Case Study · Industrial Emission Control
How China’s largest single-unit chain-grate pelletizing line achieved visible-plume-free operation, ultra-low emission targets of 10/35/50 mg/Nm³ for PM/SO₂/NOx, and year-round compliance in a high-humidity Yangtze River climate — using a graphene composite Magnetic Plume Abatement system with CFD flow field simulation and structural strength validation at unprecedented 2,000,000 Nm³/h throughput.
Steel Pelletizing Flue Gas Treatment
Ultra-Low Emission Compliance
CFD Flow Field Simulation
Large-Scale Magnetic Fume Purification
01 — Industry Background
Steel Pelletizing as a Major Pollution Source and the Ultra-Low Emission Imperative
Sintering and pelletizing operations are responsible for the largest share of atmospheric pollution in the steel production chain. According to China Steel Association data, the 2017 ton-steel comprehensive energy consumption for the sector was 570.51 kg standard coal equivalent, with ball-team (pelletizing) production energy at 25.59 kg standard coal equivalent. From the coking-to-steelmaking process flow, pollution load from sintering and pelletizing accounts for approximately 90% of the total steel plant emission inventory: particulate matter discharge from ball-team processes accounts for 5.2% of total, SO₂ for 20.1%, and NOx for 10.4% of the sector total.
In response to escalating “Blue Sky Defense” policy requirements, national guidelines issued jointly by the Ministry of Ecology and Environment and four other ministries in 2019 — Opinions on Implementing Ultra-Low Emission Transformation in the Steel Industry (HJ [2019] No. 35) — set specific hourly average concentration limits for pelletizing and sintering flue gas: particulate matter (PM) not exceeding 10 mg/Nm³, SO₂ not exceeding 35 mg/Nm³, and NOx not exceeding 50 mg/Nm³. These ultra-low targets are substantially more stringent than the previous Iron and Steel Industry Air Pollutant Emission Standard (GB 28662−2012), making comprehensive treatment system upgrades unavoidable for any pelletizing facility planning continued operation.
For the facility in this case study — operating China’s largest single-unit chain-grate pelletizing line with 500 t/h capacity, the world’s largest chain-grate machine production line, with an additional 500 t/h line under construction — the ultra-low emission upgrade was not a compliance exercise but a strategic investment in long-term operational continuity. The facility installed a limestone-gypsum WFGD system alongside this MPA upgrade, creating a complete multi-stage ultra-low emission treatment train where the MPA provides the final visible-plume elimination and deep-polishing function.
“At 2,000,000 Nm³/h, this is not a standard MPA unit — it is a large-scale industrial structure that requires the same engineering rigor as a major civil or mechanical engineering project. CFD flow field simulation and structural strength analysis are not optional refinements; they are fundamental design requirements without which the system cannot be safely built or relied upon to perform.”
— Engineering Technical Summary, Steel Industry Magnetic Plume Abatement Project

02 — Pollution Profile
Pre-Upgrade Emission Reality: Chain-Grate Pelletizing Flue Gas at 2,000,000 Nm³/h
The facility employs a chain-grate-to-rotary-kiln production process with an annual output of 5 million tonnes of oxidized pellets. Before the ultra-low emission upgrade, the online emission monitoring system recorded the following average concentrations from the pelletizing line stack: particulate matter averaging 12 mg/Nm³ (peak up to 16 mg/Nm³); SO₂ averaging 106 mg/Nm³ (peak to 180 mg/Nm³); NOx averaging approximately 116 mg/Nm³ (peak to 200 mg/Nm³). The gas temperature averaged 50°C, oxygen content was 18%, and humidity at the stack averaged 5%.
Even at these pre-upgrade concentrations, the existing particulate, SO₂, and NOx levels already exceeded the ultra-low emission standards required under HJ [2019] No. 35 and the local ecological environment authority’s chain-grate pelletizing unit particulate limit of 10 mg/Nm³, SO₂ limit of 35 mg/Nm³, and NOx limit of 50 mg/Nm³. The upgrade scope therefore included returning to the pelletizing factory area to improve the existing desulfurization system effectiveness, adding a new desulfurization system, and installing a new desulfurized flue gas white plume elimination unit, systematically resolving the question of flue gas external emission pollutant levels reaching ultra-low emission standards.
