En el corazón de la industria química holandesa, desde las refinerías de Puerto de Róterdam hacia Chemelot Parque industrial en Geleen: el control de emisiones enfrenta un desafío de alto riesgo: cómo gestionar los escapes de “estado no estacionario” de las válvulas de seguridad de presión (PSV/SRV) y los respiraderos de emergencia de las columnas de destilación.
A diferencia de los flujos de aire estables que se encuentran en los talleres de pintura, estas corrientes de escape se caracterizan por ráfagas instantáneas de alta concentración y fluctuaciones violentas del flujo. Como los holandeses Activiteitenbesluit milieubeheer (Decreto de Actividades) refuerza el control de las emisiones no constantes, los oxidadores térmicos regenerativos (RTO) se han convertido en la solución definitiva para que las empresas químicas equilibren la seguridad operativa con el cumplimiento medioambiental.
¿Qué es un RTO para respiraderos de alivio de seguridad?
1. ¿Qué es un RTO?
RTO significa Oxidador Térmico Regenerativo. Utiliza oxidación a alta temperatura (normalmente de 815 °C a 980 °C) para convertir compuestos orgánicos volátiles (COV) en $CO_2$ y $H_2O$. Su principal ventaja reside en la regeneración térmica del medio cerámico, logrando eficiencias de recuperación térmica de entre 95% y 97%.
2. ¿Para qué emisiones de reactores es adecuado?
Está diseñado específicamente para los sectores petroquímico, químico fino y farmacéutico para manejar gases orgánicos complejos de alta concentración generados por Sobrepresión del reactor, alteraciones del proceso o ventilación de emergencia de las partes superiores de las columnas de destilación.
3. ¿Por qué es tan crítico el tratamiento de los gases de cola de la válvula de alivio?
Las antorchas o depuradores tradicionales suelen tener dificultades con los picos repentinos de carga de COV. Un sistema RTO de alto rendimiento no solo garantiza... Eficiencia de eliminación de destrucción (DRE) de más de 99% pero también reduce significativamente la huella de carbono al minimizar el consumo de combustible auxiliar.
Parámetros técnicos básicos de RTO para escenarios de alivio
Un RTO que trata el gas de cola de un reactor nunca es una unidad estándar. Para gestionar fluctuaciones extremas del proceso, sus parámetros técnicos deben diseñarse rigurosamente.
Tabla de parámetros técnicos clave
| Métrica técnica | Rango de parámetros | Impacto en la seguridad y el rendimiento | Estándar de referencia |
|---|---|---|---|
| Temperatura de funcionamiento | 815 – 980 °C | Asegura la destrucción termodinámica completa de hidrocarburos de alta concentración. | EPA 452/B-02-001 |
| Destrucción de COV (DRE) | ≥ 99% | Garantiza el cumplimiento incluso durante eventos de máxima necesidad | Directiva 2010/75/UE sobre la eliminación de residuos peligrosos de la UE |
| Recuperación térmica (TER) | 95% – 97% | Determina la autosuficiencia energética durante períodos de baja carga | Libros blancos sobre energía industrial |
| Tiempo de residencia | 0,5 – 1,0 segundos | Asegura que las moléculas complejas se oxiden completamente en la zona caliente. | Modelado cinético |
| Tiempo de respuesta de LEL | < 1,0 seg | Disparador de protección inmediato al detectar altas concentraciones | Estándares SIS |
| Resistencia del sistema (ΔP) | 2500 – 4500 Pa | Afecta la selección del ventilador y la contrapresión durante el alivio de emergencia | Cálculo de dinámica de fluidos |
| Tasa de fuga de la válvula | <0,1% | Evita que el gas sin tratar pase a la chimenea. | Válvulas de asiento con cero fugas |
Factores críticos de rendimiento:
- Eficiencia de destrucción de COVDurante las explosiones repentinas de las válvulas de seguridad, el RTO debe mantener un perfil de combustión estable. Un sistema de alta calidad requiere un sistema robusto. relación de reducción del quemador para evitar caídas de temperatura.
