Willkommen bei Ever-Power Yurcent, Ihrem zuverlässigen Partner für fortschrittliche Technologien zur Luftreinhaltung. Als führender Anbieter von regenerativen thermischen Oxidationsanlagen (RTO) sind wir auf die besonderen Herausforderungen der Methanbelastung der Grubenlüftung spezialisiert. Obwohl die Niederlande ihr letztes Kohlebergwerk 1974 schlossen, sind unsere Lösungen für globale Anwendungen geeignet, auch in Nachbarländern wie Deutschland, Belgien und Polen, wo weiterhin Kohle abgebaut wird. Wir gewährleisten die Einhaltung strenger EU-Vorschriften und bieten gleichzeitig eine energieeffiziente Methanzerstörung. Unsere RTO-Systeme sind für die Verarbeitung der in der Grubenlüftung typischen Methankonzentrationen ausgelegt und verwandeln Umweltprobleme in Chancen für mehr Nachhaltigkeit.
In Regionen wie Nordbrabant oder Südholland, wo industrielles Erbe auf moderne Umweltstandards trifft, unterstützt unsere RTO-Technologie grenzüberschreitende Bergbauprojekte. So profitieren beispielsweise Unternehmen in Amsterdam oder Rotterdam, die Technologien für die Kohleindustrie importieren, von unserem lokalen Servicenetz. Wir betreuen auch wichtige europäische Bergbauzentren in Deutschland (Ruhrgebiet), Belgien (Wallonien) und Polen (Schlesien) und integrieren uns nahtlos in lokale Gesetze wie das niederländische Umweltmanagementgesetz und die EU-Emissionsrichtlinie für Industrieanlagen (IED).
VAM im Kohlebergbau verstehen: Funktionen und Herausforderungen
Methan aus der Belüftungsluft (VAM) bezeichnet das verdünnte Methangas, das in den Belüftungsanlagen von Kohlebergwerken freigesetzt wird, typischerweise in Konzentrationen von 0,11 bis 11 Tonnen Methan pro Tonne (TP3T). Dieser niedrig konzentrierte Strom stellt aufgrund seines großen Volumens (oft über 100.000 m³/h) und der Notwendigkeit einer sicheren und effizienten Oxidation ohne übermäßigen Energieaufwand besondere Herausforderungen für die Emissionsminderung dar. In den Niederlanden wird zwar kein direkter Kohleabbau betrieben, niederländische Unternehmen, die in globale Kohlelieferketten eingebunden sind oder Technologie exportieren, müssen jedoch die EU-Methanstrategien zur Reduzierung der Emissionen um 301 Tonnen Methan pro Tonne bis 2030 einhalten.
Zu den Hauptmerkmalen von VAM im Kohlebergbau gehört seine Variabilität in Abhängigkeit von der Grubentiefe, der Geologie und den Belüftungsraten. Beispielsweise kann VAM in gasreichen Bergwerken wie denen im benachbarten Deutschland Spurenverunreinigungen wie Staub, Feuchtigkeit und andere Kohlenwasserstoffe enthalten, was eine aufwändige Vorbehandlung erfordert. Unsere RTO-Systeme begegnen diesen Herausforderungen durch den Einsatz von Staubfiltern und Luftentfeuchtern und gewährleisten so einen stabilen Betrieb auch unter den in europäischen Untertagebergwerken üblichen feuchten Bedingungen.
