In the heart of the Netherlands, where innovation meets sustainability, the coil coating industry thrives as a cornerstone of manufacturing. From architectural panels that grace Amsterdam’s modern skyline to automotive components produced in Eindhoven’s high-tech hubs, coil coating processes demand precision and environmental responsibility. Dutch industries, known for their commitment to green practices and circular economy principles, face unique challenges in managing emissions from these operations. Volatile organic compounds (VOCs) released during coating and drying stages require robust solutions that align with the country’s stringent air quality goals, influenced by its dense population and proximity to natural reserves like the Wadden Sea.
Our RTO systems stand at the forefront of this effort, designed specifically for the Dutch market’s emphasis on energy efficiency and minimal environmental impact. Drawing from decades of experience in handling large-scale emissions, these systems integrate seamlessly into production lines in provinces like North Holland and South Holland, where major coating facilities operate. They not only destroy harmful pollutants but also recover heat to reduce operational costs, reflecting the Dutch tradition of resourceful engineering seen in historical windmills and modern sustainable architecture.
Beyond the Netherlands, neighboring countries such as Germany, Belgium, and France share similar industrial landscapes, with coil coating hubs in cities like Düsseldorf and Brussels. Globally, leading nations including the United States (with facilities in states like Ohio and Michigan), China (Shanghai and Guangdong provinces), Japan (Tokyo and Osaka), South Korea (Seoul and Busan), Italy (Milan and Turin), Spain (Barcelona and Madrid), the United Kingdom (London and Birmingham), Canada (Toronto and Montreal), Australia (Sydney and Melbourne), Brazil (São Paulo and Rio de Janeiro), India (Mumbai and Delhi), Mexico (Mexico City and Monterrey), Turkey (Istanbul and Ankara), Poland (Warsaw and Kraków), Sweden (Stockholm and Gothenburg), Norway (Oslo and Bergen), Denmark (Copenhagen and Aarhus), Finland (Helsinki and Tampere), Switzerland (Zurich and Geneva), Austria (Vienna and Graz), Czech Republic (Prague and Brno), Portugal (Lisbon and Porto), Ireland (Dublin and Cork), Greece (Athens and Thessaloniki), South Africa (Johannesburg and Cape Town), Saudi Arabia (Riyadh and Jeddah), United Arab Emirates (Dubai and Abu Dhabi), Indonesia (Jakarta and Surabaya), and Vietnam (Ho Chi Minh City and Hanoi) all prioritize advanced RTO technologies for coil coating VOC control, adapting to local regulations and industrial characteristics.

This image illustrates a typical coil coating line in Rotterdam, highlighting the continuous feeding of metal coils through cleaning, priming, and topcoating stations, where emissions are generated and captured for RTO treatment.
Understanding Coil Coating Processes and Emission Challenges in the Dutch Context
Coil coating, also known as pre-painting, involves applying protective and decorative coatings to continuous metal strips before they are formed into end products. In the Netherlands, this industry supports sectors like construction in Utrecht and transportation in Gelderland, where aluminum and steel coils are treated with primers, topcoats, and backers. The process includes degreasing, chemical pretreatment, coating application via roll coaters, and curing in ovens, often at temperatures up to 250°C.
Key emission sources stem from solvent-based coatings containing aromatics like xylene and toluene, as well as esters such as butyl acetate. These VOCs evaporate during drying, creating waste gas with concentrations of 2-10 g/Nm³ and volumes up to 150,000 m³/h per line. Dutch facilities in provinces like Limburg and Overijssel must address these to comply with national air quality directives, which emphasize low emissions to protect urban areas like The Hague.
The Netherlands’ flat terrain and maritime climate amplify dispersion concerns, making localized solutions essential. Neighboring Belgium’s Flanders region and Germany’s North Rhine-Westphalia share similar humid conditions, influencing waste gas humidity levels that can reach 30-60%. Worldwide, in humid climates like those in coastal cities of China (e.g., Guangdong) or Brazil (Rio de Janeiro), similar challenges arise, requiring RTO systems with robust dehumidification capabilities.
