Resumo Executivo: A Importância Estratégica da Tecnologia RTO para o Controle de VOCs na Indústria em 2024
No ambiente regulatório atual, Oxidante Térmico Regenerativo (RTO) Os sistemas evoluíram de equipamentos opcionais de controle da poluição para investimentos estratégicos essenciais para a sustentabilidade da manufatura. A evolução de Tecnologia RTO Representa uma mudança fundamental na forma como as instalações industriais abordam a redução de compostos orgânicos voláteis (COVs). Moderno Sistemas RTO Garantir não apenas a conformidade com os padrões globais de emissões cada vez mais rigorosos, mas também uma notável eficiência energética que transforma a economia operacional. Esta análise abrangente explora por que os fabricantes visionários estão adotando essa tecnologia. Soluções RTO como componentes essenciais de suas estratégias ambientais e financeiras.
Capítulo 1: Análise Técnica Detalhada dos Princípios Tecnológicos Essenciais da RTO
1.1 Otimização do Ciclo Termodinâmico: Alcançando uma Eficiência de Recuperação de Calor de 95%+
A inovação fundamental em engenharia de Tecnologia RTO reside na sua abordagem revolucionária à gestão da energia térmica. Ao contrário dos oxidadores térmicos convencionais que desperdiçam calor através de chaminés de exaustão, Oxidante Térmico Regenerativo Os sistemas empregam um design sofisticado de múltiplas câmaras, utilizando meios de troca de calor cerâmicos especializados. Sistema RTO A configuração opera dentro da faixa de temperatura ideal de 760-850°C, calibrada com precisão para garantir a completa decomposição molecular de COVs (Compostos Orgânicos Voláteis), mantendo a eficiência energética. A principal inovação do RTO Não se trata apenas de atingir altas temperaturas, mas também da sua capacidade de capturar e reutilizar até 97% da energia térmica que, de outra forma, seria perdida nos processos de oxidação tradicionais.
A sequência operacional de um Sistema RTO Segue um processo cíclico precisamente controlado. Os gases de escape contaminados entram no primeiro leito cerâmico, onde absorvem a energia térmica armazenada, pré-aquecendo-se a aproximadamente 90-95°C da temperatura de oxidação alvo. Esse fluxo pré-aquecido entra então na câmara de combustão, onde queimadores suplementares ou o calor exotérmico da própria oxidação dos COVs o elevam à faixa precisa de 760-850°C necessária para a destruição molecular quase total. Os gases de escape limpos e quentes passam então por um segundo leito cerâmico, cedendo sua energia térmica antes de serem expelidos. Esse processo cíclico, tipicamente alternando a cada 30-120 segundos, dependendo da Sistema RTO O design cria um ciclo contínuo de captura e reutilização de energia que o diferencia. Oxidação Térmica Regenerativa em comparação com todas as outras tecnologias de controle de COVs.
1.2 Evolução dos Meios Cerâmicos: Materiais Avançados que Expandem os Limites de Desempenho dos RTOs
O meio de troca de calor cerâmico representa o coração de qualquer sistema de troca de calor. Sistema RTOe os avanços na ciência dos materiais melhoraram drasticamente Tecnologia RTO desempenho. As cerâmicas tradicionais de cordierita em formato de favo de mel evoluíram para materiais sofisticados de engenharia com propriedades térmicas, mecânicas e químicas otimizadas. Moderno Mídia cerâmica RTO É preciso equilibrar requisitos conflitantes: alta área de superfície para transferência de calor eficiente, integridade estrutural para suportar ciclos térmicos, resistência química a subprodutos ácidos da combustão e queda de pressão mínima para reduzir o consumo de energia do ventilador.
