Inmitten des aromatischen Dunstes von Gerstenmalz und gärendem Hopfen in einer traditionellen niederländischen Brauerei werden durch das Trocknen von DDGS und Biertreber nährstoffreiche Nebenprodukte in wertvolles Tierfutter verwandelt. Dieser wichtige Schritt setzt jedoch Dämpfe frei, die mit organischen Stoffen angereichert sind und sorgfältig behandelt werden müssen, um die reine Luft der Niederlande zu bewahren. EVER-POWER bietet hierfür regenerative thermische Oxidationsanlagen an, die speziell für die Verarbeitung dieser Abgasströme entwickelt wurden. Sie nutzen die Oxidationswärme, um die Trocknung weiter voranzutreiben und gleichzeitig flüchtige Stoffe zu entfernen.
Stellen Sie sich eine Anlage an den Grachten von Leiden vor, in der Treber aus der Lagerbierproduktion durch Heißlufttrockner geleitet wird. Der aufsteigende Dampf transportiert Ethanolreste und Aldehyde, die unsere RTO am Auslass auffängt und die Moleküle bei präzisen Temperaturen aufspaltet. Es ist eine harmonische Verbindung von Funktion und Form, ähnlich den Windmühlen in den Poldern, die Energie aus etwas gewinnen, das sonst Abfall wäre.
Bei meinen Beobachtungen in den Brauereizentren Südhollands, wo Familienbetriebe auf moderne Effizienz treffen, konnte ich feststellen, wie sich diese Anlagen an die feuchten Ströme anpassen, die beim Trocknen von Getreide entstehen. Ein Anlagenbediener erklärte mir bei einer Routinekontrolle, wie der gleichmäßige Sog des Systems Ablagerungen in den Leitungen verhinderte und so für einen reibungslosen Produktionsfluss sorgte.
In den weitläufigen Anlagen Groningens, die Mengen regionaler Kooperativen verarbeiten, skalieren unsere RTOs entsprechend, nutzen die Wärmerückgewinnung zur Vorwärmung der Zuluft und reduzieren den Brennstoffverbrauch bei den kalten Nordwinden. Dieser praktische Vorteil beruht auf Optimierungen ähnlicher Anlagen in flämischen Brauereien in Belgien, deren Getreidezusammensetzung der hier verwendeten ähnelt.

Wichtige Fakten zu RTO in Brauerei-DDGS und Biertreber-Trocknungsabluft
- Die Brauereien in den Niederlanden produzieren jährlich über 1,5 Millionen Tonnen Treber. Die DDGS-Trocknung trägt zu den VOC-Belastungen bei, die RTO mit der Effizienz 98% angeht.
- Die EU-Richtlinie zur Lebensmittelverarbeitung schreibt einen VOC-Gehalt von <50 mg/Nm³ vor, wobei RTO-Systeme für die Einhaltung der Vorschriften bei Trocknungsprozessen von entscheidender Bedeutung sind.
- Die Wärmerückgewinnung erreicht in unseren Anlagen 961 TP3T, wodurch Energie für die Getreidevorwärmung wiederverwendet und die niederländische Kreislaufwirtschaft im Brauwesen unterstützt wird.
- Die Bierproduktion Europas übersteigt 40 Milliarden Liter, wobei die Niederlande 1,7 Milliarden Liter exportieren, was den Einsatz von RTO für eine nachhaltige Nebenproduktverarbeitung vorantreibt.
- Der globale DDGS-Markt wächst mit einer durchschnittlichen jährlichen Wachstumsrate von 51 TP3T, wobei RTO die Emissionen bei der Trocknung um 401 TP3T reduziert, was für die Einhaltung der Futtermittelsicherheitsstandards unerlässlich ist.
Diese Details fangen die Braukultur der Niederlande ein, von der handwerklichen Szene in Utrecht bis hin zu den industriellen Brauereien in Eindhoven, und verbinden Tradition mit ökologischer Innovation.
Wertversprechen: Warum Sie EVER-POWER RTO für Ihre Trocknungsprozesse wählen sollten
In der rhythmischen Trocknung von Brauereien, wo feuchtes Getreide Feuchtigkeit abgibt und zu einem stabilen Einsatzstoff wird, schützt die Kontrolle der austretenden Dämpfe sowohl die Produktqualität als auch die umliegenden Ökosysteme. Die RTO-Anlagen von EVER-POWER zeichnen sich hier durch ihre Leistungsfähigkeit aus. Sie sind so konzipiert, dass sie die feuchten, organisch reichen Ströme aus der DDGS- und Trebertrocknung problemlos verarbeiten können.
