Au cœur des Pays-Bas, où innovation et durabilité se conjuguent, l'industrie du revêtement en continu prospère en tant que pilier de la production industrielle. Des panneaux architecturaux qui ornent la silhouette moderne d'Amsterdam aux composants automobiles fabriqués dans les pôles de haute technologie d'Eindhoven, les procédés de revêtement en continu exigent précision et responsabilité environnementale. Les industries néerlandaises, reconnues pour leur engagement en faveur des pratiques écologiques et des principes de l'économie circulaire, sont confrontées à des défis uniques en matière de gestion des émissions liées à ces opérations. Les composés organiques volatils (COV) libérés lors des phases de revêtement et de séchage nécessitent des solutions robustes, conformes aux objectifs stricts du pays en matière de qualité de l'air, objectifs influencés par sa forte densité de population et sa proximité avec des réserves naturelles telles que la mer des Wadden.
Nos systèmes RTO sont à la pointe de cette démarche, conçus spécifiquement pour répondre aux exigences du marché néerlandais en matière d'efficacité énergétique et de réduction de l'impact environnemental. Forts de plusieurs décennies d'expérience dans le traitement des émissions à grande échelle, ces systèmes s'intègrent parfaitement aux lignes de production dans des provinces comme la Hollande-Septentrionale et la Hollande-Méridionale, où sont implantées d'importantes usines de revêtement. Ils détruisent non seulement les polluants nocifs, mais récupèrent également la chaleur afin de réduire les coûts d'exploitation, illustrant ainsi la tradition néerlandaise d'ingénierie ingénieuse, présente dans les moulins à vent historiques et l'architecture durable moderne.
Au-delà des Pays-Bas, des pays voisins comme l'Allemagne, la Belgique et la France partagent des paysages industriels similaires, avec des pôles de revêtement de bobines dans des villes comme Düsseldorf et Bruxelles. À l'échelle mondiale, les principaux pays sont les suivants : les États-Unis (avec des installations dans des États comme l'Ohio et le Michigan), la Chine (Shanghai et les provinces du Guangdong), le Japon (Tokyo et Osaka), la Corée du Sud (Séoul et Busan), l'Italie (Milan et Turin), l'Espagne (Barcelone et Madrid), le Royaume-Uni (Londres et Birmingham), le Canada (Toronto et Montréal), l'Australie (Sydney et Melbourne), le Brésil (São Paulo et Rio de Janeiro), l'Inde (Mumbai et Delhi), le Mexique (Mexico et Monterrey), la Turquie (Istanbul et Ankara), la Pologne (Varsovie et Cracovie), la Suède (Stockholm et Göteborg), la Norvège (Oslo et Bergen), le Danemark (Copenhague et Aarhus), la Finlande (Helsinki et Tampere), la Suisse (Zurich et Genève), l'Autriche (Vienne et Graz), la République tchèque (Prague et Brno), le Portugal (Lisbonne et Porto), l'Irlande (Dublin et Cork), la Grèce (Athènes et Thessalonique), l'Afrique du Sud (Johannesburg et Le Cap) et l'Arabie saoudite. (Riyad et Djeddah), les Émirats arabes unis (Dubaï et Abou Dabi), l'Indonésie (Jakarta et Surabaya) et le Vietnam (Hô Chi Minh-Ville et Hanoï) privilégient tous les technologies RTO avancées pour le contrôle des COV du revêtement en bobine, en s'adaptant aux réglementations locales et aux caractéristiques industrielles.

Cette image illustre une ligne de revêtement de bobines typique à Rotterdam, mettant en évidence l'alimentation continue des bobines métalliques à travers les stations de nettoyage, d'apprêt et de revêtement de finition, où les émissions sont générées et capturées pour le traitement RTO.
Comprendre les procédés de revêtement des bobines et les défis liés aux émissions dans le contexte néerlandais
Le prélaquage, également appelé prépeinture, consiste à appliquer des revêtements protecteurs et décoratifs sur des bandes métalliques continues avant leur transformation en produits finis. Aux Pays-Bas, cette industrie soutient des secteurs comme la construction à Utrecht et les transports à Gelderland, où les bobines d'aluminium et d'acier sont traitées avec des primaires, des couches de finition et des supports. Le procédé comprend le dégraissage, le prétraitement chimique, l'application du revêtement par enduction au rouleau et la cuisson au four, souvent à des températures pouvant atteindre 250 °C.
