Zusammenfassung: Die strategische Bedeutung der RTO-Technologie für die industrielle VOC-Kontrolle im Jahr 2024
Im heutigen regulatorischen Umfeld Regenerativer thermischer Oxidator (RTO) Die Systeme haben sich von optionalen Anlagen zur Schadstoffminderung zu unverzichtbaren strategischen Investitionen für eine nachhaltige Fertigung entwickelt. Die Entwicklung von RTO-Technologie stellt einen grundlegenden Wandel im Umgang industrieller Anlagen mit der Reduzierung flüchtiger organischer Verbindungen (VOC) dar. Moderne RTO-Systeme Sie gewährleisten nicht nur die Einhaltung immer strengerer globaler Emissionsnormen, sondern auch eine bemerkenswerte Energieeffizienz, die die Betriebskosten grundlegend verändert. Diese umfassende Analyse untersucht, warum zukunftsorientierte Hersteller diese Technologien einsetzen. RTO-Lösungen als Kernbestandteile ihrer Umwelt- und Finanzstrategien.
Kapitel 1: Detaillierte technische Analyse der Kerntechnologieprinzipien von RTO
1.1 Optimierung des thermodynamischen Kreislaufs: Erreichen eines Wärmerückgewinnungswirkungsgrades von über 95%
Der grundlegende technische Durchbruch von RTO-Technologie liegt in seinem revolutionären Ansatz zum Wärmemanagement. Im Gegensatz zu herkömmlichen thermischen Oxidationsanlagen, die Wärme über Abgaskamine abführen, Regenerativer thermischer Oxidator Die Systeme nutzen eine ausgeklügelte Mehrkammerkonstruktion mit speziellen keramischen Wärmeaustauschmedien. RTO-System Die Konfiguration arbeitet im optimalen Temperaturbereich von 760–850 °C und ist präzise kalibriert, um einen vollständigen molekularen Abbau flüchtiger organischer Verbindungen (VOC) bei gleichzeitiger Aufrechterhaltung der Energieeffizienz zu gewährleisten. Die Kerninnovation der RTO Es geht nicht nur darum, hohe Temperaturen zu erreichen, sondern auch darum, bis zu 97% der thermischen Energie aufzufangen und wiederzuverwenden, die bei herkömmlichen Oxidationsprozessen sonst verloren ginge.
Die operative Abfolge eines RTO-System Der Prozess folgt einem präzise gesteuerten zyklischen Ablauf. Kontaminierte Abgase gelangen in das erste Keramikbett, wo sie gespeicherte Wärmeenergie aufnehmen und auf etwa 90–95 °C der Ziel-Oxidationstemperatur vorgewärmt werden. Dieser vorgewärmte Strom tritt dann in die Brennkammer ein, wo er durch Zusatzbrenner oder die exotherme Wärme der VOC-Oxidation selbst auf den präzisen Temperaturbereich von 760–850 °C erhitzt wird, der für eine nahezu vollständige molekulare Zerstörung erforderlich ist. Die sauberen, heißen Abgase durchströmen anschließend ein zweites Keramikbett, geben ihre Wärmeenergie ab und werden abgeleitet. Dieser zyklische Prozess wird typischerweise alle 30–120 Sekunden wiederholt, abhängig von … RTO-System Das Design schafft einen kontinuierlichen Kreislauf der Energiegewinnung und -wiederverwendung, der sich durch Folgendes auszeichnet: Regenerative thermische Oxidation im Vergleich zu allen anderen VOC-Kontrolltechnologien.