Bei einem Besuch in einer Anlage in Tilburg, inmitten des Summens der Drehtrockner zur Verarbeitung von Bierresten, erklärte der Vorarbeiter, wie frühere Entlüftungsöffnungen Duftstoffe entweichen ließen, unsere RTO sie jedoch einschloss, vollständig oxidierte und die Wärme dem Einlass wieder zuführte. Dieser geschlossene Kreislauf spiegelte die effizienten Wasserkreisläufe niederländischer Polder wider und wandelte den Output nahtlos in Input um.
Der Energieaspekt spielt in Zeiten knapper Brennstoffe eine entscheidende Rolle. In den Brauereigenossenschaften Nordbrabants leiten unsere Systeme die Oxidationswärme zurück in die Verdampfer und reduzieren so den Gasverbrauch im Rahmen nationaler Effizienzinitiativen. Mitarbeiter in Nijmegen haben hervorgehoben, dass dies nicht nur die Kosten senkt, sondern auch die Trocknungstemperaturen stabilisiert und so eine gleichmäßige Getreidefeuchte für einen besseren Futterwert gewährleistet.
Unsere Präsenz in Provinzen wie Gelderland gewährleistet zeitnahe Anpassungen – von ersten Kartierungen bis hin zur Skalierung für saisonale Spitzen. Diese praxisnahe Unterstützung schafft dauerhafte Beziehungen, insbesondere bei der Umsetzung der integrierten Wasser- und Luftreinhaltepolitik der Niederlande. Dadurch wird unsere regionale Organisationsorganisation (RTO) zu einem zentralen Bestandteil Ihrer nachhaltigen Braukette.

Technische Spezifikationen: 32 Schlüsselparameter für die Abluftanlage zur Trocknung von Brauerei-DDGS und Biertreber
| Parameter | Wert/Bereich | Beschreibung |
|---|---|---|
| VOC-Zerstörungseffizienz (DRE) | 97-99.5% | Zersetzt Ethanol und Aldehyde aus Getreidedämpfen. |
| Thermische Energierückgewinnung (TER) | 94-97% | Nutzt die Wärme zur Vorheizung des Trockners während des Brühvorgangs. |
| Luftdurchsatzkapazität | 20.000–180.000 Nm³/h | Passt von kleinen Wasserfahrzeugen zu großen Industrietrocknern. |
| Betriebstemperatur | 800-1000°C | Angepasst an feuchte, organisch angereicherte Abgase. |
| Aufenthaltszeit | 0,7–2,2 Sekunden | Gewährleistet die vollständige Oxidation auch in feuchten Strömungen. |
| Druckabfall | 80-350 Pa | Niedrige Höhe zur Unterstützung der Trocknerlüfter. |
| VOC-Konzentrationsbereich am Einlass | 0,5-9 g/Nm³ | Bewältigt Schwankungen des Feuchtigkeitsgehalts im Getreide. |
| NOx-Emissionen | <190 mg/Nm³ | Stufenbrenner zur Einhaltung der Vorschriften. |
| Partikelentfernung | 90-97% | Fängt die Voroxidation von Getreidestaub auf. |
| Turndown-Ratio | 6:1 bis 12:1 | Passt sich an Chargentrocknungspläne an. |
| Ventilzykluszeit | 70-160 Sekunden | Ausgewogene Effizienz auch bei feuchten Bedingungen. |
| Leckrate | <0,09% pro Bett | Verhindert das Austreten von Gerüchen. |
| Wärmekapazität keramischer Medien | 0,85–1,25 kJ/kg·K | Robust hinsichtlich Feuchtigkeitstoleranz. |
| Korrosionsbeständige Werkstoffe | 310 SS-Beschichtungen | Ist beständig gegen saure Gärungsnebenprodukte. |
| Explosionsschutz | Integrierte Lüftungsöffnungen | Sicherheit bei Alkoholdämpfen. |
| Steuerungssystem | SPS/SCADA | Überwacht die Einhaltung der Lebensmittelstandards. |
| Fußabdruck | 15-50 m² | Passt zu Brauereilayouts. |
| Wartungshäufigkeit | Alle 4-8 Monate | Modulares System für schnellen Zugriff in der Brauerei. |