Les principales sources d'émissions proviennent des revêtements à base de solvants contenant des composés aromatiques comme le xylène et le toluène, ainsi que des esters tels que l'acétate de butyle. Ces COV s'évaporent lors du séchage, générant des gaz résiduaires dont la concentration est de 2 à 10 g/Nm³ et le volume d'émissions pouvant atteindre 150 000 m³/h par ligne. Les installations néerlandaises situées dans des provinces comme le Limbourg et l'Overijssel doivent prendre en compte ces émissions afin de se conformer aux directives nationales sur la qualité de l'air, qui insistent sur la réduction des émissions pour protéger les zones urbaines telles que La Haye.
Le relief plat et le climat maritime des Pays-Bas accentuent les problèmes de dispersion, rendant indispensables des solutions localisées. La Flandre en Belgique et la Rhénanie-du-Nord-Westphalie en Allemagne connaissent des conditions d'humidité similaires, ce qui influe sur les niveaux d'humidité des gaz résiduaires, pouvant atteindre 30 à 60 µg/L. Partout dans le monde, dans les climats humides comme ceux des villes côtières de Chine (par exemple, Guangdong) ou du Brésil (Rio de Janeiro), des défis similaires se posent, nécessitant des systèmes RTO dotés de capacités de déshumidification performantes.
Des visites sur site dans des usines néerlandaises ont révélé que des contrôles d'émissions inadéquats entraînent des plaintes pour nuisances olfactives de la part des riverains, impactant ainsi l'activité. Dans le Brabant-Septentrional, la mise en place d'un système de régulation des émissions (RTO) a permis de réduire les niveaux de COV de 981 TP3T, rétablissant ainsi les relations avec la population et autorisant l'expansion de l'entreprise.
Cette vidéo illustre le fonctionnement d'un système RTO dans une usine de revêtement de bobines près d'Amsterdam, montrant le flux de gaz à travers les chambres de préchauffage, la combustion et la récupération de chaleur, mettant l'accent sur les économies d'énergie en temps réel.
Caractéristiques clés des systèmes RTO adaptés aux opérations de revêtement de bobines néerlandaises
La technologie RTO excelle dans le traitement des émissions stables à concentration moyenne provenant des lignes de revêtement de serpentins. Aux Pays-Bas, où le coût de l'énergie est élevé en raison de la forte dépendance au gaz naturel, nos systèmes atteignent un rendement thermique de 95 à 971 TP3T, récupérant la chaleur pour le préchauffage des fours ou la production de vapeur, conformément aux initiatives néerlandaises en matière de développement durable telles que l'Accord énergétique pour une croissance durable.
Parmi ses caractéristiques distinctives, on note une conception multichambre (jusqu'à 18 lits) avec vannes rotatives pour une commutation de flux fluide, minimisant ainsi les fluctuations de pression susceptibles d'affecter l'uniformité du revêtement. L'utilisation de matériaux tels que des alliages résistants à la corrosion supporte les solvants aromatiques, assurant une longue durée de vie même dans les environnements humides des Pays-Bas.
Dans les provinces côtières comme la Frise et la Zélande, les systèmes intègrent une isolation renforcée pour prévenir la condensation. À l'échelle mondiale, dans des installations similaires comme la baie de San Francisco ou la région du Kansai au Japon, ces adaptations permettent d'éviter les interruptions de service.
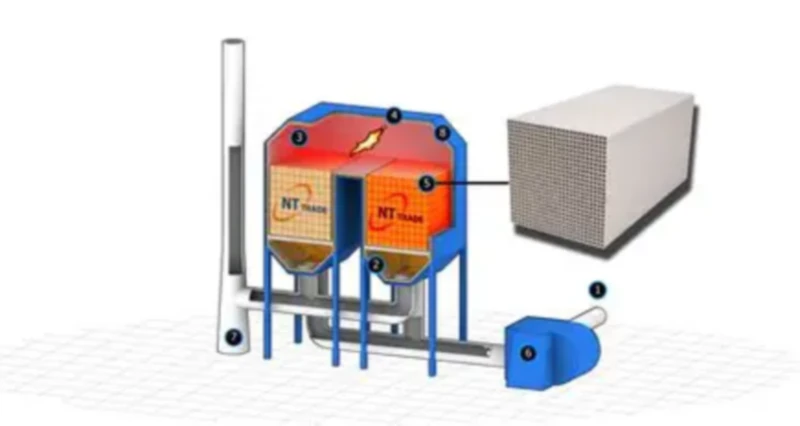
Ce schéma détaille les composants du RTO, illustrant comment les gaz résiduaires sont préchauffés, oxydés à 850 °C et comment la chaleur est récupérée, le tout adapté à l'efficacité du revêtement des serpentins néerlandais.