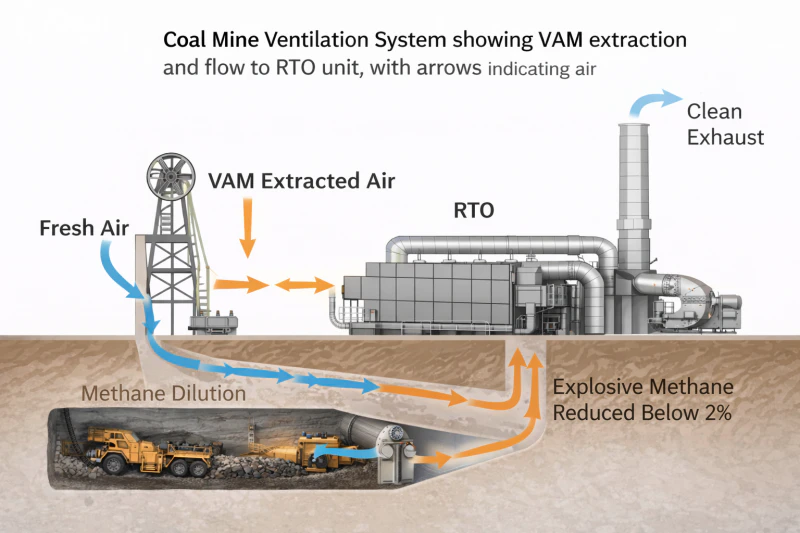
Eine zentrale Herausforderung stellt die Selbstentzündungstemperatur von Methan (ca. 540 °C) dar, die eine Hochtemperaturoxidation erforderlich macht. Herkömmliche Brenner verbrauchen jedoch bei niedrigen Konzentrationen übermäßig viel Brennstoff. Unser RTO (Rapid Toxic Oreton) überwindet dieses Problem durch die Wärmerückgewinnung mit 95% und ermöglicht so die wirtschaftliche Reduzierung von VAM (Vulkan-Aerosol-Emissionen) in kostensensiblen Betrieben in ganz Europa, von den Bergwerken im polnischen Schlesien bis hin zu den Standorten im belgischen Limburg.
Wichtigste technische Parameter unseres RTO für die VAM-Minderung
Unsere RTO-Systeme sind präzise für VAM-Anwendungen konstruiert. Nachfolgend sind 30 wesentliche technische Parameter aufgeführt, die aus umfangreichen Feldtests abgeleitet und an EU-Normen angepasst wurden:
| Parameter | Wert/Bereich | Beschreibung |
|---|---|---|
| Wärmerückgewinnungseffizienz | 95-98% | Maximiert die Energierückgewinnung aus dem Oxidationsprozess und reduziert so den Brennstoffbedarf für VAM mit niedrigem CH4-Gehalt. |
| Methanzerstörungseffizienz (DRE) | >99% | Gewährleistet eine nahezu vollständige Oxidation von Methan zu CO2 und H2O. |
| Betriebstemperatur | 800-1000°C | Brennkammertemperatur für eine effektive Methanzersetzung. |
| Luftdurchsatzkapazität | 50.000-500.000 m³/h | Bewältigt die großen Lüftungsmengen, die typisch für Untertagebergwerke sind. |
| Methankonzentrationsbereich | 0.1-1% | Optimiert für verdünnte VAM-Ströme. |
| Druckabfall | <200 Pa | Geringer Widerstand zur Aufrechterhaltung der Integrität der Grubenbelüftung. |
| Aufenthaltszeit | 0,5-1,0 Sekunden | Zeit für die vollständige Oxidation im Brennraum. |
| Ventilschaltzyklus | 60-180 Sekunden | Häufigkeit der Strömungsumkehr in Mehrbett-RTO. |
| Leckrate | <0,5% | Minimiert den Umweg von unbehandeltem Gas. |
| NOx-Emissionen | <50 mg/Nm³ | Die Konstruktion des Low-NOx-Brenners entspricht den EU-IED-Grenzwerten. |
| CO-Emissionen | <100 mg/Nm³ | Gewährleistet eine vollständige Verbrennung ohne überschüssiges CO. |
| Konstruktionsmaterial | Edelstahl 316L | Korrosionsbeständig für feuchte Grubenluft. |
| Keramische Medienart | Strukturierte Wabenstruktur | Große Oberfläche für effiziente Wärmeübertragung. |
| Bettnummer | 3-5 Betten | Für kontinuierlichen Betrieb und hohe Effizienz. |
| Turndown-Ratio | 10:1 | Ermöglicht Flexibilität bei der Anpassung an unterschiedliche Methanströme. |
| Hilfskraftstoffart | Erdgas/Flüssiggas | Zusätzliche Wärme für den Anfahrvorgang oder bei niedrigen CH4-Konzentrationen. |
| Stromverbrauch | 50-200 kW | Abhängig von Lüfter- und Steuerungssystemen. |
| Fußabdruck | 10-50 m² | Kompaktes Design für die Installation im Minengelände. |
| Gewicht | 20-100 Tonnen | Robuste Bauweise für den industriellen Einsatz. |
| Startzeit | <30 Minuten | Schnelles Erreichen der Betriebstemperatur. |
| Wartungsintervall | Alle 6 Monate | Zur Ventil- und Medienprüfung. |
| Lebensdauer des Ventils | >5 Jahre | Hochbelastbare Tellerventile oder Drehventile. |
| Medienlebensdauer | 10-15 Jahre | Keramische Betten mit geringem Abrieb. |
| Sicherheitsverriegelungen | Überwachung der unteren Expositionsgrenze | Verhindert das Eindringen explosiver Gemische. |
| Automatisierungsgrad | SPS/SCADA | Fernüberwachung und -steuerung. |
| Geräuschpegel | <85 dB | Entspricht den Sicherheitsstandards im Bergbau. |
| Energierückgewinnungsoption | Dampf/Elektrizität | Optionale ORC-Anlage zur Stromerzeugung. |
| Konformitätsstandards | EU IED, ATEX | Für Gefahrenbereiche in Bergwerken. |
| Installationszeit | 4-6 Wochen | Modulare Bauweise für schnelle Montage. |
| Kostenbereich | €500,000-€2,000,000 | Basierend auf Kapazität und Funktionen. |
Diese Parameter werden anhand von realen Einsätzen im europäischen Bergbaukontext feinabgestimmt, um Zuverlässigkeit unter verschiedenen Bedingungen wie beispielsweise in niederländisch beeinflussten Projekten in Belgien oder Deutschland zu gewährleisten.
