Entre la aromática neblina de la cebada malteada y el lúpulo en fermentación en una cervecería tradicional holandesa, el secado de los DDGS y los residuos de la cerveza transforma subproductos ricos en nutrientes en valioso alimento para animales. Sin embargo, este paso esencial libera vapores cargados de sustancias orgánicas que requieren un manejo cuidadoso para preservar el aire puro de las Tierras Bajas. EVER-POWER entra en escena con oxidadores térmicos regenerativos diseñados para procesar estas corrientes de escape específicas, aprovechando el calor de la oxidación para impulsar un mayor secado y, al mismo tiempo, eliminar los volátiles.
Imagine una planta junto a los canales de Leiden, donde los granos usados de la producción de cerveza se centrifugan en secadoras de aire caliente. El vapor ascendente transporta restos de etanol y aldehídos, pero nuestro RTO los captura en la salida, descomponiendo las moléculas a temperaturas precisas. Es una armonía de función y forma, similar a los molinos de viento que salpican los pólderes, que aprovechan la energía de lo que de otro modo serían residuos.
A partir de observaciones en las zonas cerveceras más importantes de Holanda Meridional, donde las operaciones familiares se combinan con la eficiencia moderna, he observado cómo estas unidades se adaptan a los flujos de alta humedad característicos del secado de granos. Un operador compartió durante una revisión de rutina cómo la tracción constante del sistema evitó la acumulación de agua en los conductos, manteniendo la producción fluyendo como el propio Rin.
En las extensas plantas de Groningen, que procesan volúmenes de cooperativas regionales, nuestros RTO se adaptan a la demanda, recuperando calor para precalentar el aire entrante y reducir el consumo de combustible en los fríos vientos del norte. Esta ventaja práctica se debe a ajustes realizados en instalaciones similares en las cervecerías flamencas de Bélgica, donde los perfiles de grano son similares a los de aquí.

Datos clave sobre el RTO en los DDGS de cervecería y el escape del secado de granos usados de cerveza
- Las cervecerías de los Países Bajos producen más de 1,5 millones de toneladas de granos gastados al año, y el secado de DDGS contribuye a las cargas de COV que RTO aborda con la eficiencia 98%.
- La DEI de la UE para el procesamiento de alimentos exige valores de COV <50 mg/Nm³, donde los sistemas RTO son fundamentales para el cumplimiento en las operaciones de secado.
- La recuperación de calor alcanza los 96% en nuestras unidades, reutilizando energía para el precalentamiento de granos y apoyando la economía circular holandesa en la elaboración de cerveza.
- La producción de cerveza de Europa supera los 40 mil millones de litros, y los Países Bajos exportan 1.700 millones de litros, lo que impulsa el uso de RTO para el manejo sustentable de subproductos.
- El mercado mundial de DDGS crece a una CAGR de 5%, y RTO reduce las emisiones en 40% durante el secado, algo esencial para los estándares de seguridad alimentaria.
Estos detalles capturan el espíritu cervecero de los Países Bajos, desde las escenas artesanales de Utrecht hasta las escalas industriales de Eindhoven, fusionando la tradición con la ecoinnovación.
Propuesta de valor: ¿Por qué elegir EVER-POWER RTO para sus procesos de secado?
En el rítmico proceso de secado de las cervecerías, donde los granos húmedos se descomponen para convertirse en alimento estable, el control de los vapores salientes protege tanto la calidad del producto como los ecosistemas circundantes. Las unidades RTO de EVER-POWER destacan en este aspecto, diseñadas para abordar las corrientes ricas en materia orgánica y con alta humedad provenientes del secado de DDGS y grano gastado sin fallas.
Durante una visita a una planta en Tilburgo, entre el bullicio de los secadores rotatorios que procesaban residuos de cerveza, el capataz detalló cómo los respiraderos anteriores permitían la dispersión de aromas, pero nuestro RTO los retenía, oxidándose por completo y reciclando el calor a la entrada. Este circuito cerrado reflejaba los eficientes ciclos de agua de los pólderes holandeses, convirtiendo la salida en entrada sin problemas.
El sector energético brilla en tiempos de escasez de combustible. En las cervecerías cooperativas de Brabante Septentrional, nuestros sistemas redirigen el calor de la oxidación a los evaporadores, reduciendo así el consumo de gas en el marco de las iniciativas nacionales de eficiencia. El personal de Nimega ha destacado cómo esto no solo reduce los costes, sino que también estabiliza las temperaturas de secado, lo que produce una humedad constante del grano para un mejor valor nutricional.
