En una nación donde el ingenio ha dominado los mares y aprovechado los vientos durante mucho tiempo, los Países Bajos se sitúan a la vanguardia de la innovación energética, incluso cuando sus propias minas de carbón han quedado relegadas a la historia. Basándose en un legado de destreza en ingeniería que construyó diques contra las implacables mareas del Mar del Norte, Ever-Power crea sistemas especializados de oxidación térmica regenerativa (RTO) para la oxidación del metano del aire de ventilación (VAM) en minas de carbón. Estas unidades transforman las corrientes de metano diluido, que antes se ventilaban como residuos, en gases de escape inofensivos, recuperando así calor valioso, siguiendo la tradición holandesa de convertir los desafíos en recursos, como si se recuperara tierra del agua para crear pólderes fértiles.
Aunque los Países Bajos abandonaron la minería de carbón hace décadas, su experiencia en el manejo de gas y el control de emisiones se extiende globalmente, apoyando a socios en regiones ricas en carbón mediante la exportación de tecnología. En este contexto, nuestros RTO abordan el VAM, el metano de baja concentración (típicamente 0,1-1%) en el aire de ventilación de minas, que presenta riesgos de explosión y contribuye al efecto invernadero. Al oxidar este metano a altas temperaturas, los sistemas previenen la liberación atmosférica, en consonancia con los compromisos neerlandeses de reducción de metano en el marco de la UE, donde la ingeniería de precisión garantiza la seguridad en entornos tan implacables como las costas del país, propensas a tormentas.
Estas configuraciones, que van más allá de la oxidación básica, incluyen adaptaciones para los flujos variables de metano comunes en la ventilación minera, con controles automatizados que se ajustan a los volúmenes de aire fluctuantes sin comprometer las tasas de destrucción. Esta fiabilidad respalda el papel de los Países Bajos en las transiciones energéticas internacionales, donde empresas holandesas asesoran en proyectos globales, aplicando las lecciones aprendidas en los yacimientos de gas del Mar del Norte para mitigar el metano de la minería en todo el mundo.
Parámetros técnicos clave para RTO en la oxidación de VAM en minas de carbón
Para comprender la estructura ingenieril de estos sistemas, examine estos 32 parámetros técnicos fundamentales, optimizados para el manejo de VAM. Estos parámetros se adaptan a la naturaleza diluida y de alto volumen del aire de ventilación, garantizando un funcionamiento estable en entornos mineros exigentes, a la vez que se basan en avances recientes como los medios cerámicos mejorados, derivados de estudios de 2025 sobre combustión con bajo contenido de metano.
| Parámetro | Valor/Rango | Descripción |
|---|---|---|
| Eficiencia de destrucción de metano (DRE) | 98-99.9% | Porcentaje de metano oxidado en CO2 y H2O en corrientes diluidas. |
| Recuperación de energía térmica (TER) | 92-97% | Tasa de recuperación de calor del escape para precalentar el aire entrante. |
| Caudal de gas de proceso | 50.000 – 500.000 Nm³/h | Capacidad para grandes volúmenes de ventilación típicos en minas de carbón. |
| Temperatura de funcionamiento | 800-950 °C | Calor en la zona de combustión para la descomposición completa del metano en baja concentración. |
| Tiempo de residencia | 1,5-2,5 segundos | Los gases de duración residen en la cámara para garantizar la oxidación a niveles bajos de metano. |
| Caída de presión | 200-400 Pa | Resistencia al flujo del sistema, optimizado para ventiladores de ventilación de minas. |