1.2 Entwicklung keramischer Medien: Fortschrittliche Materialien erweitern die Leistungsgrenzen von RTO
Die keramischen Wärmetauschermedien bilden das Herzstück jedes RTO-Systemund die Fortschritte in der Materialwissenschaft haben die Situation dramatisch verbessert RTO-Technologie Leistung. Traditionelle Cordierit-Wabenkeramiken haben sich zu hochentwickelten technischen Werkstoffen mit optimierten thermischen, mechanischen und chemischen Eigenschaften weiterentwickelt. Moderne RTO-Keramikmedien Es gilt, konkurrierende Anforderungen in Einklang zu bringen: große Oberfläche für effizienten Wärmeaustausch, strukturelle Integrität, um thermischen Zyklen standzuhalten, chemische Beständigkeit gegenüber sauren Verbrennungsnebenprodukten und minimaler Druckverlust, um den Energieverbrauch des Lüfters zu reduzieren.
| Keramische Medienart | Oberfläche (m²/m³) | Wärmekapazität (kJ/m³·K) | Wärmeleitfähigkeit (W/m·K) | Druckverlustkoeffizient | Auswirkungen des RTO-Systems |
|---|---|---|---|---|---|
| Standard Cordierit-Wabenstruktur | 320-380 | 780-850 | 1.2-1.5 | 1,0 (Ausgangswert) | Standard-RTO-Anwendungen |
| Hochdichtes Siliciumcarbid | 480-550 | 950-1100 | 3.5-4.5 | 0.85-0.95 | 25% kleinerer RTO-Platzbedarf |
| Nanobeschichtete korrosionsbeständige | 400-450 | 820-900 | 1.8-2.2 | 0.9-1.0 | Verlängerte RTO-Lebensdauer unter rauen Bedingungen |
| Komposit-Phasenwechselmaterialien | 600-750 | 1200-1600 | 2.5-3.5 | 0.7-0.8 | 40% höhere RTO-Effizienz |
Neueste Fortschritte bei RTO-Materialien: Nanobeschichtungen haben die Verstopfungsbeständigkeit von Keramik durch 40-50% verbessert, was sich insbesondere für RTO-Systeme Die Verarbeitung von Abgasströmen, die Silikone, Harze oder andere Ablagerungsstoffe enthalten, wird durch Phasenwechsel-Verbundwerkstoffe revolutioniert. RTO-Technologiebietet eine deutlich höhere Wärmespeicherkapazität, die kleinere RTO-System Fußabdrücke und verbesserte Reaktion auf variable VOC-Belastungsbedingungen.
Kapitel 2: Umfassende industrielle Anwendungen von RTO-Systemen
Chemische Verfahrenstechnik: Fortschrittliche RTO-Lösungen für komplexe VOC-Ströme
Problemstellung: Eine große Produktionsanlage für Pestizidzwischenprodukte stand vor erheblichen betrieblichen Herausforderungen mit ihrem bestehenden VOC-Kontrollsystem. Der Abgasstrom enthielt ein komplexes Gemisch aus Dichlormethan, Toluol, Xylol und verschiedenen halogenierten Kohlenwasserstoffen, deren Konzentrationen je nach Chargenverarbeitung unvorhersehbar zwischen 1 und 10 g/m³ schwankten. Das bisherige Aktivkohle-Adsorptionssystem musste alle drei bis vier Monate ausgetauscht werden, was jährliche Kosten von über 280.000 INR verursachte, ohne die immer strengeren gesetzlichen Grenzwerte für die VOC-Zerstörungseffizienz zu erfüllen.
Konstruierte RTO-Lösung: Nach umfassender Abgascharakterisierung und Prozessanalyse spezifizierten die Ingenieure ein kundenspezifisch entwickeltes 3-Bett-RTO-System mit mehreren entscheidenden Verbesserungen. RTO Eingearbeitete korrosionsbeständige Aluminiumsilikat-Keramikmedien wurden speziell entwickelt, um sauren Verbrennungsnebenprodukten halogenierter Verbindungen standzuhalten. Ein zweistufiges Vorbehandlungssystem wurde vorgeschaltet, bestehend aus einem hocheffizienten Zyklonabscheider zur Partikelentfernung und einem nachgeschalteten Festbettwäscher zur Neutralisierung saurer Gase. RTO-System Das System verfügte über eine fortschrittliche Online-FTIR-Konzentrationsüberwachung mit Echtzeit-Rückmeldung an das Verbrennungsregelungssystem, wodurch die Brennerleistung und die Bettschaltzyklen automatisch an die tatsächliche VOC-Belastung angepasst werden konnten. Zusätzlich wurde ein Abhitzekessel integriert. RTO Abgasstrom, wobei etwa 2,5 MW thermische Energie zur Prozessdampferzeugung gewonnen werden.