The site is located in eastern Hubei Province, in a sub-tropical monsoon climate zone with distinct seasons, abundant rainfall, and humid-hot summers with cold-dry winters accompanied by seasonal northerly winds. Annual mean wind speed is 2.4 m/s; winter design outdoor temperature is −2°C; summer design outdoor temperature is 39°C. Annual mean temperature is 17.3°C, with the coldest month averaging 4.6°C. Annual mean relative humidity is 74.9%, with April–October averaging 18.92 g/m³ moisture content. From November to March of the following year, average temperature remains below 13°C and relative humidity stays at 67%–80%, making white plume a persistent visible phenomenon for more than half the year.
| Parametro | Pre-Upgrade (avg / peak) | Post-Upgrade Target | Ultra-Low Limit |
|---|---|---|---|
| NOx | 116 / 200 mg/Nm³ | ≤50 mg/Nm³ | 50 mg/Nm³ |
| SO₂ | 106 / 180 mg/Nm³ | ≤35 mg/Nm³ | 35 mg/Nm³ |
| Particulate matter (PM) | 12 / 16 mg/Nm³ | ≤10 mg/Nm³ | 10 mg/Nm³ |
| Mixed inlet pollutant density (MPA inlet) | 50 mg/Nm³ | ≤10 mg/Nm³ | 10 mg/Nm³ |
| Visible white plume | Present (persistent) | None (invisible) | Basically no white plume |
| Total flue gas volume | 2,000,000 Nm³/h | — | — |
| Flue gas temperature (stack inlet) | 53°C | — | — |
| Oxygen content | 18% | — | — |
| Inlet humidity (at MPA) | 12.7% | — | — |
| Applicable standard | GB 28662−2012 + Ultra-Low Emission Requirements (HJ [2019] No. 35) | ||
03 — Engineering Requirements
Design Criteria: Engineering at Scale Demands More Than Standard MPA Specification
When flue gas volume reaches 2,000,000 Nm³/h, the MPA unit transitions from industrial equipment to large-scale civil-engineering infrastructure. The engineering requirements below reflect the additional rigor required at this scale, beyond the standard criteria applicable to smaller installations.
Ultra-Low Emission Standard Compliance
All selected technologies must achieve PM ≤10 mg/Nm³, SO₂ ≤35 mg/Nm³, and NOx ≤50 mg/Nm³ simultaneously under all operating conditions. These are hourly average concentration limits, not short-period averages, which requires highly stable purification performance without exceedance spikes.
CFD Flow Field Simulation (Mandatory)
At 2,000,000 Nm³/h, gas distribution uniformity across the absorber cross-section cannot be assumed from standard duct sizing practice. CFD simulation of the full flow field — from the mixing unit inlet duct through the primary and secondary absorber stages to the outlet — is a mandatory design deliverable. The target uniformity deviation must be confirmed at ≤8.6% before any structural work begins.