Nuestra presencia en provincias como Gelderland garantiza adaptaciones oportunas, desde los mapeos iniciales hasta la adaptación a los picos estacionales. Este apoyo firme crea vínculos duraderos, especialmente al abordar las políticas integradas de agua y aire de los Países Bajos, lo que convierte a nuestro RTO en un elemento clave de su cadena cervecera sostenible.

Especificaciones técnicas: 32 parámetros clave para el escape de secado de granos gastados de cerveza y DDGS de cervecería RTO
| Parámetro | Valor/Rango | Descripción |
|---|---|---|
| Eficiencia de destrucción de COV (DRE) | 97-99.5% | Descompone el etanol y los aldehídos de los vapores de los granos. |
| Recuperación de energía térmica (TER) | 94-97% | Recupera el calor para precalentar la secadora en los ciclos de preparación. |
| Capacidad de flujo de aire | 20.000-180.000 Nm³/h | Compatible con secadoras artesanales pequeñas y secadoras industriales de gran tamaño. |
| Temperatura de funcionamiento | 800-1000 °C | Adaptado para escapes húmedos y ricos en materia orgánica. |
| Tiempo de residencia | 0,7-2,2 segundos | Mantiene la oxidación completa en flujos húmedos. |
| Caída de presión | 80-350 Pa | Bajo para soportar ventiladores de secadora. |
| Rango de concentración de COV de entrada | 0,5-9 g/Nm³ | Maneja la variabilidad de los niveles de humedad del grano. |
| Emisiones de NOx | <190 mg/Nm³ | Quemadores por etapas para cumplimiento. |
| Eliminación de partículas | 90-97% | Captura la preoxidación del polvo de grano. |
| Relación de reducción | 6:1 a 12:1 | Se adapta a los programas de secado por lotes. |
| Tiempo de ciclo de la válvula | 70-160 segundos | Equilibra la eficiencia en condiciones de vapor. |
| Tasa de fuga | <0,09% por cama | Sella contra el escape de olores. |
| Capacidad calorífica de los medios cerámicos | 0,85-1,25 kJ/kg·K | Robusto para la tolerancia a la humedad. |
| Materiales resistentes a la corrosión | Recubrimientos de acero inoxidable 310 | Resiste los subproductos ácidos de la fermentación. |
| Protección contra explosiones | Ventilaciones integradas | Seguridad para vapores de alcohol. |
| Sistema de control | PLC/SCADA | Monitores para cumplimiento de calidad alimentaria. |
| Huella | 15-50 m² | Se adapta a diseños de cervecerías. |
| Frecuencia de mantenimiento | Cada 4-8 meses | Modular para acceso rápido a la cervecería. |
| Consumo de energía | 0,45-1,7 kWh/Nm³ | Eficiente para ejecuciones continuas. |
| Nivel de ruido | <84 dB(A) | Tranquilo para zonas de trabajadores. |
| Tiempo de inicio | 28-55 minutos | Rápido para alineaciones de cambios. |
| Ciclo de purga | 5-11 minutos | Limpia la humedad de las paradas. |
| Monitoreo remoto | Basado en la nube | Para seguimiento regulatorio. |
| Esperanza de vida | 17-26 años | Durable en ambientes húmedos. |
| Certificaciones | CE, IED, APPCC | Cumple con la normativa de seguridad alimentaria de la UE. |
| Eficiencia del intercambiador de calor | 87-94% | Secundario para ayuda de proceso. |
| Opciones de cama | 4-9 camas | Personalizado para volumen. |
| Ahorro de costes | Energía 24-46% | Vía recuperación en operaciones. |
| Tolerancia a la humedad | Hasta 85% RH | Para escapes de grano húmedo. |
| Reducción de olores | 95-99% | Elimina los olores de fermentación. |
| Manejo de carga de polvo | Alto con ciclones | Para partículas de grano. |
| Nivel de automatización | PLC completo | Para turnos no tripulados. |
Estas especificaciones evolucionaron a partir de pruebas en las cervecerías de Enschede, donde se probaron filtros con polvo de grano, lo que motivó etapas previas reforzadas en nuestros modelos.