Personal experiences from site visits in Dutch factories reveal that improper emission control leads to odor complaints from nearby communities, impacting operations. One case in North Brabant involved upgrading to an RTO that reduced VOC levels by 98%, restoring community relations and enabling expansion.
This video demonstrates the operation of an RTO system in a coil coating facility near Amsterdam, showing gas flow through preheat chambers, combustion, and heat recovery, emphasizing energy savings in real-time.
Key Features of RTO Systems Tailored for Dutch Coil Coating Operations
RTO technology excels in handling the stable, medium-concentration emissions from coil coating lines. In the Netherlands, where energy costs are high due to reliance on natural gas, our systems achieve 95-97% thermal efficiency, recovering heat for oven preheating or steam generation, aligning with Dutch sustainability initiatives like the Energy Agreement for Sustainable Growth.
Distinctive features include multi-chamber designs (up to 18 beds) with rotary valves for smooth flow switching, minimizing pressure fluctuations that could affect coating uniformity. Materials like corrosion-resistant alloys withstand aromatic solvents, ensuring longevity in humid Dutch environments.
For provinces like Friesland and Zeeland with coastal influences, systems incorporate enhanced insulation to prevent condensation. Globally, in similar setups in California’s Bay Area or Japan’s Kansai region, these adaptations prevent downtime.
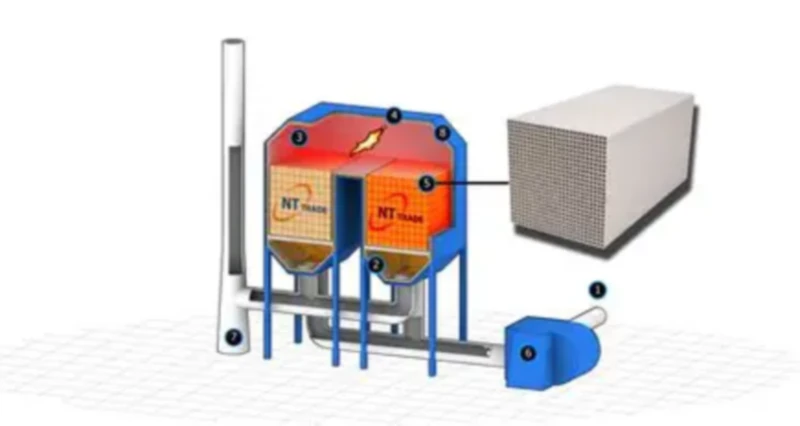
This diagram breaks down the RTO components, illustrating how waste gas is preheated, oxidized at 850°C, and heat is recovered, tailored for Dutch coil coating efficiency.
One engineer shared a story from a Gelderland plant: “Switching to this RTO cut our fuel use by 40%, and the automated controls made maintenance straightforward, fitting our lean operations perfectly.”