- Recuperación de energía térmicaLos medios cerámicos eficientes mantienen la temperatura del horno durante las pausas del proceso, evitando el consumo errático de gas natural y estabilizando los costos operativos.
Características del escenario: ventajas y limitaciones
Análisis de escenarios: emisiones en estado no estacionario
Los gases de escape de los reactores y las columnas de destilación a menudo son “intermitente, de gran volumen y de concentración extremadamente alta.”Esto requiere una resistencia excepcional a los impactos por parte del equipo de reducción.
- Ventajas:
- Eficiencia energética excepcional:Durante los eventos pico de COV, el sistema puede entrar en un estado “autotérmico”, generando a menudo un exceso de calor que puede recuperarse.
- SostenibilidadEn comparación con las antorchas abiertas, los RTO reducen drásticamente la huella de carbono y las emisiones $NO_x$, en línea con la legislación holandesa. Klimaatakkoord (Acuerdo sobre el clima).
- Desafíos y limitaciones:
- Riesgos de retroceso/explosión:Las altas concentraciones suponen riesgos de incendio. Solución:Debe incluir tanques de almacenamiento, ventiladores de dilución y detección LEL ultrarrápida.
- Corrosión:Si hay halógenos (cloro, bromo), se requieren cerámicas especiales resistentes a los ácidos y revestimientos internos.
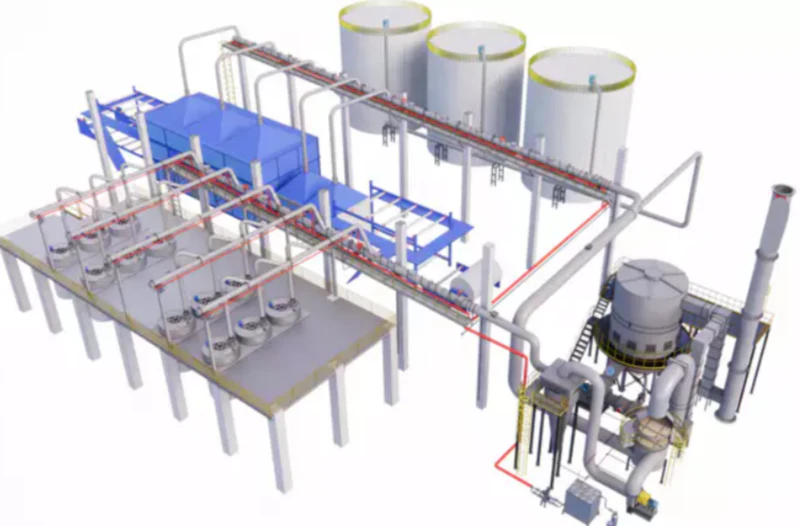
Componentes del sistema RTO y recomendaciones del ecosistema
La estabilidad de los RTO de grado químico depende de componentes del “ecosistema” de alta calidad:
- Medios de intercambio de calor cerámicos:Se recomienda utilizar cerámica en forma de panal o de silla de montar para lograr una gran superficie y una baja caída de presión.
- Válvulas de asiento de conmutación rápidaLos tiempos de respuesta de milisegundos son vitales para gestionar el aumento repentino de un evento de socorro.
- Sistema de derivación de gas caliente:Esencial para ventilar el exceso de energía térmica a una caldera de calor residual cuando las concentraciones de COV alcanzan un máximo más allá del punto autotérmico.
- Monitoreo del LEL (Límite Inferior de Explosividad)Se recomiendan detectores infrarrojos o paramagnéticos duales redundantes para activaciones de seguridad de nivel de milisegundos.