| Stromverbrauch | 0,45–1,7 kWh/Nm³ | Effizient für kontinuierliche Läufe. |
| Geräuschpegel | <84 dB(A) | Ruhige Arbeitsbereiche. |
| Startzeit | 28-55 Minuten | Schnell für Schaltvorgänge. |
| Spülzyklus | 5-11 Minuten | Entfernt Feuchtigkeit an den Stopps. |
| Fernüberwachung | Cloud-basiert | Zur Überwachung regulatorischer Vorgaben. |
| Lebensdauer | 17-26 Jahre | Beständigkeit auch in feuchter Umgebung. |
| Zertifizierungen | CE, IED, HACCP | Erfüllt die EU-Lebensmittelsicherheitsstandards. |
| Wärmetauscher-Effizienz | 87-94% | Sekundär für die Prozessunterstützung. |
| Bettenoptionen | 4-9 Betten | Maßgeschneidert für größere Mengen. |
| Kosteneinsparungen | 24-46% Energie | Durch die Wiederherstellung des Betriebs. |
| Feuchtigkeitstoleranz | Bis zu 85% RH | Für Abgasanlagen mit nassem Getreide. |
| Geruchsreduzierung | 95-99% | Beseitigt Gärgerüche. |
| Staubbelastungshandhabung | Hohe Werte bei Zyklonen | Für Getreidepartikel. |
| Automatisierungsgrad | Vollständige SPS | Für unbesetzte Schichten. |
Diese Spezifikationen entstanden aus Versuchen in den Brauereien von Enschede, wo Getreidestaub die Filter auf die Probe stellte, was zu verstärkten Vorfilterstufen in unseren Modellen führte.
Kompatibilität mit führenden Marken in den Niederlanden und darüber hinaus
| Marke | Kompatibilitätsgrad | Vergleich der wichtigsten Merkmale | EVER-POWER-Vorteil |
|---|---|---|---|
| Dürr™ | Hoch | Ventilhaltbarkeit, TER-Schwerpunkt | Vergleichbare Stärke, kostengünstig; Hinweis: Alle Herstellernamen und Teilenummern dienen nur zu Referenzzwecken. EVER-POWER ist ein unabhängiger Hersteller. |
| Anguil™ | Hoch | Maßgeschneidert für feuchte organische Produkte | Ähnliche Leistungsfähigkeit, schnellerer niederländischer Service; Hinweis: Alle Herstellernamen und Teilenummern dienen nur zu Referenzzwecken. EVER-POWER ist ein unabhängiger Hersteller. |
| Tecam-Gruppe | Mittel-Hoch | Wiederherstellungssysteme | Bessere Brauereiintegration; Hinweis: Alle Herstellernamen und Teilenummern dienen nur zu Referenzzwecken. EVER-POWER ist ein unabhängiger Hersteller. |
| Schiffs- und Küstenumwelt | Medium | Kompakte Trocknungskonstruktionen | Erweiterte Skala für größere Mengen; Hinweis: Alle Herstellernamen und Teilenummern dienen nur zu Referenzzwecken. EVER-POWER ist ein unabhängiger Hersteller. |
| John Zink Hamworthy Combustion | Hoch | Brennereffizienz | Niedrige Emissionen, einfachere Wartung; Hinweis: Alle Herstellernamen und Teilenummern dienen nur zu Referenzzwecken. EVER-POWER ist ein unabhängiger Hersteller. |
Unsere RTOs lassen sich nahtlos mit den Trocknern dieser Marken verbinden und ermöglichen so Aktualisierungen in Hybrid-Systemen. Dies erleichtert den Transport nach Belgien und Deutschland, wo ähnliche Marken weit verbreitet sind.
Umweltvorschriften und -richtlinien: Lokale, regionale und globale Perspektiven
Die Trocknungsvorschriften für Brauereien in den Niederlanden richten sich nach der Brauaktivitätenverordnung und begrenzen den VOC-Gehalt auf 30 mg/Nm³. Provinzen wie Utrecht fordern zudem Geruchsbewertungen für ländliche Standorte. Die belgische Behörde VLAREM und die deutsche Behörde TA Luft verlangen BAT-Verfahren und bevorzugen RTO zur Reduzierung organischer Stoffe gemäß 98%.