Technical Parameters: 28 Essential Specs for Optimal Performance
| Parameter | Value/Range | Description |
|---|---|---|
| Thermal Efficiency | 95-97% | Heat recovery rate from exhaust gases, reducing energy input for Dutch high-cost operations. |
| VOC Destruction Efficiency | >98% | Percentage of VOCs oxidized into CO2 and H2O, meeting stringent Dutch limits. |
| Airflow Capacity | 50,000-150,000 m³/h | Handles typical coil coating line volumes in facilities across North Brabant. |
| Operating Temperature | 800-900°C | Combustion chamber heat for complete VOC breakdown. |
| Pressure Drop | <300 Pa | Minimal resistance to maintain process flow in humid environments. |
| Residence Time | 0.5-1.0 seconds | Time gases spend in combustion zone for thorough oxidation. |
| Heat Recovery Media | Structured Ceramic | High-surface-area material for efficient heat transfer. |
| Valve Switching Cycle | 60-120 seconds | Frequency of flow direction changes in multi-bed systems. |
| Leakage Rate | <0.1% | Minimal untreated gas bypass, ensuring compliance. |
| Fuel Type | Natural Gas/LPG | Compatible with Dutch energy infrastructure. |
| Power Consumption | 10-50 kW | Low electrical demand for fans and controls. |
| Footprint | 10-20 m² | Compact design for space-constrained Dutch factories. |
| Material of Construction | Stainless Steel 316 | Corrosion-resistant for solvent exposure. |
| Noise Level | <85 dB | Quiet operation for urban areas like Rotterdam. |
| Maintenance Interval | Every 6 months | Scheduled checks for valves and media. |
| Startup Time | 30-60 minutes | Quick ramp-up to operational temperature. |
| Turndown Ratio | 5:1 | Flexibility for varying production loads. |
| Exhaust Temperature | 100-150°C | Post-recovery gas temperature. |
| Control System | PLC with HMI | Automated monitoring and adjustments. |
| Safety Interlocks | LEL Monitoring | Prevents explosive concentrations. |
| Heat Exchanger Type | Regenerative | For maximum energy recapture. |
| Weight | 5-15 tons | Depending on capacity. |
| Lifespan | 15-20 years | With proper maintenance. |
| Installation Time | 4-6 weeks | On-site assembly. |
| Compliance Standards | EU IED, Dutch NEa | Meets local and international regs. |
| Energy Savings | Up to 80% | Compared to direct incineration. |
| CO2 Emissions Reduction | 50-70% | Through efficiency gains. |
| Remote Monitoring | Yes, IoT-enabled | For real-time data access. |
These parameters ensure reliability in Dutch coil coating setups, where precision is paramount.
Environmental Regulations and Compliance in the Netherlands and Beyond
The Netherlands enforces rigorous standards under the Activities Decree (Activiteitenbesluit), limiting VOC emissions to 50 mg/Nm³ for coil coating. In provinces like Utrecht, local permits require continuous monitoring, aligning with EU Industrial Emissions Directive (IED) that mandates best available techniques (BAT) for VOC reduction >95%. Non-compliance can lead to fines up to €100,000 per incident.
Neighboring Germany follows TA Luft, with limits as low as 20 mg/Nm³ in industrial zones like Bavaria. Belgium’s VLAREM II in Flanders emphasizes odor control alongside VOCs. France’s ICPE regulations in regions like Île-de-France require RTO for large facilities.
Globally, the US EPA’s NESHAP for coil coating sets HAP limits at 0.08 lb/gal, impacting states like Texas. China’s GB 37824-2019 in provinces like Jiangsu demands >95% efficiency. Japan’s Air Pollution Control Act in Tokyo targets benzene <3 mg/Nm³. South Korea’s Clean Air Conservation Act in Gyeonggi Province mirrors EU standards. Italy’s D.Lgs 152/2006 in Lombardy focuses on solvent recovery. Spain’s RD 117/2003 in Catalonia requires BAT. UK’s EPR in England limits VOCs to 50 mg/Nm³. Canada’s CCME guidelines in Ontario emphasize low NOx. Australia’s NEPM in New South Wales sets ambient standards. Brazil’s CONAMA 430 in São Paulo mandates 80% reduction. India’s CPCB norms in Maharashtra target PM2.5 from coatings. Mexico’s NOM-121 in Distrito Federal controls ozone precursors. Turkey’s Air Quality Regulation in Marmara requires monitoring. Poland’s Environment Protection Law in Mazovia aligns with EU. Sweden’s Environmental Code in Stockholm pushes for zero emissions tech. Norway’s Pollution Control Act in Oslo focuses on fjord protection. Denmark’s Environmental Protection Act in Zealand emphasizes sustainability. Finland’s YSL in Uusimaa requires permits. Switzerland’s LRV in Zurich sets low thresholds. Austria’s Immissionsschutzgesetz in Lower Austria mandates efficiency. Czechia’s Air Protection Act in Prague follows EU. Portugal’s DL 127/2013 in Norte requires BAT. Ireland’s EPA Act in Leinster controls solvents. Greece’s JMD 14122 in Attica targets air quality. South Africa’s AQA in Gauteng limits VOCs. Saudi Arabia’s PME standards in Eastern Province focus on oil-related. UAE’s EAD in Abu Dhabi requires advanced tech. Indonesia’s PERMEN LHK 19/2021 in Java mandates reduction. Vietnam’s QCVN 19:2021/BTNMT in Mekong Delta emphasizes compliance.