| Tipo de mídia cerâmica | Área da superfície (m²/m³) | Capacidade térmica (kJ/m³·K) | Condutividade térmica (W/m·K) | Coeficiente de queda de pressão | Impacto do sistema RTO |
|---|---|---|---|---|---|
| Favo de mel de cordierita padrão | 320-380 | 780-850 | 1.2-1.5 | 1.0 (linha de base) | Aplicações RTO padrão |
| Carbeto de silício de alta densidade | 480-550 | 950-1100 | 3.5-4.5 | 0.85-0.95 | 25% tamanho RTO reduzido |
| Nanorevestimento resistente à corrosão | 400-450 | 820-900 | 1.8-2.2 | 0.9-1.0 | Vida útil prolongada do RTO em condições adversas. |
| Materiais compósitos de mudança de fase | 600-750 | 1200-1600 | 2.5-3.5 | 0.7-0.8 | 40% maior eficiência RTO |
Últimos avanços em materiais RTO: Os nanorevestimentos melhoraram o desempenho anti-entupimento da cerâmica em 40-50%, sendo particularmente benéficos para Sistemas RTO processamento de fluxos de gases de escape contendo silicones, resinas ou outros compostos incrustantes. Os materiais compósitos de mudança de fase representam a próxima fronteira em Tecnologia RTO, oferecendo uma capacidade de armazenamento térmico significativamente maior que permite tamanhos menores Sistema RTO pegadas e melhor resposta a condições variáveis de carga de COVs.
Capítulo 2: Aplicações industriais abrangentes de sistemas RTO
Processamento Químico: Soluções Avançadas de RTO para Fluxos Complexos de VOCs
Declaração do problema: Uma importante fábrica de intermediários de pesticidas enfrentava sérios desafios operacionais com seu sistema de controle de COVs (Compostos Orgânicos Voláteis). O fluxo de exaustão continha uma mistura complexa de diclorometano, tolueno, xileno e vários hidrocarbonetos halogenados, com concentrações que flutuavam imprevisivelmente entre 1 e 10 g/m³, dependendo da programação dos lotes de processamento. O sistema anterior de adsorção em carvão ativado precisava ser substituído a cada 3-4 meses, a um custo superior a £280.000 anualmente, e ainda assim não atendia aos limites regulatórios cada vez mais rigorosos de eficiência na destruição de COVs.
Solução RTO projetada: Após uma caracterização completa dos gases de escape e uma análise do processo, os engenheiros especificaram um sistema projetado sob medida. Sistema RTO de 3 leitos com diversas melhorias críticas. RTO Incorporaram-se meios cerâmicos de alumina-silicato resistentes à corrosão, formulados especificamente para suportar subprodutos ácidos da combustão de compostos halogenados. Um sistema de pré-tratamento em dois estágios foi integrado a montante, consistindo em um separador ciclônico de alta eficiência para remoção de partículas, seguido por um lavador de leito fixo para neutralização de gases ácidos. Sistema RTO O sistema apresentava monitoramento avançado de concentração por FTIR online com feedback em tempo real para o sistema de controle de combustão, permitindo o ajuste automático das taxas de queima do queimador e dos ciclos de troca de leito com base na carga real de COVs. Além disso, uma caldeira de recuperação de calor foi integrada ao sistema. RTO O fluxo de exaustão captura aproximadamente 2,5 MW de energia térmica para a geração de vapor de processo.
Resultados quantificáveis do desempenho do sistema RTO:
- Eficiência na destruição de COVs: Mantido consistentemente entre 99,2 e 99,51 TP3T, excedendo o requisito regulamentar de 981 TP3T.
- Redução dos custos operacionais: As despesas operacionais anuais diminuíram de $280.000 para $91.000 (redução de 67,5%).
- Recuperação de energia: A caldeira de recuperação de calor gera 4.500 kg/hora de vapor de processo, avaliado em 1.040.000 anualmente.
- Período de retorno do investimento: O investimento total do sistema, de $1,85M, foi recuperado em 2,3 anos por meio de economias combinadas.
- Impacto ambiental: Emissões anuais de COVs reduzidas em aproximadamente 120 toneladas métricas.
Revestimento automotivo: Aplicações RTO de alto volume com aumento de concentração
Cenário operacional: Um fornecedor automotivo de nível 1, operando três linhas de pintura separadas para carrocerias, enfrentava desafios crescentes de conformidade. O volume de exaustão combinado atingia 150.000 m³/h com concentrações médias extremamente baixas de COVs (compostos orgânicos voláteis), entre 200 e 500 mg/m³ (principalmente etanol, acetato de etila e éteres glicólicos). No entanto, picos de concentração de até 2.500 mg/m³ ocorriam durante as purgas de troca de cor e os ciclos de limpeza dos equipamentos. A instalação precisava de uma solução que pudesse lidar com esse enorme volume de ar de forma eficiente, mantendo uma eficácia de destruição consistente em condições bastante variáveis.