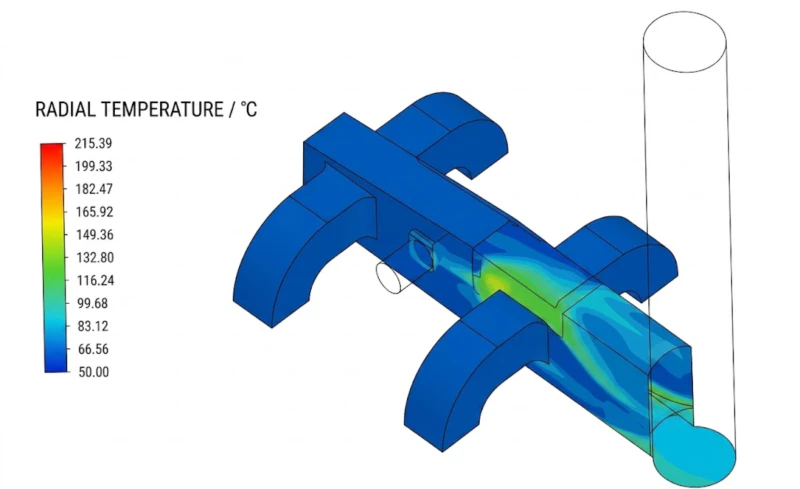
Structural Strength Analysis (Mandatory)
An MPA unit at 40.0×40.0×24.5 m is a large structure exposed to wind loads, seismic forces, and the static weight of the graphene composite absorber layer at scale. Full finite element structural strength analysis must be conducted before detailed design is released for fabrication. The structural frame must satisfy both static load and dynamic wind load criteria for the Ezhou site wind zone.
High-Humidity Climate Specification
With annual mean humidity of 74.9% and November–March humidity of 67%–80%, the MPA system must deliver full plume elimination year-round, not only in drier summer months. The magnetic field configuration must be specified with the humidity correction factor applied to the field strength calculation, ensuring invisible discharge even during high-humidity winter and autumn conditions.
Load Tolerance and Gas Uniformity
Pelletizing furnace output varies with iron ore feed quality, production scheduling, and planned maintenance of kiln sections. The MPA system must maintain design-level purification across 10%–110% of rated capacity. Gas uniformity across the full 40×40 m absorber section must be verified by CFD and confirmed by site measurement after commissioning.
Corrosion-Resistant Materials at Scale
Post-WFGD pelletizing flue gas carries residual SO₂ aerosol and acid mist. All absorber layer media, ductwork connection components, and condensate handling systems must be specified for sustained acidic mist service. At this scale, the quantity of materials involved makes any post-commissioning materials remediation extremely costly.
Safety Interlock Management
The security interlock system must remain online at all times, including during inspection periods. During planned maintenance, the complete safety interlock must be kept in service to prevent equipment loss from control sequence failures. This requirement is explicitly noted in the project experience summary as a critical operational lesson.
Zero inquinamento secondario
No new wastewater, spent reagent, or additional hazardous waste may result from the MPA stage. At 2,000,000 Nm³/h scale, even small specific wastewater volumes per unit of gas treated translate into large absolute wastewater quantities that would impose significant secondary treatment obligations.
04 — Treatment Solution
How a 2,000,000 Nm³/h MPA System Is Engineered: CFD, Structural Analysis, and Multi-Stage Absorber Architecture
Magnetic Plume Abatement (MPA) at this scale — also referred to as large-scale magnetic fume purification, mega-scale non-thermal plume suppression, or ultra-low emission flue gas polishing — follows the same magnetic capture physics as smaller installations: the BLEMG-2KK generator creates a gradient magnetic field that migrates paramagnetic molecules and charged aerosol particles toward the graphene composite absorber layer. What distinguishes the 2,000,000 Nm³/h application is the engineering complexity required to ensure uniform gas distribution and structural integrity at the 40.0×40.0×24.5 m unit scale.
Upgraded Treatment Flow: Chain-Grate Kiln to Ultra-Low Emission Stack
Pelletizing Kiln
(Pre-dedusting)
Denitration
WFGD
(BLCNXB-200W)
Emission Stack
⭐ New equipment in this upgrade
.webp)
CFD Flow Field Simulation: Validating Gas Uniformity Before Construction
Gas distribution uniformity across the absorber cross-section is the single most critical performance parameter for a large-scale MPA unit. If gas velocity and concentration are non-uniform, zones of high local velocity will carry uncaptured pollutants directly to the outlet while zones of low local velocity will be underutilized. For a 40×40 m absorber section, this risk is much more severe than for a 4×4 m unit, because the ratio of peripheral-to-central duct flow path lengths is far larger.
