Industrie Saures Gas Schrubben:
Maximale Korrosionsbeständigkeit & 99%-Effizienz
Maßgeschneiderte technische Lösungen für HCl, HF, SOX, Cl2und H2S. Nutzung fortschrittlicher Technologien GFK/PP-Materialien Und Intelligente pH-Rückkopplungsschleifen um die absolute Einhaltung der strengsten Emissionsgrenzwerte zu gewährleisten.
Warum saure Gase spezialisierte Ingenieursleistungen erfordern
Saure Gase wie Chlorwasserstoff (HCl) und Fluorwasserstoff (HF) sind nicht nur Luftschadstoffe, sondern auch „Gerätekiller“. Wenn diese Gase kondensieren, erzeugen sie ein stark korrosives Milieu, das zu schnellem Lochfraß, Spannungsrisskorrosion und strukturellem Versagen von Standardmetallbauteilen führt.
Bei der Behandlung Halogenierte VOCs Bei der RTO-Verbrennung werden organische Moleküle (chlorierte oder fluorierte Lösungsmittel) unwiderruflich in saure Nebenprodukte umgewandelt. Daher ist ein Nach-RTO-Scrubber ist ein zwingender Systemstandard zum Schutz des Kamins und des Ventilators.
Schnelle Oxidation von Rohrleitungen und nachgeschalteten Ventilatoren verhindern.
Erreichen von Schwellenwerten von mg/Nm3 für anorganische Säureverbindungen.
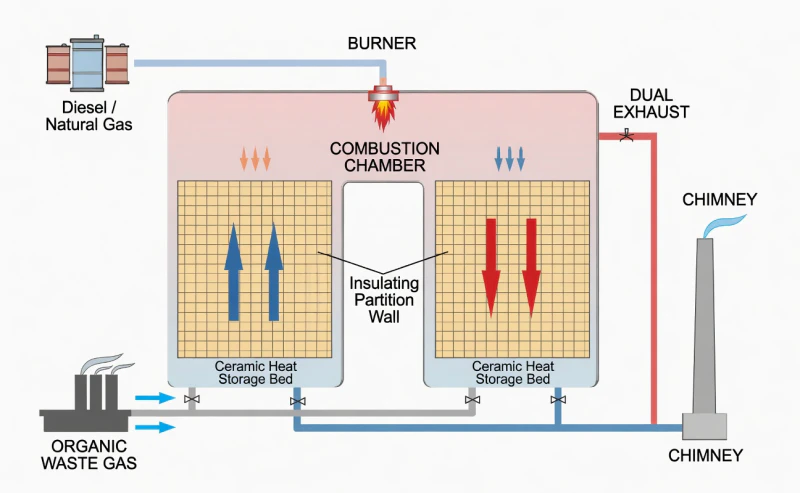
.webp "Integrierte Säuregaskontrolle. Bewegen Sie den Mauszeiger über die RTO-Zuordnung.")
Integrierte Systemlogik
Dieses System veranschaulicht die „zweite Hälfte“ der Behandlung halogenierter VOCs. Nachdem die organischen Bindungen im RTO-Verfahren gespalten wurden, muss das entstehende saure Gas umgehend neutralisiert werden. Unsere Nach-RTO-Wäscher nutzen Schnellkühlung und chemische Absorption, um sicherzustellen, dass das Abgas lösungsmittelfrei und nicht sauer ist.
Spektrum der Schadstoffbehandlung: Saures Gas
Technisches Inventar für hochintegrierten Atmosphärenschutz.
Anorganische Säuregasverbindungen
Systemvalidierung
Unsere Abgasreinigungsarchitektur ist für die Endbehandlung komplexer chemischer Abgase validiert. Ob als eigenständiger Wäscher oder als Teil eines Systems Halogenminderung nach RTO In dieser Phase gewährleistet das System die Einhaltung der strengsten globalen Emissionsrichtlinien (ZZS, NeR, EU BREF).