Compatibilidad con marcas líderes en los Países Bajos y otros países
| Marca | Nivel de compatibilidad | Comparación de características clave | Ventaja EVER-POWER |
|---|---|---|---|
| Dürr™ | Alto | Durabilidad de la válvula, énfasis en TER | Resistencia comparable y rentabilidad. Nota: Todos los nombres de fabricantes y números de pieza son solo de referencia. EVER-POWER es un fabricante independiente. |
| Anguil™ | Alto | Personalizado para orgánicos húmedos | Capacidad similar, servicio holandés más rápido. Nota: Todos los nombres de fabricantes y números de pieza son solo de referencia. EVER-POWER es un fabricante independiente. |
| Grupo Tecam | Medio-alto | Sistemas de recuperación | Mejor integración en la cervecería. Nota: Todos los nombres de fabricantes y números de pieza son solo de referencia. EVER-POWER es un fabricante independiente. |
| Buque y costa ambiental | Medio | Diseños de secado compactos | Escala de volumen mejorada. Nota: Todos los nombres de fabricantes y números de pieza son solo de referencia. EVER-POWER es un fabricante independiente. |
| John Zink Hamworthy Combustión | Alto | Eficiencia del quemador | Emisiones bajas equivalentes, mantenimiento más sencillo. Nota: Los nombres de fabricantes y números de pieza son solo de referencia. EVER-POWER es un fabricante independiente. |
Nuestros RTO se conectan fluidamente con los secadores de estas marcas, lo que facilita las actualizaciones en configuraciones híbridas. Esto facilita el tránsito a Bélgica y Alemania, donde predominan marcas similares.
Regulaciones y políticas ambientales: perspectivas locales, regionales y globales
El secado de la cerveza holandesa se rige por el Decreto de Actividades, que limita los COV a 30 mg/Nm³. Provincias como Utrecht exigen evaluaciones de olores en zonas rurales. La belga VLAREM y la alemana TA Luft exigen las mejores técnicas disponibles (MTD), favoreciendo la RTO para la reducción de 98% en materia orgánica.
A nivel mundial, US EPA MACT para alimentos, China GB 16297-1996, Alemania (como se mencionó anteriormente), Francia IED, India FSSAI con CPCB, Canadá Directrices de la ACIA, Japón Ley de Saneamiento Alimentario, Corea del Sur MFDS Clean Air, Brasil ANVISA CONAMA 430, Turquía GTHB Air Quality, Rusia Rospotrebnadzor SanPiN, Australia FSANZ NEPM, México SALUD NOM-085, España MAGRAMA IED regional, Italia MIPAAF Decreto 152, Reino Unido FSA EPR, Arabia Saudita SFDA PME, Indonesia BPOM PERMEN LH 5/2019, Polonia GIS IED nacional, Sudáfrica DAFF AQA, Argentina Resolución SENASA 177, EAU ESMA Federal 24, Vietnam Ley MARD 2020, Tailandia Notificación Ministerial de la FDA, Malasia MOH EQA, Egipto Ley MOHP 4, Filipinas FDA RA 8749, Suecia Livsmedelsverket Código Ambiental, Noruega Mattilsynet Ley de Contaminación, Finlandia Ruokavirasto EPA aplica controles a nivel de RTO para las emisiones de las cervecerías.
En los procesadores de granos de Apeldoorn, RTO cumplió con las auditorías de seguridad alimentaria locales, al igual que en la Bélgica flamenca y la Alemania bávara.
Para las cervecerías de exportación de Róterdam, nos alineamos con el HACCP global, mientras que en los lugares artesanales de Gelderland, prevenimos la deriva de olores según las reglas de la comunidad.
Componentes esenciales, repuestos y consumibles para sistemas RTO
Elementos principales: válvulas rotativas para la dirección, quemadores para el arranque, soportes cerámicos para el almacenamiento. Repuestos: sellos, sondas, pilotos. Consumibles: filtros de polvo, grasas para los accionamientos. Transmisión: engranajes, correas de aleación. En la elaboración de cerveza, se recomiendan conductos resistentes al vapor para controlar la humedad.
Para los gases de escape cargados de granos, los preseparadores ciclónicos amplían su utilidad en las plantas holandesas.
Características únicas del RTO en escenarios de escape de secado de granos usados de cerveza y DDGS de cervecería
Los vapores del secado de granos contienen mucha humedad y polvo, a diferencia de los hornos de malta seca. Los climas húmedos holandeses intensifican la condensación, por lo que las vías aisladas son vitales. Los residuos de fermentación añaden ácidos, lo que requiere cámaras robustas. En comparación con la maceración, el secado presenta compuestos orgánicos más densos, lo que requiere estancias más largas. En Frisia, los inviernos enfrían las entradas, y nuestros calentadores contrarrestan la situación. A diferencia de la destilación, los flujos de secado son más constantes pero más polvorientos, donde los filtros brillan.
