a temperaturas mais baixas (300-400 °C) preenchido com blocos catalíticos. Embora a SNCR apresente custos de capital drasticamente menores, sua eficiência (40-60%) é naturalmente inferior à da SCR (>90%).
2. Por que a faixa térmica de 850°C a 1050°C é absolutamente crítica?
A termodinâmica dita a reação. Abaixo de 850 °C, a reação de redução é extremamente lenta, causando a fuga de amônia não reagida (escape de amônia). Se as temperaturas excederem 1050 °C, a amônia injetada simplesmente entra em combustão, o que paradoxalmente cria NO adicional.xNossos engenheiros utilizam CFD avançado para posicionar as lanças perfeitamente dentro dessa zona térmica específica.
3. Podemos utilizar ureia em vez de água amoniacal como nosso principal agente redutor?
Com certeza. Embora a água amoniacal seja altamente eficaz, as soluções de ureia não são perigosas, tornando-as muito mais seguras e fáceis de transportar, armazenar e manusear. A série BLSNCR1W pode ser totalmente projetada e configurada para utilizar qualquer um dos reagentes, de acordo com os protocolos de segurança da sua instalação.
4. O que define "Escape de Amônia" e como seus controles o mitigam?
O termo "Escape de Amônia" refere-se ao excesso de NH₃ não reagido.3 saindo pela chaminé de exaustão, o que representa um risco ambiental. Nosso módulo de controle PID integrado analisa constantemente os dados em tempo real do CEMS NO.x Monitora e controla com precisão o funcionamento das bombas de injeção para garantir a estequiometria ideal, eliminando praticamente o deslizamento.
5. Que tipo de manutenção de rotina é esperada para o sistema BLSNCR1W?
A manutenção é substancialmente menor do que a dos sistemas SCR. Consiste principalmente em inspeções físicas periódicas das lanças de injeção para verificar desgaste térmico ou abrasivo, verificar as pressões do compressor de ar de atomização e calibrar as válvulas de dosagem de fluxo. O uso de ligas de alta qualidade minimiza a frequência de substituição das lanças.
6. Qual o grau de interrupção do processo de instalação para as operações em andamento da planta?
Graças à arquitetura SNCR, que aproveita a infraestrutura de caldeiras existente sem exigir grandes adições estruturais ao reator, a instalação física é notavelmente rápida. As perfurações nas paredes e a montagem da lança geralmente podem ser executadas rapidamente durante uma parada programada para manutenção de rotina da usina.
7. Um sistema SNCR é vulnerável ao envenenamento do catalisador por metais pesados?
Não. Essa é a maior vantagem operacional da SNCR. Ao omitir completamente o material catalisador, o sistema torna-se fundamentalmente imune ao envenenamento químico, à cegueira por arsênio ou ao entupimento físico causados pela alta concentração de poeira e metais pesados inerentes às aplicações de conversão de resíduos em energia (WTE) e metalúrgicas.
8. Como as lanças de injeção sobrevivem à exposição constante a 1050°C sem derreter?
Nossas lanças de fluido duplo avançadas utilizam o fluxo contínuo de ar comprimido atomizado e o reagente aquoso para criar resfriamento interno do núcleo. Contanto que o fluxo seja mantido, as ligas de aço inoxidável Hastelloy ou 310S permanecem bem abaixo de seus limites de falha estrutural, apesar do calor extremo externo do forno.
9. Um sistema SNCR independente pode atingir metas de emissão ultrabaixa (por exemplo, <50 mg/Nm³)?
Se a linha de base inicial NÃOx Embora a eficiência do SNCR seja excepcionalmente alta (com eficiência de 40-60%), ele pode não atingir os limites ultrabaixos estritos. No entanto, funciona como um excelente estágio de redução primária. O "deslizamento" intencional do SNCR pode então alimentar um reator SCR a jusante muito menor e altamente econômico — uma abordagem híbrida conhecida como SNCR/SCR.
10. Os seus módulos de controle elétrico se integram perfeitamente ao DCS da planta?
Com certeza. Nossos painéis de controle PLC são projetados com protocolos de comunicação industrial abertos (como Modbus, Profibus ou Ethernet/IP). Todas as bombas dosadoras, válvulas de ar comprimido e parâmetros de injeção podem ser totalmente monitorados e gerenciados diretamente do seu Sistema de Controle Distribuído (DCS) central.
Pronto para a conformidade com as normas de emissões de forma econômica?
Entre em contato com nossos especialistas em engenharia ambiental hoje mesmo. Informe a capacidade da sua caldeira e o nível atual de NOₓx padrões de referência e metas. Forneceremos uma avaliação técnica abrangente e um plano de integração SNCR personalizado.






