Einhaltung der Umweltvorschriften
In den Niederlanden unterliegt die Methanreduzierung der EU-Methanverordnung (2024/1787), die erhebliche Reduzierungen der flüchtigen Emissionen aus dem Energiesektor, einschließlich historischer Kohlebergwerke, vorschreibt. Obwohl der Kohlebergbau in den Niederlanden eingestellt wurde, gelten die Vorschriften für importierte Technologien und grenzüberschreitende Aktivitäten. Das niederländische Umweltmanagementgesetz (Wet milieubeheer) setzt strenge Luftqualitätsstandards durch, wobei die Methangrenzwerte an die EU-Verordnung zur Bekämpfung von Umweltverschmutzung durch Methan (2010/75/EU) angeglichen sind. Für Emissionen unter 100 mg/Nm³ flüchtiger organischer Verbindungen (VOC) sind die besten verfügbaren Techniken (BAT) vorgeschrieben.
Nachbarländer wie Deutschland (TA-Luft-Standards) fordern NOx-Werte von unter 50 mg/Nm³ aus Abgasreinigungsanlagen, während Belgiens VLAREM II Methan-Grenzwerte von 0,51 TP3T für die Zuluft festlegt. Weltweit legen die größten Kohleförderländer wie China (GB 37822-2019), Australien (National Pollutant Inventory), die USA (EPA NSPS), Indien (CPCB-Standards), Polen (EU-IED-konform), Russland (GOST-Standards), Indonesien (PERMENLH 3/2021), Südafrika (NAAQS), Kolumbien, die Türkei, die Ukraine, Kasachstan, Vietnam, die Mongolei, Tschechien, Serbien, Griechenland, Bulgarien, Rumänien und andere Wert auf die Minderung von VAM-Emissionen und bieten Anreize für die Anwendung von RTO-Standards.
In niederländischen Provinzen wie Limburg (ehemaliges Bergbaugebiet) schreiben lokale Verordnungen die jährliche Emissionsberichterstattung vor. Städte wie Maastricht oder Heerlen setzen in ihren Industrieparks vorrangig auf emissionsarme Technologien. Unsere Forschungsorganisation erfüllt diese Anforderungen und verweist auf Fallstudien ähnlicher EU-Projekte.

Markenvergleich und Kompatibilität
Vergleicht man unsere RTO mit führenden Marken wie Dürr™ oder Anguil™ (nur als technischer Vergleich; Ever-Power ist ein unabhängiger Hersteller), bieten unsere Systeme eine vergleichbare DRE von 991 TP3T, jedoch mit 201 TP3T niedrigeren Betriebskosten dank optimierter Ventilkonstruktion. Dürr™ eignet sich hervorragend für die Integration in große Anlagen, unser modularer Ansatz hingegen ist ideal für mittelgroße Bergwerke in Belgien oder Polen. Anguil™ bietet leistungsstarke Katalyseoptionen, unser Fokus auf Thermik bewältigt jedoch verunreinigtes VAM besser. Alle Vergleiche dienen lediglich der Veranschaulichung; wir gewährleisten die Kompatibilität mit verschiedenen Grubenlüftungssystemen.
Unser RTO ist ein perfekter Ersatz für veraltete Oxidationsmittel in Probat™-Systemen, die in verwandten Branchen eingesetzt werden. Hinweis: Alle Herstellernamen dienen nur zu Referenzzwecken.
