Resumen ejecutivo: Por qué los principales fabricantes eligen la tecnología RTO
Los oxidadores térmicos regenerativos (RTO) representan el Estándar de oro en el tratamiento industrial de COVCombinando una eficiencia de destrucción excepcional (típicamente 99%+) con una capacidad de recuperación de energía sin precedentes (95%+). Para gerentes de planta, ingenieros ambientales y responsables de sostenibilidad que buscan un control de emisiones rentable y que cumpla con las normas, esta guía completa ofrece información práctica sobre la selección, operación y optimización de RTO.
Parte 1: El avance de ingeniería detrás de la eficiencia del RTO
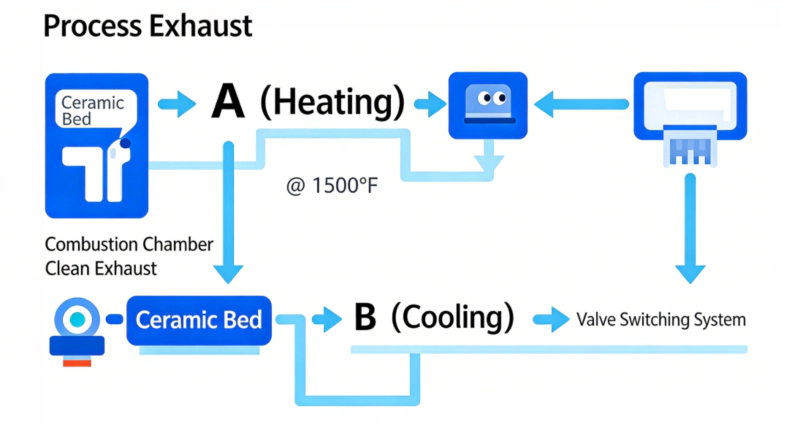
Cómo funciona la tecnología RTO: el principio del ciclo térmico
A diferencia de los oxidadores térmicos tradicionales que desperdician calor, los sistemas RTO utilizan medios de intercambio de calor cerámicos en múltiples cámaras para crear un ciclo continuo de recuperación de calor:该循环过程可在 VOC 浓度低至 1,5-2,0 g/m³ 的情况下实现自热运行,与传统系统相比,可节省高达 90% 的补充燃料成本.
Indicadores clave de rendimiento para aplicaciones industriales
| Parámetro | RTO estándar | RTO de alta eficiencia | Promedio de la industria |
|---|---|---|---|
| Tasa de destrucción de COV | 98-99% | 99.0-99.5% | 95-97% |
| Eficiencia de recuperación de calor | 93-95% | 95-97% | 85-90% |
| Caída de presión | 3,0-4,0″ de ancho de banda | 2,0-2,5″ de ancho de banda | 4.0-6.0″ de ancho de banda |
| Concentración autosostenible | 1,8-2,2 g/m³ | 1,5-1,8 g/m³ | 2,5-3,5 g/m³ |
Parte 2: Aplicaciones de RTO específicas de la industria y estudios de casos
Procesamiento químico: tratamiento de corrientes complejas de COV
Desafío: Fabricación farmacéutica con disolventes clorados y carga variable
Solución: RTO de 3 cámaras con predepurador y monitorización DRE
Resultados: 99.2% DRE se mantuvo a pesar de las relaciones de reducción de 4:1, logrando un ROI de 11 meses
Impresión y recubrimiento: alto volumen, baja concentración
Desafío: Impresión offset web con emisiones de tolueno/MEK de 0,8-1,2 g/m³
Solución: Sistema híbrido concentrador rotatorio + RTO
Resultados: 96% reducción energética general, puntos de certificación LEED obtenidos
Alimentos y bebidas: gestión de olores y emisiones de etanol
Desafío: Emisiones de etanol de la fermentación de 1,5-3,0 g/m³ con problemas de olor
Solución: RTO de 2 camas con recuperador térmico integrado
Resultados: Eliminación de olores en un 99,5%, reducción del consumo de gas natural en un 82%
Parte 3: Marco de selección de RTO de 7 pasos
Paso 1: Caracterización integral del flujo
- Cromatografía de gases Análisis del perfil de COV específico
- Monitoreo continuo de variabilidad de la concentración
- Carga de partículas evaluación (fundamental para la selección de medios)
Paso 2: Análisis de la configuración de la tecnología
Árbol de decisión: 1. Concentración de COV 4,0 g/m³ → Evalúe la recuperación de calor suplementaria 4. Alto contenido de halógenos → Requiere materiales de construcción especializados
Paso 3: Modelado del costo total de propiedad
Comparación del TCO de 5 años para un sistema de 30 000 SCFM:
| Componente de costo | RTO tradicional | RTO de alta eficiencia | Ahorros |
|---|---|---|---|
| Inversión de capital | $850,000 | $1,050,000 | -$200,000 |
| Costo anual de combustible | $185,000 | $42,000 | +$143.000/año |
| Mantenimiento anual | $35,000 | $28,000 | +$7,000/año |
| Total de 5 años | $2,050,000 | $1,436,000 | +$614,000 |
Pasos 4-7: Instalación, puesta en marcha y optimización
Protocolos detallados para el diseño de conductos, sistemas de seguridad, procedimientos de arranque y programación de mantenimiento predictivo.