Quantifizierbare Ergebnisse zur Leistungsfähigkeit des RTO-Systems:
- Effizienz der VOC-Zerstörung: Die Reinheit wurde konstant bei 99,2–99,51 TP3T gehalten und übertrifft damit die regulatorische Anforderung von 981 TP3T.
- Reduzierung der Betriebskosten: Die jährlichen Betriebskosten sanken von 280.000 Tsd. $ auf 91.000 Tsd. $ (Reduzierung um 67,51 Tsd. 3T).
- Energierückgewinnung: Der Abhitzekessel erzeugt 4.500 kg/Stunde Prozessdampf im Wert von 185.000 TP4T jährlich.
- Amortisationszeitraum: Die Gesamtinvestition in das System von 1,85 Mio. TP4T wurde durch kombinierte Einsparungen in 2,3 Jahren amortisiert.
- Umweltauswirkungen: Die jährlichen VOC-Emissionen wurden um etwa 120 Tonnen reduziert.
Automobilbeschichtung: Großvolumige RTO-Anwendungen mit Konzentrationssteigerung
Betriebsszenario: Ein Tier-1-Automobilzulieferer mit drei separaten Lackieranlagen für Fahrzeugkarosserien sah sich zunehmenden Herausforderungen hinsichtlich der Einhaltung von Vorschriften gegenüber. Das kombinierte Abgasvolumen erreichte 150.000 m³/h bei extrem niedrigen durchschnittlichen VOC-Konzentrationen von 200–500 mg/m³ (hauptsächlich Ethanol, Ethylacetat und Glykolether). Während Farbwechselspülungen und Anlagenreinigungszyklen traten jedoch Konzentrationsspitzen auf 2.500 mg/m³ auf. Das Werk benötigte eine Lösung, die dieses enorme Luftvolumen effizient bewältigen und gleichzeitig eine gleichbleibende Zerstörungsleistung unter stark variierenden Bedingungen gewährleisten konnte.
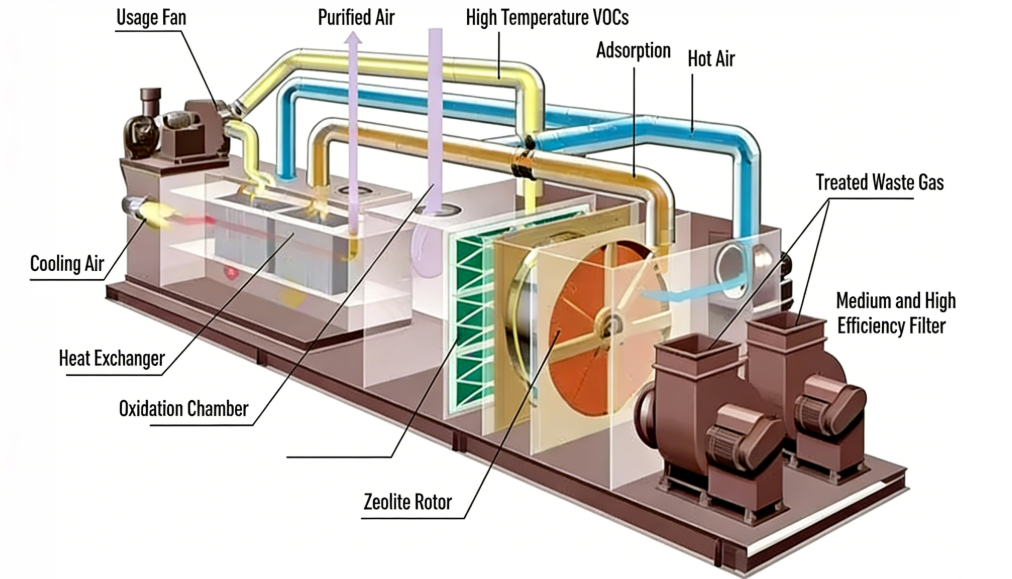
Integrierter RTO-Technologieansatz: Direkte Anwendung eines herkömmlichen RTO-System Die Behandlung eines so großen, verdünnten Stroms wäre aufgrund der hohen Investitions- und Betriebskosten unerschwinglich gewesen. Die technische Lösung implementierte ein Hybrid-RTO-System Durch die Kombination eines Zeolith-Rotorkonzentrators mit einem kompakten Drehventil (RTO) adsorbiert der Konzentrator