Technologiematrix: Integriert Saures Gas Abgasreinigung

Nassverpacktes Bett schrubben
Unser primäres Schutzsystem für hochkonzentrierte saure Gasströme. Durch die chemische Gegenstromabsorption treffen toxische Gase und alkalische Neutralisationsflüssigkeiten in einem Packungsmedium mit großer Oberfläche aufeinander. Dieses Design gewährleistet eine gleichbleibende Neutralisationseffizienz von mindestens 991 TP3T für Substanzen wie HCl und HF.
RTO + Post-Scrubbing-Integration
Speziell für halogenierte VOC-Ströme entwickelt. Nach der thermischen Oxidation im RTO werden saure Nebenprodukte direkt im Nachbehandlungswäscher behandelt. Gefertigt aus korrosionsbeständigen Materialien (GFK/PP), um Säuretaupunktkorrosion zu verhindern und die langfristige strukturelle Integrität zu gewährleisten.
Auswahlmatrix: Integrierter RTO & Saures Gas Lösungen
Die entscheidende Verbindung zwischen thermischer Oxidation und chemischer Neutralisation herstellen.
| RTO-Konfiguration | Halogeniertes VOC-Profil | Stufe zur Reduzierung saurer Gase |
|---|---|---|
|
Zwei-Bett-RTO
Standardkonformität
Zuverlässige thermische Zerstörung für stabile Prozessabläufe mit vorhersehbaren VOC-Belastungen. |
Chlorierte Lösungsmittel
Hauptnebenprodukt: HCl. Konzipiert für typische chemische Synthesen und Abgase von Batch-Reaktoren. |
Einstufiger Nasswäscher
Vertikaler Füllkörperturm aus GFK/PP-Materialien für hocheffiziente Säureabsorption. |
|
Drei-Bett-RTO
Zero-Puff-Technologie
Der Spülzyklus verhindert Emissionen beim Ventilschalten. Ideal für strenge ZZS-Grenzwerte. |
Hochrisiko-ZZS-Arten
Nebenprodukte: HF oder gemischten Halogenen. Erfordert maximale Verweilzeit und Zerstörungsintegrität. |
Zweistufige Wäscheranordnung
Sequenzielle Behandlung (Abschrecken + Alkalipolieren) zur Sicherstellung nicht nachweisbarer anorganischer Emissionen. |
H2ALSO4 Taupunktschutz
Die nach der RTO-Phase entwickelten Konstruktionsmaßnahmen verhindern die Kondensation von Schwefelsäure auf Metalloberflächen und verlängern so die Lebensdauer des Systems um mehr als 15 Jahre.
99,9% HCl-Entfernung
Durch die Verwendung einer großflächigen, zufälligen Packung wird eine maximale Gas-Flüssigkeits-Grenzfläche für die vollständige Neutralisation von Chlorwasserstoff gewährleistet.
Intelligentes pH-Feedback
Die automatisierte Dosierung im geschlossenen Regelkreis passt den Reagenzienfluss auf Basis des Säuregehalts am Einlass in Echtzeit an und reduziert so den Chemikalienverbrauch um bis zu 301 TP3T.
ZZS / NeR-konform
Unsere integrierten RTO + Scrubber-Architekturen sind so validiert, dass sie die strengsten Emissionsgrenzwerte der Niederlande und der EU gemäß BREF erfüllen.
Korrosionsbeständige Metallurgie
Strategisch eingesetzte GFK-, PP- und Hastelloy-Komponenten in kritischen, hochsäurehaltigen Zonen gewährleisten die Betriebssicherheit rund um die Uhr.
Konstruktion mit geringem Druckverlust
Durch interne fluiddynamische Optimierung wird der Energieverbrauch des Hauptventilators reduziert, während gleichzeitig die Turbulenzen für die Absorption aufrechterhalten werden.
Sind Sie bereit, Ihren Chemikalienverbrauch und die Systemdimensionierung zu berechnen?
Ziehen Sie einen Projektingenieur hinzu.Anwendungsszenarien: Saures Gas Kontrolle
Präzisionsgefertigte Neutralisation für die weltweit anspruchsvollsten industriellen Prozessströme.

Entlüftungsöffnungen des Batch-Reaktors
Die Bewältigung intermittierender, hochkonzentrierter Säurespitzen aus der halogenierten Synthese. Unsere Wäscher dienen als entscheidende sekundäre Behandlungsstufe für die thermischen Abgase nach der RTO-Anlage.
Präzisionsätzung Abgasanlage
Maßgeschneiderte Abgasreinigung für hochreine Ätz- und Lithographieabgase. Fokus auf höchste chemische Beständigkeit und tiefen Grenzflächenkontakt zur Fluorwasserstoffeliminierung.

Rauchgasentschwefelung
Geeignet für die Verarbeitung hochbelasteter Schwefelströme aus komplexen Raffinerie- und Verkokungsprozessen. Die robuste GFK/PP-Konstruktion gewährleistet den Dauerbetrieb unter rauen Industrie- und Küstenbedingungen.
Leistungskennzahlen: Verifiziert Saures Gas Entfernung
Feldgeprüfte Daten aus hochkonzentrierten Industrieabwässern.
| Schadstoffart | Einlasskonzentration | Neutralisierungseffizienz | Schornsteinemissionen (Durchschnitt) |
|---|---|---|---|
| Chlorwasserstoff (HCl) | 5.000 - 15.000 mg/Nm³ | > 99.8% | < 5,0 mg/Nm³ |
| Fluorwasserstoff (HF) | 500 - 2.000 mg/Nm³ | > 99.5% | < 1,0 mg/Nm³ |
| Schwefeldioxid (SO₂)2) | 2.000 - 8.000 mg/Nm³ | > 99.2% | < 20,0 mg/Nm³ |
| Chlorgas (Cl2) | Bis zu 5.000 mg/Nm³ | > 99.0% | < 3,0 mg/Nm³ |
Nach-RTO-Reduzierung für halogenierte VOCs
Eine großtechnische Chemieanlage benötigte eine Endlösung für HCl und Cl.2 Nebenprodukte, die bei der thermischen Oxidation chlorierter Lösungsmittel entstehen.
- Herausforderung: Korrosives Rauchgas bei 280°C mit hoher Säurebelastung.
- Lösung: Integrierter Quench + GFK-Zweistufen-Füllkörperwäscher.
- Ergebnis: Die vollständige Einhaltung der niederländischen NeR-Standards wurde erreicht; die Verfügbarkeit der 100%-Geräte betrug über 36 Monate.

Bereit, Ihre Emissionsvorschriften zu erfüllen?
Vermeiden Sie Korrosionsschäden und Umweltstrafen. Kontaktieren Sie noch heute unser Ingenieurteam für eine umfassende Beratung. Saures Gas Behandlungssimulation und standortspezifischer Vorschlag.
Technische Beratung starten




