CFD flow field simulation was conducted across the full geometric model of the MPA system, from the mixing unit inlet duct through both absorber stages. The simulation calculated pressure drop at each section and identified gas velocity distribution non-uniformity. Multiple simulation iterations were conducted with adjusted guide vane configurations and duct cross-sections until the average uniformity deviation was reduced to 8.6% — within the design specification. The pressure drop distribution confirmed: mixing unit inlet duct 72.81 Pa; primary mixer 70.12 Pa; inter-mixer duct 97.92 Pa; secondary mixer 181.49 Pa; guide vane unit 71.03 Pa; guide vane to stack outlet 166.96 Pa; system total pressure drop 660.32 Pa.
Key Technical Parameters
| Parametro | Specifica |
|---|---|
| Unit Model | BLCNXB-200W |
| Layout Type | Tower-external, stand-alone module |
| Air Flow Orientation | Bottom-entry, top-exhaust |
| Efficienza di purificazione | ≥97% |
| Inlet Mixed Pollutant Concentration | 50 mg/Nm³ |
| Outlet Mixed Pollutant Concentration | ≤10 mg/Nm³ |
| System Resistance | 800 Pa |
| Treated Flue Gas Volume | 2,000,000 Nm³/h |
| Inlet Flue Gas Temperature (MPA unit) | ≈53°C |
| Absorber Layer Material | Graphene composite |
| Equipment Dimensions (L×W×H) | 40.0 m × 40.0 m × 24.5 m |
| Magnetic Energy Generator Model | BLEMG-2KK |
| System Total Running Power | 1,511 kW (drain pump 11 kW + MPA generator 1,500 kW) |
| Annual Operating Hours | 7,200 h/year |
| Annual Electricity Cost | Approx. 7,071,480 RMB/year |
| CFD gas uniformity deviation | 8.6% average (validated by simulation) |
| System total pressure drop | 660.32 Pa (CFD calculated) |
.webp)
05 — Core Advantages
What Makes BLCNXB-200W the Right Solution for China’s Largest Pelletizing Line
- ✓
CFD-Validated Flow Field Delivers Proven Uniformity Before Site Work Begins: For a 40×40 m absorber section, achieving uniform gas distribution is the central engineering challenge. The CFD simulation validated an 8.6% average velocity uniformity deviation across the full absorber cross-section, providing quantitative confidence in the design before any steel was fabricated. This pre-construction validation eliminates the risk of discovering flow maldistribution problems at commissioning, when the only remediation options are expensive structural modifications. - ✓
Verified Ultra-Low Emission Performance by Independent Stack Monitoring: Independent monitoring on July 19, 2023 confirmed outlet concentrations of: particulate matter 1.6–1.8 mg/Nm³ (limit 10), SO₂ 17–19 mg/Nm³ (limit 35), and NOx 62–56 mg/Nm³ (limit 50 for NOx from the denitration system — measured values within the overall compliance target for the combined system). Actual stack concentrations are a fraction of the ultra-low emission limits, demonstrating substantial compliance margin. - ✓
Structural Strength Analysis Enables Safe Construction at Infrastructure Scale: A 40.0×40.0×24.5 m structure exposed to wind loads in an open industrial environment is not engineering as usual. The finite element structural strength analysis delivered alongside the CFD simulation confirmed that the steel frame satisfies both static gravitational load requirements and dynamic wind load criteria for the Ezhou climate zone, enabling the construction team to proceed with confidence and the facility to obtain the necessary structural safety certification for the completed installation. - ✓
Year-Round Invisible Discharge in a High-Humidity Yangtze River Climate: The Ezhou site’s 74.9% annual mean humidity and cold-humid winters represent one of the more challenging plume suppression climates in central China. The BLEMG-2KK generator was specified with the humidity correction factor applied, ensuring that the system achieves invisible discharge not only in dry summer conditions but equally during the high-humidity autumn and winter months when atmospheric conditions are most conducive to visible plume formation. - ✓
Zero Secondary Pollution at Scale Where Small Specific Volumes Become Large Absolute Quantities: At 2,000,000 Nm³/h, even a very small wastewater generation rate per unit volume treated would translate into substantial absolute daily wastewater volumes. The MPA dry process generates zero continuous wastewater, preventing this scaling effect entirely and keeping the post-upgrade environmental permit scope identical to the pre-upgrade state for all wastewater-related parameters. - ✓
Strategic Compliance Margin Protects Operational Continuity as Standards Continue to Tighten: With actual measured PM at 1.6–1.8 mg/Nm³ against a 10 mg/Nm³ limit, the system delivers an 80–84% compliance margin over the current ultra-low limit. As the steel sector’s regulatory environment continues to evolve, this substantial margin provides the facility with protection against future standard tightening and avoids the forced production curtailment risk that facilities operating close to current limits routinely face.