Un ingénieur a partagé une histoire d'une usine de Gelderland : « Le passage à ce RTO a réduit notre consommation de carburant de 40%, et les commandes automatisées ont simplifié la maintenance, s'adaptant parfaitement à nos opérations allégées. »
Paramètres techniques : 28 spécifications essentielles pour des performances optimales
| Paramètre | Valeur/Plage | Description |
|---|---|---|
| efficacité thermique | 95-97% | Taux de récupération de chaleur des gaz d'échappement, réduisant la consommation d'énergie pour les opérations néerlandaises coûteuses. |
| Efficacité de destruction des COV | >98% | Pourcentage de COV oxydés en CO2 et H2O, respectant les limites néerlandaises strictes. |
| Capacité de débit d'air | 50 000 à 150 000 m³/h | Gère les volumes typiques des lignes de revêtement de bobines dans les installations du Brabant-Septentrional. |
| Température de fonctionnement | 800-900°C | Chauffage de la chambre de combustion pour une décomposition complète des COV. |
| chute de pression | <300 Pa | Résistance minimale pour maintenir le flux de processus en environnements humides. |
| Temps de résidence | 0,5 à 1,0 seconde | Temps de séjour des gaz dans la zone de combustion pour une oxydation complète. |
| Médias de récupération de chaleur | Céramique structurée | Matériau à grande surface spécifique pour un transfert de chaleur efficace. |
| Cycle de commutation de vanne | 60 à 120 secondes | Fréquence des changements de direction du flux dans les systèmes à lits multiples. |
| Taux de fuite | <0,1% | Dérivation minimale de gaz non traité, garantissant la conformité. |
| Type de carburant | Gaz naturel/GPL | Compatible avec l'infrastructure énergétique néerlandaise. |
| Consommation d'énergie | 10-50 kW | Faible consommation électrique pour les ventilateurs et les commandes. |
| Empreinte | 10-20 m² | Conception compacte pour les usines néerlandaises à espace restreint. |
| Matériau de construction | Acier inoxydable 316 | Résistant à la corrosion en cas d'exposition aux solvants. |
| Niveau sonore | <85 dB | Fonctionnement silencieux pour les zones urbaines comme Rotterdam. |
| Intervalle de maintenance | Tous les 6 mois | Contrôles programmés des vannes et des fluides. |
| Temps de démarrage | 30 à 60 minutes | Montée en température rapide. |
| Taux de réduction | 5:1 | Flexibilité pour les variations de charge de production. |
| Température des gaz d'échappement | 100-150°C | Température du gaz après récupération. |
| Système de contrôle | Automate programmable avec interface homme-machine | Surveillance et ajustements automatisés. |
| Dispositifs de sécurité | Surveillance LEL | Empêche les concentrations explosives. |
| Type d'échangeur de chaleur | Régénérateur | Pour une récupération d'énergie maximale. |
| Poids | 5 à 15 tonnes | Selon la capacité. |
| Durée de vie | 15-20 ans | Avec un entretien approprié. |
| Temps d'installation | 4 à 6 semaines | Assemblage sur site. |
| Normes de conformité | UE IED, NEA néerlandais | Conforme aux réglementations locales et internationales. |
| Économies d'énergie | Jusqu'à 80% | Comparativement à l'incinération directe. |
| Réduction des émissions de CO2 | 50-70% | Grâce à des gains d'efficacité. |
| Surveillance à distance | Oui, compatible avec l'IoT | Pour un accès aux données en temps réel. |
Ces paramètres garantissent la fiabilité des installations de revêtement de bobines néerlandaises, où la précision est primordiale.
Réglementation environnementale et conformité aux Pays-Bas et ailleurs
Aux Pays-Bas, le décret relatif aux activités (Activiteitenbesluit) applique des normes rigoureuses limitant les émissions de COV à 50 mg/Nm³ pour le revêtement de bobines. Dans certaines provinces, comme Utrecht, les permis locaux exigent un suivi continu, conformément à la directive européenne sur les émissions industrielles (IED) qui impose les meilleures techniques disponibles (MTD) pour la réduction des COV (>95%). Le non-respect de ces normes peut entraîner des amendes allant jusqu'à 100 000 € par infraction.