Parte 4: Estrategias avanzadas de optimización del RTO
Implementación de gemelos digitales
Modelos de simulación en tiempo real que predicen la respuesta del sistema a los cambios del proceso, lo que permite:
- Mantenimiento predictivo de válvulas programación
- Punto de ajuste de temperatura óptimo ajuste para condiciones variables
- Previsión del consumo energético con precisión 94%
Automatización del monitoreo y reporte de emisiones
Los RTO modernos se integran con sistemas de monitorización continua de emisiones (CEMS) a:
- 生成自动合规报告(第五章,NESHAP)
- 向企业ESG平台提供实时数据
- 启用远程监管机构访问

Parte 5: Desafíos y soluciones comunes de implementación
Desafío 1: Ensuciamiento por partículas en medios cerámicos
Solución: Implemente filtración de múltiples etapas con monitoreo de presión diferencial y ciclos automatizados de limpieza por pulsos.
Desafío 2: Condiciones de proceso variables
Solución: Algoritmos de control avanzados que utilizan aprendizaje automático para adaptarse a las cargas cambiantes de COV manteniendo la eficiencia de destrucción.
Desafío 3: Degradación de materiales a alta temperatura
Solución: Utilice acero inoxidable 310S o Inconel para componentes críticos en servicio halogenado con monitoreo continuo de corrosión.
Parte 6: Cumplimiento normativo y beneficios de sostenibilidad
Cumplimiento de estándares globales
- EE.UU: Cumplimiento de NESHAP, MACT y Título V
- UE: Cumplimiento de las MTD en virtud de los IED
- Asia: Requisitos de la Iniciativa Cielo Azul de China
Reducción de carbono e impacto ESG
Un sistema RTO correctamente optimizado puede:
- Reducir Emisiones de alcance 1 por 90-99%
- Más bajo huella de carbono operativa entre 1.000 y 5.000 toneladas de CO₂e al año
- Contribuir a Certificaciones LEED, BREEAM o Green Factory
- Generar créditos de carbono en mercados regulados
Parte 7: Tendencias futuras y hoja de ruta tecnológica
Desarrollos de RTO de próxima generación
- Materiales de cambio de fase Reemplazo de medios cerámicos por 40% de mayor densidad energética
- Intercambiadores de calor fabricados con aditivos con dinámica de fluidos optimizada
- Sistemas de control autónomos Uso de IA para la optimización en tiempo real
- Diseños modulares montados sobre patines reduciendo el tiempo de instalación en 60%
Orientación profesional: cuándo contratar especialistas en RTO
Banderas rojas en las propuestas de los proveedores
- Falta de garantías de rendimiento específicas del sitio
- No pruebas piloto ofrecido para transmisiones únicas
- Insuficiente plantas de referencia en su industria
- Impreciso términos de garantía y servicio
La lista de verificación de diligencia debida
- Pedido Modelado CFD del diseño propuesto
- Verificar pruebas de rendimiento de terceros en aplicaciones similares
- Revisar requisitos de mantenimiento preventivo
- Confirmar capacidades de monitoreo remoto
- Evaluar disponibilidad de repuestos y plazos de entrega
Conclusión: RTO como inversión estratégica
Los oxidadores térmicos regenerativos modernos han evolucionado desde dispositivos de control de la contaminación hasta activos estratégicos que brindan cumplimiento normativo, recuperación de energía, liderazgo en sostenibilidad y resiliencia operativa a lo largo de su vida útil de más de 20 años.
¿Está listo para evaluar el RTO para sus instalaciones?
Contacte con nuestro equipo de ingeniería para:
- Evaluación de viabilidad específica del sitio
- Diseño de un programa de pruebas piloto
- Análisis del coste total de propiedad
- Revisión del cumplimiento normativo
Las decisiones basadas en datos comienzan con un análisis exhaustivo.





