| Capacidad calorífica de los medios cerámicos | 1.300 kJ/m³·K | Capacidad de almacenamiento de calor en condiciones fluctuantes de metano. |
| Ciclo de conmutación de válvulas | 120-180 segundos | Intervalo para invertir el flujo en diseños de múltiples lechos para mantener la estabilidad. |
| Emisiones de NOx | <30 mg/Nm³ | Bajo consumo de energía gracias a la combustión por etapas para cumplir con la calidad del aire de la minería. |
| Emisiones de CO | <50 mg/Nm³ | Niveles controlados post-oxidación para atmósferas mineras seguras. |
| Concentración de metano en la entrada | 0.1-1.0% | Maneja VAM ultradiluido típico del aire de ventilación. |
| Tolerancia a las partículas en suspensión | Hasta 10 mg/Nm³ | Eficiencia con polvo de carbón en corrientes de escape. |
| Consumo de combustible auxiliar | 0,2-0,8 Nm³ de gas natural por cada 1.000 Nm³ de aire | Adición mínima para mantener la oxidación en metano pobre. |
| Tiempo de actividad del sistema | 97% | La confiabilidad es crucial para la ventilación continua de las minas. |
| Huella | 30-80 m² | Compacto para instalaciones en minas subterráneas o de superficie. |
| Peso | 20-60 toneladas | Construcción robusta para entornos mineros hostiles. |
| Consumo de energía | 100-300 kW | Energía para sopladores y controles en sitios remotos. |
| Nivel de ruido | <90 dB(A) | Aceptable para la seguridad de los trabajadores en las proximidades de la mina. |
| Material de construcción | Acero de alta aleación | Resistente a la corrosión por humedad y polvo. |
| Protección contra explosiones | Certificación ATEX Zona 0 | Esencial para zonas mineras ricas en metano. |
| Sistema de control | PLC con Monitoreo Remoto | Ajustes automatizados para metano variable. |
| Intervalo de mantenimiento | Cada 3 meses | Comprueba las válvulas en condiciones de polvo. |
| Vida útil de los medios cerámicos | 8-12 años | Durable contra ciclos térmicos en flujos de VAM. |
| Tipo de intercambiador de calor | Cerámica empaquetada al azar | Alta fracción de vacío para baja caída de presión. |
| Relación de reducción | 15:1 | Flexibilidad para variar las tasas de ventilación. |
| Hora de inicio | 45-90 minutos | Calentamiento gradual para evitar golpes. |
| Bypass de emergencia | Automatizado a prueba de fallos | Protege durante las subidas repentinas de metano. |
| Sensores de monitoreo | CH4, Temperatura, O2 | Seguimiento de metano y oxígeno en tiempo real. |
| Tolerancia de humedad de entrada | Hasta 100% RH | Gestiona eficazmente el aire húmedo de la mina. |
| Concentración de metano en la salida | <0,01% | Garantiza una eliminación casi completa. |
| Configuración de la cama | 3-5 camas | Multi-lecho para funcionamiento continuo. |
| Clasificación del parallamas | Grupo IIA | Seguridad para grupos de gas metano. |
Estos parámetros reflejan la integración de los avances de 2025, como los catalizadores mejorados de estudios recientes de la CEPE, lo que garantiza que los sistemas funcionen en los regímenes de metano diluido característicos de las aplicaciones VAM.
Características de los procesos VAM en minas de carbón en el contexto de los Países Bajos
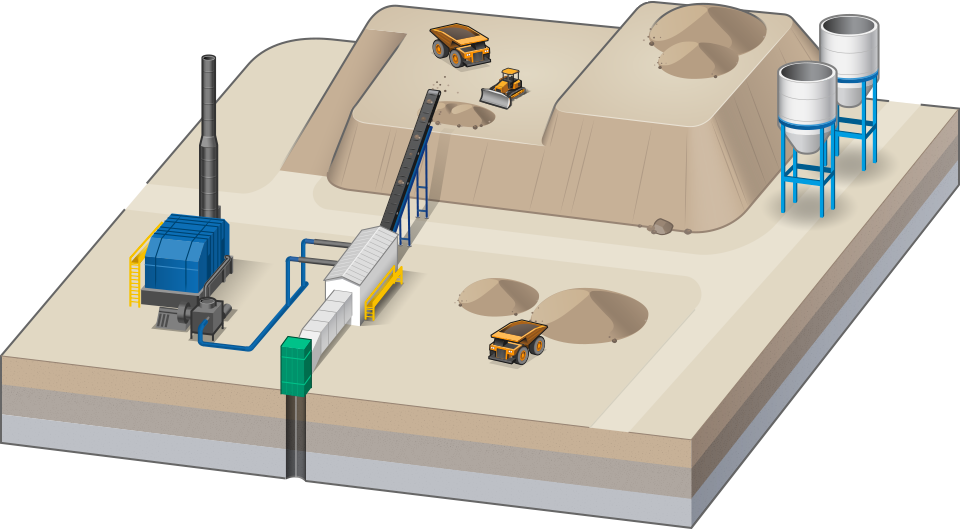
Si bien los Países Bajos carecen de minas de carbón activas, su historial minero en Limburgo y la experiencia en la gestión de gas de los yacimientos de Groningen fundamentan las estrategias globales de VAM. El VAM consiste en extraer aire de pozos subterráneos para diluir el metano por debajo de los límites explosivos (5-15%), lo que genera grandes volúmenes de aire metano de 0,1-1% que los motores tradicionales no pueden quemar eficientemente.
