En los Países Bajos, desde el Parque Biocientífico de Leiden a los clusters farmacéuticos en OssLa gestión de los compuestos orgánicos volátiles (COV) se ha convertido en un pilar fundamental para la continuidad del negocio. A medida que el gobierno neerlandés endurece la aplicación de la normativa... Activiteitenbesluit milieubeheer (Decreto de Actividades), el Oxidador térmico regenerativo (RTO) Ha surgido como la tecnología líder para los fabricantes de cápsulas blandas e inyectables debido a su incomparable recuperación de energía y eficiencia de destrucción.
¿Qué es un RTO? (Oxidador Térmico Regenerativo)
Un RTO es un sistema ambiental industrial avanzado diseñado para descomponer oxidativamente contaminantes orgánicos (COV) a altas temperaturas, generalmente entre 815°C y 980°C.
Principio básico de funcionamiento
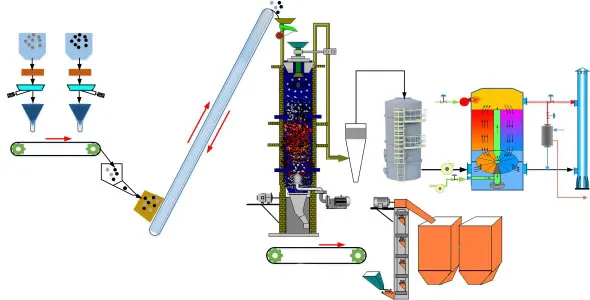
La lógica operativa de un RTO se centra en “Oxidación a alta temperatura + Regeneración térmica de alta eficiencia“:
- Fase de oxidación:Los COV ingresan a la cámara de combustión donde la energía térmica descompone las moléculas orgánicas en compuestos inofensivos. Dióxido de carbono ($CO_2$) y Vapor de agua ($H_2O$).
- Fase de regeneración:El sistema utiliza herramientas especializadas medios de intercambio de calor cerámicosA medida que sale el gas caliente purificado, el calor es absorbido por la cerámica; cuando el gas crudo frío ingresa al siguiente ciclo, el calor almacenado precalienta la corriente entrante.
- Operación cíclica:La conmutación precisa de válvulas mantiene la eficiencia térmica, lo que a menudo permite que el sistema logre “funcionamiento autotérmico” (manteniendo la oxidación sin combustible auxiliar) en concentraciones específicas de COV.
Parámetros técnicos básicos del RTO
El rendimiento de un RTO se define mediante varias métricas de ingeniería críticas. Estos parámetros determinan el cumplimiento de la normativa holandesa. NeR (Directrices de emisiones de los Países Bajos) o de EE. UU. Agencia de Protección Ambiental normas.
Tabla de referencia de parámetros clave
| Métrica técnica | Rango de parámetros | Impacto en el rendimiento | Estándar de referencia |
|---|---|---|---|
| Temperatura de funcionamiento | 815 – 980 °C (1500 – 1800 °F) | Dicta la integridad termodinámica de la destrucción de COV. | EPA 452/B-02-001 |
| Destrucción de COV (DRE) | ≥ 99% (hasta 99,9%) | Garantiza que las emisiones se mantengan por debajo del estricto límite de 20 mg/m³. | Directiva 2010/75/UE sobre la eliminación de residuos peligrosos de la UE |
| Recuperación térmica (TER) | 95% – 97% | Reduce directamente el consumo de gas natural/combustible auxiliar. | Documentos técnicos sobre la industria energética |
| Tiempo de residencia del gas | 0,5 – 1,0 segundos | Asegura la descomposición molecular completa en la zona caliente. | Modelado cinético químico |
| Capacidad de flujo | 2000 – 80 000+ scfm | Define el rendimiento del procesamiento físico de la unidad. | Códigos de diseño de ingeniería |
| Resistencia del sistema (ΔP) | 2500 – 4500 Pa | Afecta el consumo de energía del ventilador principal. | Cálculo de dinámica de fluidos |
| Tasa de fuga de la válvula | <0,1% | Evita que el gas de derivación sin tratar entre en la chimenea. | Diseño de válvula de retención sin fugas |

Análisis técnico profundo
- Eficiencia de destrucción:Para disolventes farmacéuticos como isopropanol o Etanol, 99%+ DRE es obligatorio. Una temperatura inferior a 760 °C reduce significativamente la eficiencia y puede generar subproductos de combustión incompleta, como el monóxido de carbono.
- Recuperación de energía:Un TER de 95%+ significa que la diferencia de temperatura entre el gas de entrada y el de salida es mínima (normalmente 30-50 °C), lo que es crucial en mercados con altos costos de energía como la UE.