kontinuierlich VOCs aus dem Hauptabgasstrom von 150.000 m³/h und konzentriert sie um das 12- bis 15-Fache in einem kleineren Desorptionsluftstrom von 10.000 m³/h. Dieser hochkonzentrierte Strom (nun 2,4–7,5 g/m³) wird anschließend direkt in eine speziell entwickelte Anlage geleitet. Drehventil RTODie Konstruktion des Drehventils ermöglicht einen nahezu kontinuierlichen Durchfluss mit minimalen Druckschwankungen, was für die Aufrechterhaltung gleichbleibender Bedingungen in der Lackierkabine entscheidend ist. RTO-System wurde in das Manufacturing Execution System (MES) des Werks integriert, um Änderungen im Produktionsplan vorherzusehen und den Energieverbrauch zu optimieren.
Vergleichende Technologieanalyse für diese Anwendung:
| Technologieoption | Kapitalinvestition | 5-Jahres-Betriebskosten | VOC-Zerstörung |
|---|---|---|---|
| Zeolith-Rotor + RTO | $3.2M | $1.25M | 99.1% |
| Direktfeuer-RTO | $5.8M | $3.45M | 98.8% |
| Kohlenstoffadsorptionssystem | $1.9M | $4.75M | 94.5% |
| Vorteile der ausgewählten RTO-Lösung | 45% niedriger als direkter RTO | 64% System mit niedrigerem Kohlenstoffgehalt | Compliance-Marge +1,1% |
Kapitel 3: Detaillierte Wirtschaftlichkeitsanalyse von Investitionen in RTO-Systeme
3.1 Lebenszykluskostenmodellierung für die Bewertung von RTO-Systemen
Den wahren wirtschaftlichen Wert eines RTO-System erfordert eine umfassende Lebenszykluskostenanalyse (LCCA), die über einen einfachen Vergleich von Investitionsgütern hinausgeht. Eine ordnungsgemäß durchgeführte LCCA für ein RTO-Investition Die Studie untersucht alle Kostenkomponenten über einen Betriebszeitraum von 15 bis 20 Jahren und berücksichtigt dabei Inflation, steigende Energiepreise, Wartungsaufwand und potenzielle regulatorische Änderungen. Die wirtschaftliche Überlegenheit moderner Technologien RTO-Technologie Dies wird deutlich, wenn man die gesamten Besitzkosten vergleicht und nicht nur den anfänglichen Kaufpreis.