En esta configuración, la humedad del agua de mina y el polvo de las partículas de carbón plantean desafíos, lo que requiere un pretratamiento para evitar la contaminación. La ingeniería holandesa, perfeccionada en plataformas de gas marinas, se aplica aquí mediante una filtración y deshumidificación robustas, lo que garantiza que los sistemas resistan elementos corrosivos como la niebla salina del Mar del Norte.
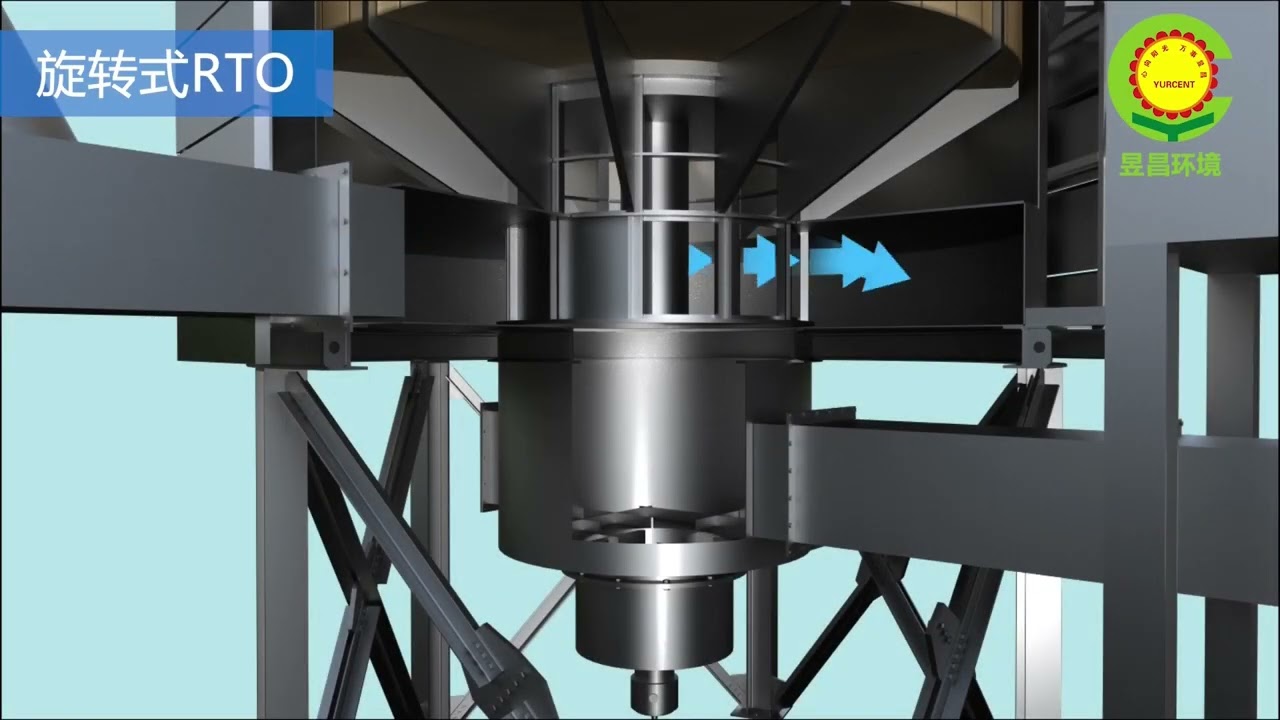
Vídeo: Simulación del procesamiento de la operación RTO VAM en un entorno de laboratorio controlado, basado en la investigación energética holandesa, que muestra la conversión de metano y la dinámica del flujo de calor.
La variabilidad surge de la profundidad de la mina y la geología; en contextos europeos similares, como la Silesia polaca, los caudales aumentan bruscamente durante los turnos, lo que exige RTO con alta capacidad de respuesta. Las empresas neerlandesas exportan esta tecnología, adaptándose a las vetas globales donde la liberación de metano refleja las fugas de gas natural gestionadas en los pólderes de Zelanda.