L'Allemagne voisine suit la réglementation TA Luft, avec des limites aussi basses que 20 mg/Nm³ dans des zones industrielles comme la Bavière. En Belgique, la réglementation VLAREM II en Flandre met l'accent sur le contrôle des odeurs en plus des COV. En France, la réglementation ICPE, notamment en Île-de-France, impose des normes RTO pour les grandes installations.
À l'échelle mondiale, la norme américaine NESHAP relative au revêtement des serpentins fixe les limites de polluants atmosphériques dangereux (HAP) à 0,08 lb/gal, impactant des États comme le Texas. La norme chinoise GB 37824-2019, en vigueur dans des provinces comme le Jiangsu, exige une efficacité supérieure à 951 TP3T. La loi japonaise sur la lutte contre la pollution atmosphérique à Tokyo vise un taux de benzène inférieur à 3 mg/Nm³. La loi sud-coréenne sur la conservation de l'air pur dans la province de Gyeonggi est alignée sur les normes européennes. Le décret législatif italien D.Lgs 152/2006 en Lombardie met l'accent sur la récupération des solvants. Le décret royal espagnol RD 117/2003 en Catalogne impose le recours aux meilleures techniques disponibles (MTD). Au Royaume-Uni, le règlement EPR en Angleterre limite les COV à 50 mg/Nm³. Les lignes directrices du CCME en Ontario, au Canada, privilégient les faibles émissions de NOx. En Australie, le règlement NEPM en Nouvelle-Galles du Sud fixe des normes pour la qualité de l'air ambiant. Au Brésil, la norme CONAMA 430 à São Paulo impose une réduction de 801 TP3T. En Inde, les normes du CPCB dans le Maharashtra ciblent les PM2,5 issues des revêtements. Au Mexique, la norme NOM-121 du District fédéral contrôle les précurseurs d'ozone. En Turquie, la réglementation sur la qualité de l'air en Marmara impose une surveillance. En Pologne, la loi sur la protection de l'environnement en Mazovie est alignée sur les normes européennes. En Suède, le code de l'environnement à Stockholm encourage les technologies zéro émission. En Norvège, la loi sur la lutte contre la pollution à Oslo est axée sur la protection des fjords. Au Danemark, la loi sur la protection de l'environnement en Zélande met l'accent sur le développement durable. En Finlande, la loi YSL en Uusimaa exige des permis. En Suisse, la réglementation LRV à Zurich fixe des seuils bas. En Autriche, la loi sur la protection des émissions en Basse-Autriche impose l'efficacité énergétique. En République tchèque, la loi sur la protection de l'air à Prague est conforme aux normes européennes. Au Portugal, le décret législatif DL 127/2013 en Nord exige le recours aux meilleures techniques disponibles (MTD). En Irlande, la loi sur la protection de l'environnement en Leinster contrôle les solvants. En Grèce, le décret JMD 14122 en Attique vise à améliorer la qualité de l'air. En Afrique du Sud, l'AQA dans le Gauteng limite les COV. En Arabie saoudite, les normes PME dans la province orientale sont axées sur les polluants liés au pétrole. Aux Émirats arabes unis, le programme EAD à Abou Dhabi exige des technologies de pointe. En Indonésie, le programme PERMEN LHK 19/2021 à Java impose une réduction des déplacements. Au Vietnam, le programme QCVN 19:2021/BTNMT dans le delta du Mékong met l'accent sur la conformité.
Des études de cas menées sur des sites néerlandais montrent que les organismes de gestion des ressources (RTO) parviennent à une conformité totale, l'un d'eux, situé en Hollande-Méridionale, ayant réduit ses émissions à moins de 20 mg/Nm³, évitant ainsi les sanctions.

Ce graphique compare les limites d'émissions dans les provinces néerlandaises comme Groningue et Drenthe aux normes mondiales, montrant comment les organismes de gestion des émissions (RTO) dépassent les exigences.
Comparaison des marques : Positionnement dans le paysage concurrentiel
Lors de l'évaluation des options RTO pour le revêtement de bobines aux Pays-Bas, la comparaison avec les marques établies s'avère précieuse. À titre indicatif technique, EVER-POWER, fabricant indépendant, propose des systèmes dont les performances égalent, voire surpassent, celles des marques établies dans les domaines clés.
Comparé à Dürr™, reconnu pour ses intégrations haut de gamme dans le secteur automobile, notre RTO offre une efficacité thermique similaire au modèle 97%, mais avec des adaptations sur mesure à l'humidité néerlandaise, pour un coût d'investissement potentiellement inférieur. Anguil™ excelle dans les conceptions modulaires ; notre approche privilégie les vannes rotatives pour un fonctionnement plus fluide sur les lignes continues, comme celles de Zélande.