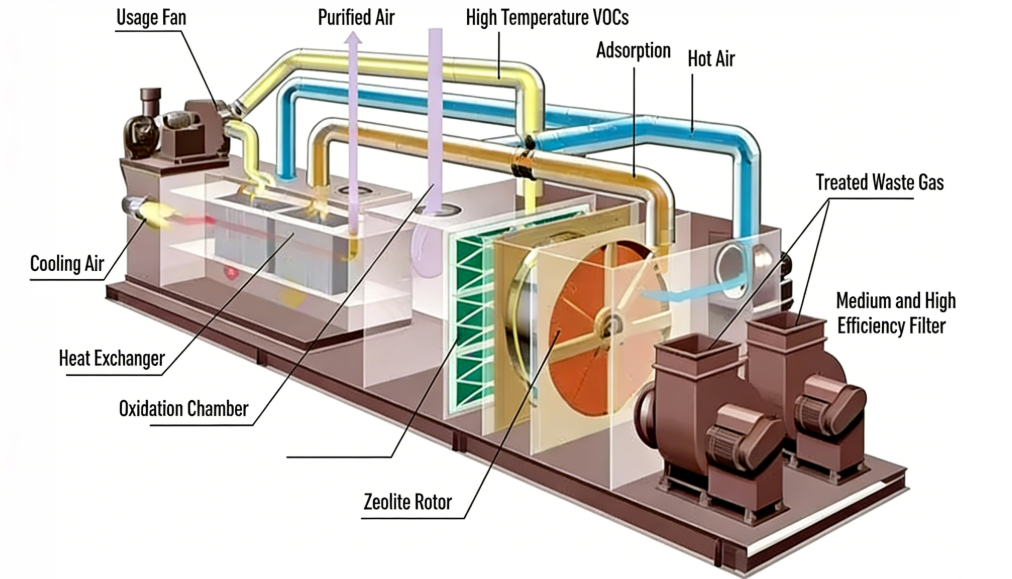
Abordagem integrada da tecnologia RTO: Aplicação direta de um convencional Sistema RTO A instalação de um fluxo tão grande e diluído teria sido proibitivamente cara, tanto em custos de capital quanto operacionais. A solução de engenharia implementada foi... sistema RTO híbrido A combinação de um concentrador de rotor de zeólito com um RTO (Operador de Transmissão Rotativa) compacto com válvula rotativa permite a adsorção contínua de COVs (Compostos Orgânicos Voláteis) do fluxo principal de exaustão de 150.000 m³/h, concentrando-os de 12 a 15 vezes em um fluxo de ar de dessorção menor, de 10.000 m³/h. Esse fluxo de alta concentração (agora de 2,4 a 7,5 g/m³) alimenta diretamente um sistema especialmente projetado para esse fim. válvula rotativa RTOO design da válvula rotativa proporciona um fluxo quase contínuo com flutuação mínima de pressão, o que é fundamental para manter condições consistentes na cabine de pintura. Todo o sistema... Sistema RTO Foi integrado ao sistema de execução de manufatura (MES) da fábrica para antecipar mudanças no cronograma de produção e otimizar o consumo de energia.
Análise comparativa de tecnologias para esta aplicação:
| Opção de tecnologia | Investimento de capital | Custo operacional de 5 anos | Destruição de VOCs |
|---|---|---|---|
| Rotor de zeólito + RTO | $3.2M | $1,25M | 99.1% |
| Somente RTO de ignição direta | $5.8M | $3.45M | 98.8% |
| Sistema de adsorção de carbono | $1.9M | $4,75M | 94.5% |
| Vantagem da solução RTO selecionada | 45% inferior ao RTO direto | 64% inferior ao sistema de carbono | Margem de conformidade +1,1% |
Capítulo 3: Análise Econômica Detalhada dos Investimentos em Sistemas RTO
3.1 Modelagem do Custo do Ciclo de Vida para Avaliação de Sistemas RTO
Avaliando o verdadeiro valor econômico de um Sistema RTO requer uma análise abrangente do custo do ciclo de vida (ACCV) que vá além da simples comparação de bens de capital. Uma ACCV bem executada para um Investimento RTO Analisa todos os componentes de custo ao longo de um horizonte operacional de 15 a 20 anos, levando em consideração a inflação, o aumento dos preços da energia, as necessidades de manutenção e possíveis mudanças regulatórias. A superioridade econômica dos sistemas modernos Tecnologia RTO Isso fica evidente ao comparar o custo total de propriedade em vez de apenas o preço de compra inicial.