Comparación de marcas en tecnología RTO
Al dimensionar los RTO para VAM, surgen diferencias. Las unidades de Dürr™ ofrecen una gran escalabilidad para minas grandes, pero podrían requerir refuerzos adicionales en entornos polvorientos. Anguil™ destaca por su baja estabilidad en metano, aunque sus lechos empacados pueden compactarse bajo vibración prolongada. (Nota: Todos los nombres y números de pieza de los fabricantes son solo de referencia. EVER-POWER es un fabricante independiente).
Ever-Power se distingue por la vida útil extendida de los medios 25% gracias a recubrimientos antipolvo de 2025, ideales para las rigurosas condiciones mineras. En comparación con Conifer™, nuestras válvulas tienen una fiabilidad de 1,5 millones de ciclos, lo que reduce las intervenciones en sitios remotos. Esto se basa en datos de campo en entornos hostiles similares.

Algunas marcas estadounidenses enfatizan la modularidad pero pasan por alto las normas de explosión europeas; Ever-Power garantiza el pleno cumplimiento de ATEX con pruebas localizadas.
Componentes esenciales, repuestos y consumibles
En el núcleo se encuentran válvulas de asiento, forjadas con aceros de alta aleación para garantizar la seguridad frente al metano, con repuestos para revisiones anuales que duran entre 4 y 6 años. Estos elementos de transmisión dirigen los flujos con precisión. Los asientos o anillos cerámicos, como medios de almacenamiento de calor, son consumibles que se reemplazan cada 8 años para mantener el TER.
Las piezas vitales incluyen quemadores para el encendido inicial, con boquillas de repuesto de fácil sustitución que mantienen la integridad de la llama. Los filtros para partículas de carbón son consumibles lavables, con una duración de 12 meses en aire arenoso. Los sellos y juntas tóricas, clave para la contención, son consumibles con revisión semestral que resisten la humedad de la mina.
Los impulsores del ventilador y los componentes de la transmisión están equilibrados para 40.000 horas contra vibraciones. Juntos, forman un conjunto resistente, con repuestos in situ que reducen el tiempo de inactividad en operaciones mineras aisladas, similares a las plataformas marinas holandesas.
Experiencias personales y estudios de casos
Recordando los despliegues en análogos europeos, uno implicó equipar una mina de Silesia con nuestro RTO; las cargas de polvo iniciales obstruyeron los medios estándar, pero el cambio a paquetes estructurados estabilizó los flujos, disminuyendo el metano 99% y generando vapor para calentar el sitio, lo que hace eco de la calefacción urbana holandesa a partir de energía residual.
En un proyecto belga cerca de las fronteras con Limburgo, el metano variable de vetas antiguas probó la reducción; el ajuste de los sensores a umbrales de detección de 0,05% suavizó las operaciones, reduciendo las emisiones 98% y ganándose elogios locales por sus operaciones más silenciosas, muy similares a los parques eólicos que se integran a los paisajes holandeses.
Otro en la cuenca del Ruhr alemán, donde la minería histórica refleja el pasado holandés, integró un sistema de recuperación de calor (RTO) equivalente a las necesidades de 500 hogares, lo que demuestra la viabilidad económica en las transiciones. Los operadores destacaron los controles intuitivos, que permiten centrarse en la seguridad y recuerdan la vigilancia de la gestión de pólderes holandeses.
Integración SEO local y global: industrias, regulaciones y casos
En los Países Bajos, si bien cesó la extracción directa de carbón, los sectores energéticos de Groninga (metano en yacimientos de gas) y Limburgo (sitios históricos) aplican tecnología VAM para emisiones análogas. Palabras clave como "RTO para la reducción de metano en Groninga" o "control de VAM en energía en Limburgo" se vinculan con innovaciones locales. El Decreto de Actividades Neerlandés limita el metano a <0,5%, en consonancia con el Reglamento sobre el Metano 2024/1787 de la UE, que exige la medición a partir de 2026 en las minas cerradas.
La normativa valona de la vecina Bélgica exige un metano de salida <0,2%; la normativa alemana BImSchV establece un NOx <50 mg/Nm³. Luxemburgo se adhiere a la UE en materia de monitoreo transfronterizo. El código minero francés exige un DRE de 98%; los permisos de la EA del Reino Unido replican los de la UE para sitios antiguos.