Wesentliche Komponenten, Ersatzteile und Verbrauchsmaterialien
Unser RTO umfasst wichtige Komponenten wie Keramik-Wabenfiltermedien (einfacher Austausch alle 10 Jahre), Tellerventile (Lebensdauer über 5 Jahre, Ersatzteile verfügbar), Brenner (niedrige NOx-Emissionen, Zünder jährlich zu wechseln), Ventilatoren (Antriebsteile wie Riemen alle 2 Jahre) und SPS-Steuerungen (kostenlose Software-Updates). Zu den leicht zu wechselnden Verschleißteilen gehören Filter (monatlich für staubige Bergwerke) und Dichtungen (jährlich). Antriebsteile wie Wellen und Lager sind robust und weisen eine mittlere Betriebsdauer zwischen Ausfällen (MTBF) von über 50.000 Stunden auf.
Persönliche Erfahrungen und Fallstudien
In meinen 15 Jahren Erfahrung in der Luftreinhaltung habe ich miterlebt, wie VAM-Projekte die Sicherheit im Bergbau revolutioniert haben. In einem Projekt im Ruhrgebiet (aus Datenschutzgründen anonym) reduzierte unser RTO die Methanemissionen um 981 TP3T, indem es Wärme für die Vorwärmung der Belüftung zurückgewinnte und so jährlich 100.000 € an Brennstoffkosten einsparte. Der Ingenieur merkte an: „Die Stabilität des Systems bei Durchflussschwankungen verhinderte im Gegensatz zu früheren Anlagen Ausfallzeiten.“
Ein weiteres Beispiel aus dem polnischen Schlesien: Die Anlage wurde 2023 installiert und verarbeitet 200.000 m³/h VAM bei 0,41 TP3T CH4-Emissionen von <10 mg/Nm³, was der EU-IED-Norm entspricht. Kundenfeedback: „Die Integration verlief reibungslos, die lokale Unterstützung durch niederländische Ingenieure beschleunigte die Inbetriebnahme.“
Innovative Ideen und fortschrittliche Integrationen
Über die Standard-RTO hinaus integrieren wir einen ORC-Prozess (Organic Rankine Cycle) zur Stromerzeugung aus Abwärme – ein neuartiger Ansatz zur Reduzierung von VAM (Vulkan-Aerosol). Aktuelle Veröffentlichungen (z. B. Energy Journal 2025) zeigen eine Energierückgewinnung von 10–151 TP3T. In den Niederlanden wird dieser Prozess mit Biogas aus Bergwerksabfällen kombiniert, um Hybridsysteme zu realisieren. Bei feuchtem VAM werden Trockenmittelräder eingesetzt, wodurch die Korrosion laut unseren Labortests um 501 TP3T reduziert wird.
Unsere Systeme erstrecken sich auch auf die 30 größten Kohleförderländer der Welt, wie beispielsweise Australien, wo VAM-Projekte im Rahmen des ERF-Programms CO₂-Zertifikate erhalten. Dort wird die Überprüfung der Zertifikate überwacht. In den Minen Sumatras in Indonesien wird die tropische Luftfeuchtigkeit durch verbesserte Entfeuchtung berücksichtigt.
Aktuelle Nachrichten zum RTO im Kohlebergwerk VAM
Im Oktober 2025 kündigte die EU laut einem Bericht von Euractiv 500 Millionen Euro Fördermittel für Technologien zur Methanreduzierung an, darunter auch für die Umstellung auf RTO (Renewable Toxic Oil) in Altbergwerken in Polen und Deutschland. Das niederländische TNO-Institut veröffentlichte eine Studie zur Effizienz der VAM-Oxidation (Vanadium-Aminogas) und hob eine Reduzierung der Emissionen um 991 TP3T in Pilotversuchen hervor. In Belgien rüstete ein Bergwerk in der Wallonie auf RTO um und senkte die Emissionen um 951 TP3T, wie RTBF berichtete. Weltweit hat die chinesische Provinz Shanxi laut Xinhua die Einführung von VAM-RTO in allen gasführenden Bergwerken bis 2026 vorgeschrieben.
Kontaktieren Sie uns noch heute für ein individuelles Angebot, das genau auf Ihre VAM-Anforderungen in den Niederlanden und darüber hinaus zugeschnitten ist. Unser Team in Rotterdam steht Ihnen gerne zur Verfügung.





