| Kostenkomponentenkategorie | Hocheffizientes RTO-System | Konventionelles RTO-System | Katalytischer Oxidationsmittel (RCO) | 15-jähriger komparativer Vorteil |
|---|---|---|---|---|
| Anfangskapitalinvestition Ausrüstung, Installation, Inbetriebnahme |
$1,150,000 | $950,000 | $1,050,000 | -$200.000 vs. konventionell |
| Jährlicher Erdgasverbrauch Basierend auf 50.000 Nm³/h, 2,5 g/Nm³ VOC |
$18,500 | $132,000 | $85,000 | $1,7 Mio. Einsparungen gegenüber herkömmlichen |
| Jährliche elektrische Leistung Ventilatoren, Ventile, Steuerungen, Instrumente |
$52,000 | $61,000 | $48,000 | $135.000 Einsparungen |
| Jährliche Wartungskosten Vorbeugende, korrektive Reparatur, Teileaustausch |
$24,000 | $31,000 | $38,000 | $105.000 Einsparungen gegenüber RCO |
| Verbrauchsmaterialien & Katalysator Keramische Medien, Katalysator, sonstige Verbrauchsmaterialien |
$3,500 | $4,200 | $28,000 | $367.500 Einsparungen gegenüber RCO |
| Gesamtbetriebskosten über 15 Jahre Nettobarwert bei einem Diskontsatz von 6% |
$2,815,000 | $3,950,000 | $3,420,000 | $1.135.000 Vorteil |
Wichtigstes wirtschaftliches Ergebnis: Amortisationsanalyse des RTO-Systems
Die zusätzliche Investition von $200.000 in eine hocheffiziente RTO-System Im Vergleich zu einer herkömmlichen Konstruktion wird die Zeit in etwa 3,2 Jahre allein durch operative Einsparungen. Über eine Betriebsdauer von 15 Jahren hinweg ist die hohe Effizienz RTO Sie bietet einen Nettogegenwartswertvorteil von über 1,1 Millionen INR gegenüber herkömmlichen thermischen Oxidationstechnologien. Unter Einbeziehung der potenziellen Einnahmen aus der Abwärmenutzung (typischerweise 50.000 bis 150.000 INR jährlich, abhängig von den lokalen Energiekosten) ist die wirtschaftliche Argumentation für fortschrittliche Technologien überzeugend. RTO-Technologie wird für die meisten industriellen Anwendungen überaus überzeugend.
3.2 Methodik zur finanziellen Rechtfertigung des RTO-Systems
Entwicklung einer soliden finanziellen Begründung für RTO-System Die Implementierung erfordert ein strukturiertes Vorgehen, das sowohl quantitative als auch qualitative Vorteile erfasst. Die Methodik sollte mit der Erstellung einer umfassenden Ausgangsbasis beginnen, in der die aktuellen Kosten der VOC-Kontrolle, die Energieverbrauchsmuster, die Wartungskosten und der Status der Einhaltung der Vorschriften dokumentiert werden. Anschließend sollte eine detaillierte technische Spezifikation für das vorgeschlagene System erstellt werden. RTO-System Es muss ein umfassendes Konzept entwickelt werden, das alle damit verbundenen Kosten und Leistungsgarantien einschließt. Die Finanzanalyse sollte anschließend mehrere Szenarien modellieren, die unterschiedliche Energiepreissteigerungsraten (typischerweise 3–51 Tsd. pro Jahr), potenzielle regulatorische Änderungen und verschiedene betriebliche Annahmen berücksichtigen.
Wichtige Finanzkennzahlen für RTO-System Die Bewertung umfasst Nettobarwert (NPV)was sich positiv auf realisierbare Projekte auswirken sollte; Interner Zinsfuß (IRR), was typischerweise 20-35% für gut konzipierte Systeme übersteigt RTO-Investitionen; Und Rabattierte AmortisationszeitDie Lebensdauer beträgt in der Regel 2,5 bis 4,5 Jahre für korrekt spezifizierte Systeme. Darüber hinaus sollte die Analyse potenzielle Risiken berücksichtigen. RTO-System Zu den Einnahmequellen zählen die Monetarisierung von Abwärme, die Generierung von CO₂-Zertifikaten in regulierten Märkten und die Vermeidung von Kosten für die Einhaltung immer strengerer Emissionsvorschriften. Qualitative Faktoren wie verbesserte Nachhaltigkeitsbewertungen, optimierte Beziehungen zur lokalen Gemeinschaft und ein reduziertes regulatorisches Risiko sollten ebenfalls dokumentiert werden, da sie Investitionsentscheidungen in modernen Produktionsunternehmen zunehmend beeinflussen.

Kapitel 4: Optimierung des RTO-Systemdesigns und technische Überlegungen
Frage 1: Wie entwirft man RTO-Systeme für halogenierte VOC-Ströme?
Technische Herausforderung: Halogenierte Verbindungen (chlorierte, fluorierte, bromierte VOCs) stellen besondere Herausforderungen dar für RTO-Systeme aufgrund der Bildung saurer Verbrennungsnebenprodukte (HCl, HF, HBr) und der potenziellen Dioxin-/Furanbildung unter bestimmten Bedingungen.