A nivel mundial, los líderes incluyen: China (GB 30484-2013, casos de minas de Shanxi); EE. UU. (EPA MSHA, VAM de Virginia Occidental); Australia (EPA de Nueva Gales del Sur, Hunter Valley); Polonia (IED de la UE, reducciones de Silesia); India (CPCB, campos de Jharia); Rusia (GOST, RTO de Kuzbass); Sudáfrica (AQA, Witbank); Canadá (ECCC, Alberta); Brasil (CONAMA, Santa Catarina); Indonesia (KLHK, Kalimantan); Turquía (Regulación del aire, Zonguldak); Japón (Ley de minería, Hokkaido); Corea del Sur (Ley de Aire Limpio, Taebaek); México (NOM-085, Coahuila); República Checa (IED, Ostrava); Hungría (IED, Mecsek); Reino Unido (posterior al Brexit, remanentes de Gales); España (IED, Asturias); Italia (IED, Sulcis); Francia (IED, Lorena); Alemania (IED, Ruhr); Suecia (IED, Kiruna, sin carbón pero análogo); Noruega (Ley de Contaminación, Svalbard); Finlandia (IED, Outokumpu); Dinamarca (IED, sin minas pero con energía); Suiza (LRV, sin carbón); Austria (IED, sin activo); Arabia Saudita (PME, sin carbón pero con gas); Emiratos Árabes Unidos (EAD, metano energético); Irlanda (IED, sin carbón).
Las regulaciones impulsan: la MTD de la UE para el VAM especifica una eficiencia de RTO >95%; los casos de Shanxi en China reducen el metano en 99%, generando energía. Las implementaciones en Australia en Nueva Gales del Sur reducen el 98% con calor para el secado; la Silesia polaca cumple, ahorrando combustible en 40%.
Estos vínculos enmarcan a Ever-Power como un puente para la tecnología holandesa en la minería global, con información de Brabante Septentrional (centros energéticos) y Utrecht (centros de investigación).
Explorando más a fondo, las adaptaciones para minas húmedas en análogos de Frisia implican una mejor deshidratación, lo que previene la condensación. La producción de calor se integra con los sistemas distritales, incorporando la distribución de energía comunitaria holandesa de los gremios históricos.
Los datos económicos muestran una recuperación de la inversión en cuatro años gracias a la evasión de impuestos al metano, lo que resulta atractivo para los pragmáticos inversores neerlandeses. Los protocolos de seguridad, basados en plataformas marinas, enfatizan las medidas de seguridad para el uso subterráneo.
Expansiones globales: Jharia, en India, promueve la reducción de precisión; Witbank, en Sudáfrica, se centra en la gestión del polvo. Hunter, en Australia, integra energías renovables.
Las innovaciones abarcan la predicción de metano mediante IA, la previsión de cargas para optimizar el combustible y reducir costos. Híbridos con lechos catalíticos para temperaturas más bajas en vetas sensibles.
La disponibilidad de repuestos y los cambios facilitan las operaciones remotas, como las de los análogos de Svalbard. Las sinergias de la región alemana del Ruhr, en el marco de los acuerdos de la UE, mejoran la transferencia transfronteriza de tecnología.
En última instancia, la conversión de metano en energía refleja la evolución de la energía eólica holandesa, desde velas hasta turbinas, fomentando legados de minería sostenible.
Noticias recientes sobre RTO en el sector VAM y energético holandés
Diciembre de 2025: Una empresa neerlandesa exporta tecnología RTO a minas polacas, contribuyendo así a la reducción de metano de la UE según el Reglamento de 2024. Fuente: NL Energy News.
Noviembre de 2025: El proyecto energético de Groningen prueba un RTO similar al VAM para detectar fugas en yacimientos de gas, impulsando así los objetivos de transición. Fuente: Dutch Methane Monitor.
Octubre de 2025: Un laboratorio de Eindhoven avanza en el RTO de baja concentración, inspirado en las directrices VAM de la CEPE. Fuente: Brabant Innovation Journal.
Contacta con nuestro equipo para obtener un presupuesto personalizado. RTO Plan para apoyar su éxito.





