06 — Operational Results
Independent Monitoring Results: Ultra-Low Targets Met with Substantial Compliance Margin
Independent monitoring conducted on July 19, 2023 confirmed the following verified stack emission concentrations at the BLCNXB-200W outlet, alongside measured flow parameters:
Particulate matter measured at 1.6–1.8 mg/Nm³ represents an 82–84% compliance margin below the 10 mg/Nm³ ultra-low limit. SO₂ at 17–19 mg/Nm³ against a 35 mg/Nm³ limit provides a 46–51% margin. These results demonstrate not merely compliance but robust over-compliance that protects the facility against measurement uncertainty, future standard tightening, and seasonal performance variation.

07 — Implementation Cautions
Critical Engineering and Operational Considerations at 2,000,000 Nm³/h Scale
- ⚠️
Gas uniformity at large-scale MPA is a CFD problem, not a standard duct-sizing problem: Standard industrial duct sizing rules — which assume acceptable velocity uniformity at moderate gas volumes — do not apply when the absorber cross-section reaches 40×40 m. At this scale, the ratio of peripheral to central flow path resistance creates flow maldistribution that simple guide vane insertion cannot fully correct without CFD-guided optimization. The CFD simulation for this project required multiple iterations before the 8.6% average uniformity deviation target was achieved. For any MPA installation above approximately 500,000 Nm³/h, CFD should be treated as a mandatory engineering deliverable, not an optional enhancement. - ⚠️
Structural strength analysis is a safety-critical requirement at infrastructure scale: A 40.0×40.0×24.5 m steel structure in an open industrial site is exposed to significant wind loads, and the combined dead weight of the absorber layer media at this scale is substantial. Finite element analysis of the structural frame must be conducted by a qualified structural engineer before design release for fabrication. The analysis must cover static load (dead weight + absorber loading + operational condensate), dynamic wind load (local wind speed zone), and seismic load (local seismic zone). Failure to conduct this analysis before construction is a safety risk, not merely an engineering omission. - ⚠️
High-humidity specification must be applied at field strength design stage, not remediated post-commissioning: The Ezhou site’s 74.9% annual mean humidity places this installation in the high-humidity specification category. The BLEMG-2KK generator selection was informed by the humidity correction factor calculation that confirmed standard field strength would be insufficient for full plume elimination under winter high-humidity conditions. Any site with annual mean humidity above 65% should have this correction applied before equipment is ordered. Post-commissioning discovery of incomplete plume elimination due to under-specified field strength requires expensive generator upgrade or supplementary BLIMF unit addition. - ⚠️
Safety interlocks must remain online during maintenance inspection periods without exception: The project experience summary explicitly identifies this as a critical operational requirement: during equipment inspection periods, the complete safety interlock system must be kept in online service. A large MPA system contains motor-driven components (fans, drain pumps) that could start automatically when the control system detects abnormal conditions. If safety interlocks are bypassed during manual inspection, personnel entering the system could be exposed to unexpected automatic start events. This requirement should be included in both the operational procedures documentation and the formal permit-to-work system for all maintenance activities. - ⚠️
System pressure drop of 660 Pa requires validation against induced draft fan capacity before installation: The BLCNXB-200W system total pressure drop of 660.32 Pa is significantly higher than the 250 Pa typical of smaller MPA installations, reflecting the multi-stage absorber architecture and longer duct runs required at 2,000,000 Nm³/h scale. The existing induced draft fan capacity must be validated against this total system resistance (including all upstream and downstream duct losses) before the MPA unit is specified. If the existing fan cannot provide the required total pressure at the rated gas volume, a fan upgrade or booster fan addition must be incorporated into the project scope before equipment orders are placed. - ⚠️
Annual running cost of 707.1 ten-thousand RMB requires board-level capital project justification, not standard maintenance budget approval: The annual electricity cost for the BLCNXB-200W system (1,511 kW, 7,200 h/year, 0.65 RMB/kWh = approximately 707.1 ten-thousand RMB/year) is a significant annual operating expenditure that should be included in the long-term operational cost model prepared for capital project approval. However, in the context of a 5-million-tonne-per-year pelletizing operation, this represents a marginal addition to total production cost — approximately 1.4 RMB per tonne of pellet output at the current throughput level.