Umfassende RTO-Designlösung:
- Materialauswahl: Für alle Bauteile im Heißbereich, die Temperaturen über 300 °C ausgesetzt sind, ist Edelstahl 310S oder Inconel 625 vorzusehen. Keramische Medien sollten säurebeständig sein und einen minimalen Eisengehalt aufweisen, um die katalytische Dioxinbildung zu reduzieren.
- Temperaturmanagement: Die Temperatur in der Brennkammer sollte zwischen 850 und 950 °C gehalten werden, bei einer Verweilzeit von mindestens 2,0 Sekunden, um eine vollständige Zerstörung zu gewährleisten und gleichzeitig die Dioxinbildung im Bereich der „De-novo-Synthese“ (250–450 °C) zu minimieren.
- Integration des Quenchsystems: Installieren Sie nach dem RTO Die Abgase werden innerhalb von 0,5 Sekunden von 850 °C auf unter 200 °C schnell abgekühlt, wodurch die Gaszusammensetzung effektiv „eingefroren“ wird, bevor sich Dioxine bilden können.
- Sekundärbehandlung: Folgen Sie dem RTO-System mit einem Festbettwäscher unter Verwendung einer 15-20% Ätzlösung zur Entfernung von sauren Gasen, wodurch eine HCl/HF-Entfernungseffizienz von >99,5% erreicht wird.
- Kontinuierliche Überwachung: Implementieren Sie eine kontinuierliche Emissionsüberwachung sowohl für VOCs als auch für saure Gase mit automatischer Systemanpassung auf Basis von Echtzeitmessungen.
Frage 2: Optimale RTO-Systemkonfiguration für variable Prozessbedingungen?
Operative Realität: Bei den meisten industriellen Prozessen kommt es aufgrund von Produktionsplanung, Chargenbetrieb oder Anlagenzyklus zu erheblichen Schwankungen im Abgasvolumen, der VOC-Konzentration und der Zusammensetzung.
Erweiterte RTO-Systemkonfigurationsstrategien:
- Mehrbett-RTO-Designs: Setzen Sie 3-, 5- oder sogar 7-Bett-Wohnungen um. RTO-Konfigurationen Um eine flexible Betriebsführung zu gewährleisten, ermöglichen zusätzliche Filterbetten ein häufigeres Umschalten der Ventile bei hohen Konzentrationen (wodurch der VOC-Schlupf reduziert wird) und die Isolierung der Filterbetten bei niedrigen Durchflussbedingungen.
- Integration von Frequenzumrichtern (VFD): Alle großen Fans in der RTO-System sollten mit Frequenzumrichtern ausgestattet sein, die von Differenzdrucksensoren gesteuert werden und eine automatische Luftstromanpassung bei gleichzeitiger Aufrechterhaltung optimaler Druckprofile ermöglichen.
- Prädiktive Regelungsalgorithmen: Implementieren Sie eine modellprädiktive Regelung (MPC), die historische Daten und Echtzeit-Prozesseingaben nutzt, um Änderungen vorherzusehen und vorab anzupassen. RTO-System Parameter.
- Hybride Systemansätze: Bei Prozessen mit extremer Variabilität (z. B. 10:1-Regelverhältnis) sollten Sie Hybridsysteme in Betracht ziehen, die … kombinieren. RTO-Technologie mit Konzentrationstechnologien für optimale Wirtschaftlichkeit.
Maßgeschneiderte, außergewöhnliche RTO-Lösungen für Ihr Unternehmen
Mithilfe dieses Leitfadens haben Sie gelernt, wie moderne Regenerative thermische Oxidation Technologie wandelt Umweltauflagen in erhebliche wirtschaftliche Vorteile um. Von einer Wärmerückgewinnungseffizienz von über 951 TP3T bis hin zu VOC-Abbauraten von über 991 TP3T, von technischen Lösungen für komplexe Betriebsbedingungen bis hin zu Amortisationszeiten von 3–4 Jahren –RTO hat





