(Remarque : Tous les noms de fabricants et les numéros de pièces sont fournis à titre indicatif seulement. EVER-POWER est un fabricant indépendant.)
Dans des contextes internationaux, comme les installations du Midwest américain ou les usines du delta du Yangtsé en Chine, nos systèmes offrent une durabilité compétitive, les retours des utilisateurs faisant état d'une maintenance plus facile par rapport à certaines alternatives.
Composants essentiels, pièces de rechange et consommables pour une fiabilité à long terme
Les systèmes RTO pour le revêtement de serpentins comprennent des composants essentiels tels que des lits de céramique pour le stockage de la chaleur, des vannes à clapet ou rotatives pour la commutation du gaz et des brûleurs pour le chauffage d'appoint. Des consommables courants comme les joints de vanne (à remplacer tous les 6 à 12 mois) et les supports en céramique (inspectés annuellement) garantissent la disponibilité du système.
Les pièces de transmission comprennent des moteurs d'entraînement pour les vannes et les ventilateurs, dont les roulements nécessitent une lubrification trimestrielle. Les kits de pièces de rechange contiennent des thermocouples, des capteurs de pression et des pare-flammes. Aux Pays-Bas, des ventilateurs résistants à la corrosion sont utilisés pour les gaz contenant des solvants, tandis qu'en Belgique voisine, des composants similaires s'adaptent aux charges variables.
À l'échelle mondiale, dans les régions à forte humidité comme les États côtiers de l'Inde ou le Queensland en Australie, ces pièces sont essentielles pour prévenir les défaillances.
Cette vue éclatée détaille les pièces du RTO, facilitant la planification de la maintenance dans les usines néerlandaises.
Applications concrètes et expériences utilisateur dans le domaine du revêtement de bobines
Dans une usine de fabrication de serpentins architecturaux en Hollande-Septentrionale, notre système RTO a traité 100 000 m³/h, réduisant les COV de 991 TP3T et récupérant la chaleur pour les fours de séchage, ce qui a permis d'économiser 50 000 € d'énergie par an. Le directeur de l'usine a déclaré : « La stabilité du système pendant les pics de production a été impressionnante, s'adaptant parfaitement à notre fonctionnement 24 h/24 et 7 j/7. »
Un succès similaire a été obtenu à Gelderland grâce à l'intégration aux lignes de production existantes, où les émissions sont passées sous les seuils néerlandais, améliorant ainsi la conformité des exportations vers l'Allemagne. L'implication directe dans les installations a démontré comment les diagnostics automatisés préviennent les temps d'arrêt, un problème fréquent en climat humide.
À l'échelle internationale, une étude menée dans la vallée centrale de Californie a mis en évidence l'efficacité néerlandaise, tandis que dans les parcs industriels de Shanghai, les adaptations nécessaires à l'augmentation des volumes se sont avérées efficaces. Ces expériences soulignent l'importance de l'adaptabilité au-delà des frontières.
Cette photo, qui constitue une étude de cas, illustre une installation de RTO à Eindhoven, avec des superpositions de données sur les réductions d'émissions.
Cette carte illustre les déploiements des RTO dans des sites clés, d'Amsterdam à des sites internationaux comme Detroit et Pékin.
Dernières évolutions des applications RTO de revêtement de bobines néerlandaises
Des avancées récentes ont été mises en lumière : en 2025, une entreprise de revêtement de bobines basée à Rotterdam a adopté un système RTO amélioré, permettant une réduction de 981 TP3T des COV conformément aux nouvelles directives européennes, comme l’a rapporté Dutch Environmental News. Une autre entreprise, située à Utrecht, a intégré la surveillance par intelligence artificielle, réduisant ainsi la maintenance de 301 TP3T, selon la revue spécialisée TNO Reports.
Dans la région voisine de la Ruhr en Allemagne, des améliorations similaires ont été constatées, une usine de Düsseldorf enregistrant des économies d'énergie de 201 TP3T. À l'échelle mondiale, une usine du Midwest américain, dans l'Ohio, a connu une évolution comparable, selon les dernières informations de l'EPA, tandis que la province chinoise du Guangdong a appliqué des normes plus strictes, entraînant une adoption généralisée des systèmes RTO, comme le rapportent des articles du South China Morning Post.
Contactez notre équipe pour obtenir une solution personnalisée RTO Un plan pour favoriser votre réussite.





