Características de la aplicación, ventajas y limitaciones
1. El caso de uso ideal: Alto volumen, concentración baja a media
Los RTO destacan en entornos farmacéuticos con flujos de aire superiores a 5000 1TP₄₂Tm³/h₄₂T. Dado que los requisitos de las BPM exigen altas tasas de ventilación, el escape resultante suele ser de gran volumen pero diluido, lo que se adapta perfectamente a la lógica regenerativa del RTO.
2. Ventajas estratégicas fundamentales
- ROI energético excepcionalEn el “punto autotérmico”, los COV actúan como combustible principal, lo que hace que el proceso sea casi autosostenible.
- OPEX más bajoLos costos operativos a largo plazo son entre un 60 y un 80% más bajos que los de los oxidadores térmicos tradicionales (TO).
- Descarbonización:Al minimizar el uso de combustibles fósiles, las RTO se alinean con la iniciativa holandesa Klimaatakkoord (Objetivos del Acuerdo Climático).
3. Limitaciones y mitigación
- Riesgos de alta concentración:Si las concentraciones superan 25% LEL, el sistema corre el riesgo de sobrecalentarse. Solución:Utilice bypass de gas caliente o dilución con aire fresco.
- Incrustaciones de partículas:El polvo farmacéutico o las nieblas de aceite pueden obstruir la cerámica. Solución:Instalar prefiltración de alta eficiencia (por ejemplo, G4+F7+H13).
Componentes críticos y soporte del ecosistema
- Medios cerámicosCerámica de panal de alta densidad o mullita. Una gran superficie es clave para la transferencia de calor.
- Válvulas de conmutación (válvulas de asiento):Deben ser válvulas neumáticas de cero fugas para evitar que el gas sin tratar se escape.
- Quemadores:Los quemadores moduladores (por ejemplo, Maxon o Eclipse) proporcionan un control preciso durante el arranque.
- Recuperación de calor secundaria:Redireccionar el calor residual a los sistemas de HVAC de la fábrica o a los sistemas de precalentamiento de agua para lograr la máxima eficiencia.
Comparación de marcas RTO convencionales
| Marca | Fuerza central | TER / DRE | Lógica de decisión |
|---|---|---|---|
| Dürr (Ecopure) | Ingeniería alemana; ultraestable. | 97% / 99.9% | Ideal para grupos farmacéuticos de alto presupuesto y alto riesgo. |
| Poder eterno | Fuerte integración; experto en nichos de mercado en cápsulas blandas e inyectables. | 96% / 99.5% | Mejor para Costo-Rendimiento y patines industriales especializados. |
| Anguila | Experiencia en escapes corrosivos/halogenados. | 95% / 99% | Ideal para síntesis/purificación química compleja. |
Contexto regulatorio global y SEO local (Países Bajos)
1. Mercado de los Países Bajos y la UE
En los Países Bajos, la ILT (Inspección de Medio Ambiente Humano y Transporte) aplica planes estrictos de gestión de COV.
- Cumplimiento: Directiva sobre emisiones industriales (DEI) de la UE.
- Subvenciones:Las empresas holandesas pueden aprovechar EIA (Energie-investeringsaftrek) para obtener deducciones fiscales significativas sobre las inversiones en RTO.
2. Puntos de referencia globales
- EE.UU:Regulado por el método 25A de la EPA.
- Porcelana:Las normas GB 37822-2019 hacen que los RTO sean un requisito previo para el ingreso a los parques químicos.
Experiencia de campo y estudios de casos
Perspectiva de campo: La lección de la “obstrucción”
En un proyecto en Brabante SeptentrionalObservamos un pico de caída de presión en el plazo de tres meses.
- El problema:Las trazas de aceite provenientes de la producción de cápsulas blandas se carbonizaban en la superficie de cerámica.
- La solución: Modernización de un sistema de filtración de tres etapas y un ciclo automático de “horneado”.
- Lección:El pretratamiento es el “corazón” que determina la vida útil de su RTO.
Caso práctico: Importante empresa farmacéutica holandesa (50.000 $m^3/h$)
- Fondo:Altos costos operativos provenientes de lechos de carbón y emisiones inestables de etanol.
- Solución:RTO de 3 torres + Recuperación de energía secundaria.
- Resultados:DRE se estabilizó en 99,5%; se superó el ahorro anual de gas natural €120,000.
Tendencias futuras: la próxima generación de RTO
- RTO + Captura de Carbono (CCUS):Captura de $CO_2$ limpio para su uso en invernaderos holandeses.
- Quemadores preparados para hidrógeno:Transición hacia combustibles auxiliares con cero emisiones de carbono.
- Mantenimiento de IA:Uso del aprendizaje automático para predecir fluctuaciones de carga y optimizar los ciclos de las válvulas.
Conclusión:Para las empresas farmacéuticas holandesas y mundiales, una alta especificación RTO no es sólo un coste medioambiental: es un activo estratégico para lograr una visión de “Fábrica Verde”.





