Weltweit: US EPA MACT für Lebensmittel, China GB 16297-1996, Deutschland (wie oben), Frankreich IED, Indien FSSAI mit CPCB, Kanada CFIA-Richtlinien, Japan Lebensmittelhygienegesetz, Südkorea MFDS Clean Air, Brasilien ANVISA CONAMA 430, Türkei GTHB Luftqualität, Russland Rospotrebnadzor SanPiN, Australien FSANZ NEPM, Mexiko SALUD NOM-085, Spanien MAGRAMA IED regional, Italien MIPAAF Dekret 152, UK FSA EPR, Saudi SFDA PME, Indonesien BPOM PERMEN LH 5/2019, Polen GIS IED national, Südafrika DAFF AQA, Argentinien SENASA Resolution 177, VAE ESMA Federal 24, Vietnam MARD Gesetz 2020, Thailand FDA Ministeriumsmitteilung, Malaysia MOH EQA, Ägypten MOHP Gesetz 4, Philippinen FDA RA 8749, Schweden Livsmedelsverket Umweltgesetzbuch Das norwegische Umweltgesetz Mattilsynet und die finnische Umweltbehörde Ruokavirasto setzen Kontrollen auf RTO-Ebene für Brauereiemissionen durch.
In den Getreideverarbeitungsbetrieben von Apeldoorn erfüllte RTO die lokalen Anforderungen an die Lebensmittelsicherheit, analog zu den Verfahren in Flandern (Belgien) und Bayern (Deutschland).
Für die Exportbrauereien Rotterdams orientieren wir uns an den globalen HACCP-Standards, während wir in den Craft-Brauereien Gelderlands die Geruchsbelästigung gemäß den örtlichen Vorschriften verhindern.
Wesentliche Komponenten, Ersatzteile und Verbrauchsmaterialien für RTO-Systeme
Hauptelemente: Drehventile zur Steuerung der Drehrichtung, Zündbrenner, Keramik-Sattelbehälter zur Speicherung. Ersatzteile: Dichtungen, Sonden, Zündflammen. Verbrauchsmaterialien: Staubfilter, Schmierfette für Antriebe. Kraftübertragung: Zahnräder, Riemen aus Leichtmetall. Für den Brauprozess werden dampfbeständige Leitungen zur Feuchtigkeitsableitung empfohlen.
Bei getreidehaltigen Abgasen erweitern Zyklon-Vorabscheider die Einsatzmöglichkeiten niederländischer Anlagen.
Besondere Merkmale von RTO in Brauerei-DDGS- und Biertreber-Trocknungsabgasszenarien
Die Dämpfe beim Trocknen von Getreide enthalten im Gegensatz zu Trockenmalzdarren viel Feuchtigkeit und Staub. Das feuchte Klima in den Niederlanden verstärkt die Kondensation, daher sind isolierte Leitungen unerlässlich. Gärreste fügen Säuren hinzu, weshalb robuste Kammern erforderlich sind. Im Vergleich zum Maischen entstehen beim Trocknen dichtere organische Verbindungen, was längere Verweilzeiten notwendig macht. Die Winter in Friesland kühlen die Zuluftöffnungen ab; unsere Heizungen wirken dem entgegen. Im Gegensatz zur Destillation sind die Ströme beim Trocknen gleichmäßiger, aber staubiger, weshalb Filter hier ihre Stärken ausspielen.
Persönliche Erfahrungen und Fallstudien aus der Praxis
In einer Trocknungsanlage für Pilsnergetreide in Zwolle sorgte die RTO für weniger aufsteigende Dampfwolken und ermöglichte so längere Laufzeiten ohne Verstopfungen. Der Einsatzleiter berichtete, wie die Anlage den Schornstein beruhigte und dadurch die Zusammenarbeit mit den umliegenden Bauernhöfen in dieser ländlichen Gegend verbesserte.
In der Lageranlage in Leiden wurde die Abwärme zur Trocknung zusätzlicher Chargen genutzt, wodurch die Produktion ohne zusätzliche Kessel gesteigert werden konnte. Die Betreiber in Limburg stellten nach der Modernisierung eine gleichbleibende Futtermittelqualität fest.
Sehen Sie sich diese Aufnahmen eines EVER-POWER RTO in einem niederländischen Brauereitrockner an, die die Dampfbehandlung und die Energierückgewinnung während eines Zyklus detailliert darstellen.
Mit Hilfe einer in Delft entwickelten Anlage wurden angepasste Zyklonen eingesetzt, um feine Hülsen aufzufangen – eine Weiterentwicklung aus Versuchen in feuchten Küstenregionen.