| Categoria de componente de custo | Sistema RTO de alta eficiência | Sistema RTO convencional | Oxidante Catalítico (RCO) | Vantagem comparativa de 15 anos |
|---|---|---|---|---|
| Investimento inicial de capital Equipamentos, instalação, comissionamento |
$1,150,000 | $950,000 | $1,050,000 | -$200.000 vs. convencional |
| Consumo anual de gás natural Com base em 50.000 Nm³/h, 2,5 g/Nm³ de VOC |
$18,500 | $132,000 | $85,000 | Economia de 1,7 milhão de dólares em comparação com o sistema convencional ($). |
| Energia elétrica anual Ventiladores, válvulas, controles, instrumentação |
$52,000 | $61,000 | $48,000 | $135.000 economias |
| Despesas anuais de manutenção Preventiva, corretiva, substituição de peças |
$24,000 | $31,000 | $38,000 | Economia de 105.000 em relação ao RCO (custo de aquisição de recursos). |
| Consumíveis e Catalisador Meios cerâmicos, catalisador, outros consumíveis |
$3,500 | $4,200 | $28,000 | Economia de $367.500 em comparação com o RCO. |
| Custo Total de Propriedade em 15 Anos Valor Presente Líquido a uma taxa de desconto de 6% |
$2,815,000 | $3,950,000 | $3,420,000 | $1.135.000 vantagem |
Descoberta Econômica Fundamental: Análise do Retorno do Investimento do Sistema RTO
O investimento adicional de $200.000 em alta eficiência Sistema RTO Em comparação com um projeto convencional, a recuperação leva aproximadamente 3,2 anos somente por meio de economias operacionais. Ao longo de uma vida útil operacional de 15 anos, a alta eficiência RTO Oferece uma vantagem em valor presente líquido superior a 1,1 milhão de rupias em comparação com as tecnologias convencionais de oxidação térmica. Quando se inclui a receita potencial da recuperação de calor residual (tipicamente entre 50.000 e 150.000 rupias anualmente, dependendo dos custos de energia locais), o argumento econômico para o uso de tecnologias avançadas se torna ainda mais sólido. Tecnologia RTO torna-se extremamente convincente para a maioria das aplicações industriais.
3.2 Metodologia de Justificação Financeira do Sistema RTO
Desenvolver uma justificativa financeira robusta para Sistema RTO A implementação requer uma abordagem estruturada que abranja benefícios tanto quantitativos quanto qualitativos. A metodologia deve começar com o estabelecimento de uma linha de base abrangente, documentando os custos atuais de controle de COVs (Compostos Orgânicos Voláteis), os padrões de consumo de energia, as despesas de manutenção e o status de conformidade. Em seguida, deve-se elaborar uma especificação técnica detalhada para a proposta. Sistema RTO Deve ser desenvolvido um plano, incluindo todos os custos associados e garantias de desempenho. A análise financeira deve então modelar múltiplos cenários incorporando taxas variáveis de aumento do preço da energia (tipicamente de 3 a 51% ao ano), potenciais alterações regulatórias e diferentes premissas operacionais.
Métricas financeiras críticas para Sistema RTO A avaliação inclui Valor Presente Líquido (VPL), o que deverá ser positivo para projetos viáveis; Taxa Interna de Retorno (TIR), que normalmente excede 20-35% para projetos bem elaborados investimentos RTO; e Período de retorno do investimento com desconto, que geralmente varia de 2,5 a 4,5 anos para sistemas devidamente especificados. Além disso, a análise deve levar em conta potenciais Sistema RTO As fontes de receita incluem a monetização do calor residual, a geração de créditos de carbono em mercados regulamentados e a redução dos custos de conformidade decorrentes de regulamentações de emissões cada vez mais rigorosas. Fatores qualitativos, como melhores classificações de sustentabilidade corporativa, relações comunitárias aprimoradas e menor exposição ao risco regulatório, também devem ser documentados, pois influenciam cada vez mais as decisões de investimento em organizações de manufatura modernas.