Análisis comparativo de marcas RTO convencionales
| Marca | Fuerza central | Eficiencia (TER/DRE) | Enfoque de la industria | Recomendación |
|---|---|---|---|---|
| Dürr (Ecopure) | Ingeniería alemana; estabilidad absoluta para aplicaciones químicas de alto riesgo. | 97% / 99.9% | Petroquímica, grandes refinerías | Ideal para proyectos de alto presupuesto donde la seguridad es la prioridad #1. |
| Anguila | Décadas de experiencia en el manejo de escapes halogenados corrosivos. | 95% / 99% | Productos químicos finos, pesticidas | Ideal para corrientes químicamente complejas y corrosivas. |
| Poder eterno | Fuerte integración; expertos en sistemas RTO + Recuperación montados sobre patines. | 96% / 99.5% | Farmacéutica, plantas químicas de tamaño mediano | Mejor para Costo-Rendimiento y entrega llave en mano. |
| Taikisha | Control de energía de precisión y emisiones ultrabajas $NO_x$. | 95% / 99% | Automotriz y química integrada | Ideal para escenarios que requieren un uso sofisticado de calor secundario. |
Cumplimiento del mercado global y local (SEO local holandés)
En los Países Bajos, la ILT (Inspección de Medio Ambiente y Transporte) controla los COV en cada uno de los puntos de ayuda de emergencia.
- El mercado holandés:
- Centros: Clústeres químicos en Rotterdam, Terneuzen y Geleen.
- Regulación: IED de la UE y holandés NeR normas.
- Incentivos:Las inversiones en RTO califican para la EIA (Energie-investeringsaftrek) crédito fiscal, reduciendo significativamente el CAPEX.
- Tendencias globales:
- EE.UU:Cumplimiento estricto del método 25A de la EPA para el registro de eventos SRV.
- Porcelana:GB 37822-2019 convierte a los RTO en un “requisito estricto” para la gestión de fluctuaciones del proceso químico.
Experiencia de campo y estudios de casos
Perspectiva de expertos: Cómo manejar la ansiedad por un incendio repentino
Durante un proyecto químico en Brabante SeptentrionalYo personalmente supervisé la puesta en servicio de los gases de escape del reactor de alta concentración.
- Desafío:La concentración aumentó a 45% LEL instantáneamente al abrir la válvula.
- Solución:Implementamos una lógica de triple dilución y agregó una esfera de amortiguación ascendente.
- Conclusión claveEl tratamiento del gas de alivio no se trata de “quemarlo”; se trata de “equilibrarlo”: usar algoritmos adaptativos impulsados por IA para predecir fluctuaciones de carga es la única forma de garantizar un funcionamiento seguro a largo plazo.
Estudio de caso: Una planta de productos químicos finos holandeses
- Fondo:El gas de alivio de la columna de destilación contenía altos niveles de diclorometano; la adsorción tradicional falló.
- Solución: Caldera de recuperación de calor aguas abajo + RTO de 3 recipientes resistente a ácidos.
- Resultado:VOC DRE se mantuvo estable en 99,7% y el vapor recuperado cubrió 30% de la demanda de calor del taller.
Tendencias futuras: la próxima frontera
- RTO + Captura de Carbono (CCUS):Redireccionar el $CO_2$ purificado de los escapes de RTO a los invernaderos holandeses, convirtiendo un flujo de desechos en un producto de valor agregado.
- Quemadores preparados para hidrógeno:Transición a combustibles auxiliares con cero emisiones de carbono para eliminar la huella de carbono del propio proceso de reducción.
- Mantenimiento predictivo con IA:Uso de aprendizaje automático para analizar datos de sensores de presión para predecir eventos de alivio de válvulas, lo que permite que el RTO se “precaliente” y elimine los retrasos en el tratamiento.
ConclusiónPara los venteos de alivio de reactores y columnas de destilación, un RTO es la opción tecnológica más resiliente. Para las empresas químicas holandesas, no es solo un requisito regulatorio, sino un componente crucial de la Gestión de Seguridad de Procesos (PSM).
Redactado por un experto en procesos ambientales. Para obtener asesoramiento sobre el holandés RTO Si desea solicitar una subvención de selección o de EIA, póngase en contacto con nosotros para realizar una consulta.





