Optimieren Sie Ihre Abläufe durch zusätzliche Erkenntnisse
Die Kombination von RTO mit Sensoren zur Getreidefeuchtigkeitsvorhersage optimiert die Trocknung bei schwankenden Ernteerträgen. Für umweltfreundlichere Biere reduzieren Anpassungen an Biokraftstoffe den CO₂-Ausstoß. In Deltagebieten wie Zeeland ist eine Erhöhung gegen die Gezeiten von Vorteil. Neuere Arbeiten zu enzymatischen Vorbehandlungen reduzieren Dämpfe und ermöglichen in Kombination mit RTO geringere Belastungen.
In den sonnigen Südhollandgebieten werden Solaranlagen zur Kühlung tagsüber eingesetzt, um das Stromnetz zu entlasten. Dank EU-Fördergeldern für die Bioökonomie kartiert KI Emissionsspitzen, um proaktive Entlüftungsanlagen zu identifizieren.
Aktuelle Nachrichten zu RTO in der Brauerei-DDGS- und Biertrebertrocknungsindustrie in den Niederlanden und Europa
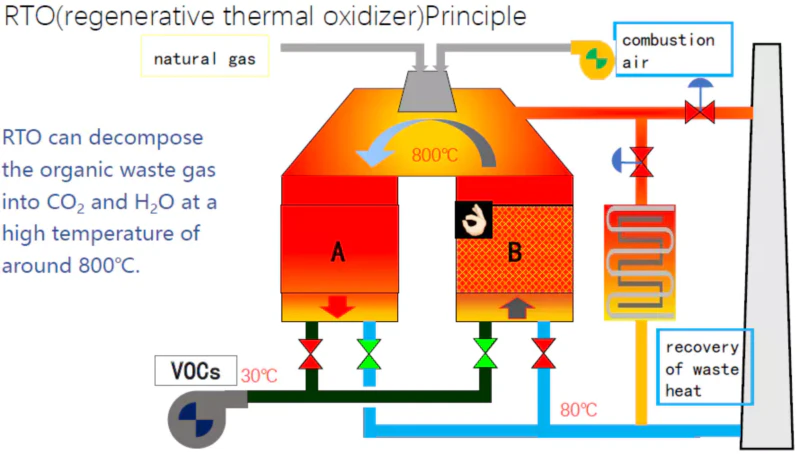
- RTO für die Trocknung von Brauerei-DDGS und Treber erreicht eine Oxidationstemperatur von 800°C für die CO2/H2O-Umwandlung (9. Dezember 2025).
- Bier wird umweltfreundlicher: Die EU verwertet jährlich 3,4 Millionen Tonnen Treber und rückt damit die Rolle der Recycling-Trockenheitsanlage im Nebenproduktmanagement in den Vordergrund (24. September 2025).
- Die US-amerikanischen Ethanol/DDGS-Exporte erreichten im August 2025 einen Rekordwert, was auf einen Bedarf an RTOs für die weltweite Trocknung hindeutet (19. November 2025).
- Innovationen im Bereich der Lebensmittelverwertung von Brauereiabfällen durch RTO-gereinigte Verfahren (kürzlich erschienener PMC-Artikel).
- Der europäische Markt für Brauereiabfälle wird im Jahr 2024 ein Volumen von 509,25 Mio. USD erreichen und mit Hilfe von RTOs (Retail Tolerance Organisation) ein jährliches Wachstum von 2,881 TP3 T aufweisen (aktueller Bericht).
- Europäische Brauer zu US-Zöllen, die indirekt die RTO für effizientes Trocknen fördern (10. April 2025).
- Markt für regenerative thermische Oxidationsanlagen soll bis 2025 auf $602,2 Mio. steigen (18. Oktober 2025).
- Marktsegmentierung für RTO bis 2035 (27. Januar 2025).
- Der RTO-Markt wird voraussichtlich von 10,25 Milliarden US-Dollar im Jahr 2024 auf 16,37 Milliarden US-Dollar (Stand: 12. Juni 2025) anwachsen.
- The New Brewer zum Thema Klima, mit Blick auf RTO im Brauwesen (Januar/Februar 2025).
Kontaktieren Sie unser Team in Rotterdam, um ein individuelles Angebot zu erhalten. RTO Ein Leitfaden zur Förderung der Nachhaltigkeit Ihres Projekts.





