Capítulo 4: Otimização do projeto do sistema RTO e considerações técnicas
Q1: Como projetar sistemas RTO para fluxos de COVs halogenados?
Desafio técnico: Os compostos halogenados (VOCs clorados, fluorados e bromados) apresentam desafios únicos para Sistemas RTO devido à formação de subprodutos ácidos da combustão (HCl, HF, HBr) e à potencial geração de dioxinas/furanos sob certas condições.
Solução completa para projeto de RTO:
- Seleção de materiais: Especificar aço inoxidável 310S ou Inconel 625 para todos os componentes da seção quente expostos a temperaturas acima de 300 °C. Os elementos cerâmicos devem ter formulação resistente a ácidos e teor mínimo de ferro para reduzir a formação catalítica de dioxinas.
- Controle de temperatura: Mantenha a temperatura da câmara de combustão entre 850-950°C com um tempo de residência mínimo de 2,0 segundos para garantir a destruição completa, minimizando a formação de dioxinas na faixa de “síntese de novo” (250-450°C).
- Integração do sistema de resfriamento rápido: Instale um sistema de resfriamento imediato após o RTO Resfriar rapidamente os gases de escape de 850°C para menos de 200°C em 0,5 segundos, "congelando" efetivamente a composição do gás antes que as dioxinas possam se formar.
- Tratamento secundário: Siga o Sistema RTO Com um depurador de leito fixo usando solução cáustica 15-20% para remoção de gases ácidos, alcançando uma eficiência de remoção de HCl/HF superior a 99,5%.
- Monitoramento contínuo: Implementar monitoramento contínuo de emissões de COVs e gases ácidos, com ajuste automático do sistema baseado em medições em tempo real.
Q2: Qual a configuração ideal do sistema RTO para condições de processo variáveis?
Realidade operacional: A maioria dos processos industriais apresenta variabilidade significativa no volume de gases de escape, na concentração e na composição de COVs (Compostos Orgânicos Voláteis) devido ao planejamento da produção, às operações em lote ou ao ciclo de operação dos equipamentos.
Estratégias avançadas de configuração de sistemas RTO:
- Projetos RTO com várias camas: Implemente acomodações com 3, 5 ou até mesmo 7 quartos. Configurações RTO Para proporcionar flexibilidade operacional, leitos adicionais permitem a troca mais frequente de válvulas durante períodos de alta concentração (reduzindo o escape de COVs) e o isolamento de leitos durante condições de baixo fluxo.
- Integração de inversores de frequência (VFD): Todos os principais fãs do Sistema RTO devem ser equipados com inversores de frequência controlados por sensores de pressão diferencial, permitindo o ajuste automático do fluxo de ar, mantendo perfis de pressão ideais.
- Algoritmos de controle preditivo: Implemente o controle preditivo baseado em modelo (MPC) que utiliza dados históricos e entradas de processo em tempo real para antecipar mudanças e realizar pré-ajustes. Sistema RTO parâmetros.
- Abordagens de sistemas híbridos: Para processos com extrema variabilidade (por exemplo, taxas de redução de 10:1), considere sistemas híbridos que combinam Tecnologia RTO Com tecnologias de concentração para um desempenho econômico ideal.
Criando soluções RTO excepcionais e personalizadas para o seu negócio.
Por meio deste guia, você aprendeu como é moderno Oxidação Térmica Regenerativa A tecnologia transforma os requisitos de conformidade ambiental em benefícios econômicos substanciais. Desde eficiência de recuperação de calor superior a 95% até taxas de destruição de COVs superiores a 99%, de projetos de engenharia para condições operacionais complexas a períodos de retorno do investimento de 3 a 4 anos —O RTO tem





