Experiencias personales y estudios de casos del mundo real
En un secadero de granos de cerveza pilsner en Zwolle, el RTO controló las salidas de vapor, lo que permitió a la tripulación prolongar los recorridos sin obstrucciones. El responsable compartió cómo silenció la chimenea, facilitando la conexión con las granjas cercanas en esta zona rural.
En la planta de lager de Leiden, el calor recuperado secó lotes adicionales, lo que aumentó la producción sin calderas adicionales. Los operadores de Limburgo observaron una calidad constante del alimento tras la actualización.
Mire este video de un RTO EVER-POWER en una secadora de una cervecería holandesa, que detalla el manejo del vapor y el retorno de energía durante un ciclo.
Desde una instalación en Delft, los ciclones ajustados atraparon cáscaras finas, un refinamiento de las pruebas húmedas costeras.
Mejore sus operaciones con información adicional
Conecte el RTO a sensores para predecir la humedad del grano, optimizando el secado en cosechas variables. Para las cervezas ecológicas, las adaptaciones de biocombustibles reducen las emisiones de carbono. En zonas deltaicas como Zelanda, eleve el grano contra las mareas. Estudios recientes sobre pretratamientos enzimáticos reducen los vapores, combinándolos con el RTO para cargas menores.
Pruebe las ayudas solares para el calor diurno en la soleada Holanda Meridional, aliviando la carga de la red. Gracias a las subvenciones de bioeconomía de la UE, la IA mapea los picos de emisiones para ventilaciones proactivas.
Últimas noticias sobre RTO en la industria de secado de DDGS de cervecería y granos usados de cerveza en los Países Bajos y Europa
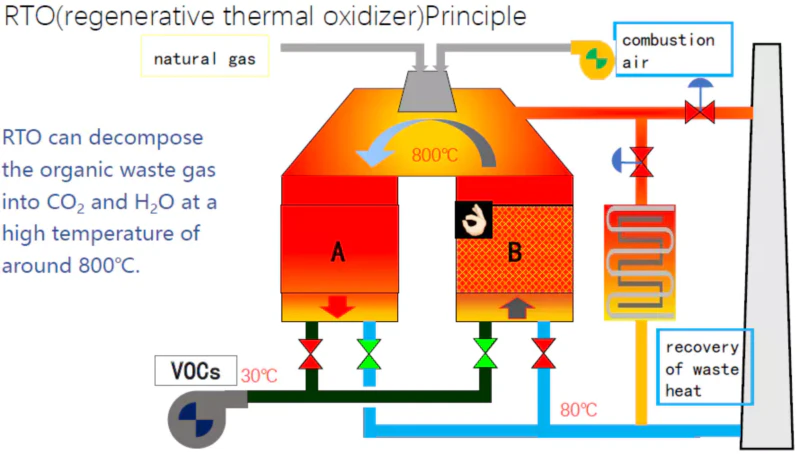
- El RTO para el secado de DDGS y granos gastados de cervecería logra una oxidación de 800 °C para la conversión de CO2/H2O (9 de diciembre de 2025).
- La cerveza se vuelve ecológica gracias a los 3,4 millones de toneladas de grano gastado que la UE produce anualmente, destacando la RTO en la gestión de subproductos (24 de septiembre de 2025).
- Las exportaciones estadounidenses de etanol/DDGS alcanzaron un récord en agosto de 2025, lo que implica necesidades de RTO en el secado global (19 de noviembre de 2025).
- Innovaciones en granos usados de Brewer en alimentos a través de procesos de limpieza RTO (artículo reciente de PMC).
- Mercado europeo de granos gastados de cervecería en USD 509,25 millones en 2024, con un crecimiento de 2,881 TP3T CAGR con ayuda de RTO (informe reciente).
- Cerveceros europeos sobre aranceles estadounidenses, impulsando indirectamente el RTO para un secado eficiente (10 de abril de 2025).
- Mercado de oxidadores térmicos regenerativos a $602,2M en 2025 (18 de octubre de 2025).
- Segmentación del mercado de RTO hasta 2035 (27 de enero de 2025).
- Mercado de RTO de USD 10,25 mil millones en 2024 a 16,37 mil millones (12 de junio de 2025).
- The New Brewer habla sobre el clima y destaca el RTO en la elaboración de cerveza (enero/febrero de 2025).
Contacte con nuestro equipo en Rotterdam para obtener un presupuesto personalizado. RTO Plan para impulsar la sostenibilidad de su proyecto.





