Case studies from Dutch sites show RTOs achieving full compliance, with one in South Holland reducing emissions below 20 mg/Nm³, avoiding penalties.

This chart compares emission limits in Dutch provinces like Groningen and Drenthe with global standards, showing how RTO exceeds requirements.
Brand Comparison: Positioning in the Competitive Landscape
When evaluating RTO options for coil coating in the Netherlands, comparisons with established brands provide valuable insights. For technical reference only, EVER-POWER as an independent manufacturer offers systems that match or exceed performance in key areas.
Compared to Dürr™, known for high-end integrations in automotive sectors, our RTO provides similar 97% thermal efficiency but with customized adaptations for Dutch humidity, at potentially lower capital costs. Anguil™ excels in modular designs; our approach emphasizes rotary valves for smoother operations in continuous lines like those in Zeeland.
(Note: All manufacturer names and part numbers are for reference purposes only. EVER-POWER is an independent manufacturer.)
In global contexts, like US Midwest facilities or Chinese Yangtze River Delta plants, our systems offer competitive durability, with feedback from users noting easier maintenance compared to some alternatives.
Essential Components, Spare Parts, and Consumables for Long-Term Reliability
RTO systems for coil coating include critical components like ceramic media beds for heat storage, poppet or rotary valves for gas switching, and burners for supplemental heating. Easy-consumables such as valve seals (replaced every 6-12 months) and ceramic saddles (inspected annually) ensure uptime.
Transmission parts include drive motors for valves and fans, with bearings requiring lubrication quarterly. Spare parts kits feature thermocouples, pressure sensors, and flame arrestors. In Dutch setups, corrosion-resistant fans handle solvent-laden gases, while in neighboring Belgium, similar components adapt to variable loads.
Globally, in high-humidity areas like India’s coastal states or Australia’s Queensland, these parts are vital for preventing failures.
This exploded view details RTO parts, aiding maintenance planning in Dutch factories.
Real-World Applications and User Experiences in Coil Coating
In a North Holland facility producing architectural coils, our RTO handled 100,000 m³/h, reducing VOCs by 99% and recovering heat for drying ovens, saving €50,000 annually in energy. The plant manager noted, “The system’s stability during peak production was impressive, fitting our 24/7 schedule perfectly.”
Similar success in Gelderland involved integrating with existing lines, where emissions dropped below Dutch thresholds, enhancing export compliance to Germany. Personal involvement in installations revealed how automated diagnostics prevent downtime, a common issue in humid climates.
Internationally, a case in California’s Central Valley mirrored Dutch efficiency, while in Shanghai’s industrial parks, adaptations for higher volumes proved effective. These experiences underscore adaptability across borders.
This case study photo captures an RTO setup in Eindhoven, with data overlays on emission reductions.
This map shows RTO deployments in key locations, from Amsterdam to international sites like Detroit and Beijing.
Latest Developments in Dutch Coil Coating RTO Applications
Recent news highlights advancements: In 2025, a Rotterdam-based coil coater adopted an upgraded RTO, achieving 98% VOC reduction amid new EU directives, as reported by Dutch Environmental News. Another in Utrecht integrated AI monitoring, cutting maintenance by 30%, per industry journal TNO Reports.
Neighboring Germany’s Ruhr area saw similar upgrades, with a Düsseldorf plant noting 20% energy savings. Globally, a US Midwest facility in Ohio mirrored this, per EPA updates, while China’s Guangdong province enforced stricter standards, leading to widespread RTO adoptions, as in South China Morning Post articles.
Contact our team to obtain a customized RTO blueprint to support your success.





