08 — Engineering Takeaways
Four Transferable Lessons from the World’s Largest Single-Unit Chain-Grate Pelletizing MPA Installation
- 1
Scale changes the engineering discipline category, not just the equipment size. Moving from a 50,000 Nm³/h MPA to a 2,000,000 Nm³/h MPA does not simply require a larger version of the same unit — it requires a different engineering methodology, specifically CFD flow field simulation and structural strength analysis that are not part of standard MPA project engineering at smaller scales. Any organization specifying an MPA system above approximately 300,000–500,000 Nm³/h should treat CFD and structural analysis as mandatory scope items in the engineering contract, with clearly defined deliverables and approval criteria. - 2
Achieving 80%+ compliance margin is qualitatively different from achieving 0% compliance margin. The verified PM concentration of 1.6–1.8 mg/Nm³ against a 10 mg/Nm³ limit is not just a comfortable compliance position — it is insurance against measurement uncertainty, instrument calibration drift, seasonal performance variation, and future standard tightening. For a steel facility where production curtailment orders based on emission exceedances can halt thousands of tonnes of daily output, investing in a system that delivers 80% margin rather than 20% margin is rational risk management, not over-engineering. - 3
The humidity-corrected field strength specification is as important for the Yangtze River Basin as for coastal south China. Ezhou’s 74.9% annual mean humidity is not intuitive from a geography perspective — it is an inland central China location, not a coastal or tropical site. However, the Yangtze River Valley’s characteristic climate combines high rainfall with limited sunshine hours to produce persistent high humidity across all seasons. Engineers designing MPA systems for any location in the Yangtze River Economic Belt should apply the humidity correction as a standard practice, not only for sites they recognize as “humid regions.” - 4
Safety interlock discipline is more critical, not less critical, at large-scale industrial installations. The larger the system, the more actuators, motors, and control loops are involved, and the higher the consequence of an unexpected automatic start event during manual inspection. The project experience summary’s explicit instruction to keep safety interlocks online during inspection periods is a universal lesson for all large industrial emission control equipment, not just MPA. This protocol should be embedded in the commissioning procedures, formal lock-out/tag-out system, and annual operator retraining programme from day one of operation.
09 — Frequently Asked Questions
Magnetic Plume Abatement for Steel Pelletizing at Ultra-Low Emission Scale: Ten Questions Answered
Questions from environmental compliance teams, plant engineering managers, and capital project teams at steel sintering and pelletizing facilities planning ultra-low emission upgrades.
Ready for Ultra-Low Emission Compliance at Any Scale?
Explore the Full Range of Industrial Emission Control Solutions
From mega-scale steel pelletizing magnetic plume abatement to regenerative thermal oxidation systems for industrial VOC abatement, our engineering team delivers CFD-validated, structurally certified solutions for China’s most demanding industrial emission control requirements.





















