触媒酸化入門
低温触媒技術を活用することで、99%を超えるVOC(揮発性有機化合物)の分解・除去効率を低エネルギー消費で実現し、お客様の事業運営において安全かつ法令遵守に基づいた排出ガス制御ソリューションを提供します。
お問い合わせ中核的価値観
🌡️低温動作
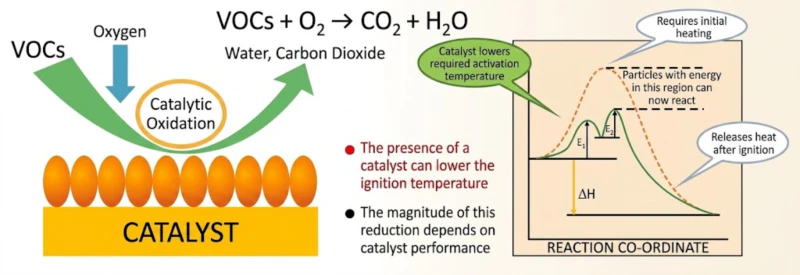
貴金属または非貴金属触媒を利用することで、VOCの発火温度が大幅に低下し(250℃~350℃)、予熱に必要な熱量を最小限に抑えることができる。
💰 低い運営コスト
直接燃焼式熱酸化装置(TO)と比較して、燃料と電力を大幅に節約できます。高濃度の排気ガス条件下では、追加燃料なしで自己発熱による運転を維持することも可能です。
🌱二次汚染なし
低温無炎燃焼は、熱窒素酸化物(NOx)の発生を根本的に抑制し、真に環境に優しく、規制に準拠した排出を実現します。

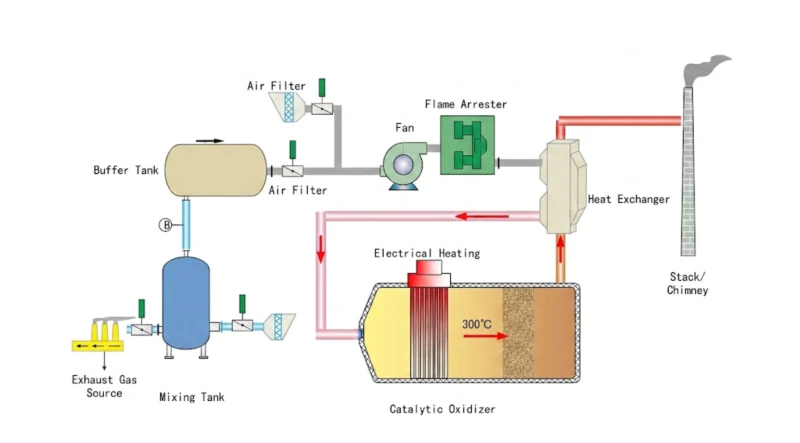
マクロ:システムワークフロー
エネルギーの捕捉、加熱、処理、回収を最大限の効率で行うように設計された、完全に統合されたプロセス。
収集と予熱
排ガスが吸い込まれ、熱交換器を通過する際に、精製されたガスから発生する残留熱を利用して予熱される。
加熱段階
ガスはバーナーまたは電気ヒーターを通過し、触媒の発火温度(250℃~350℃)に達する。
触媒反応
触媒床内での無炎燃焼により、VOCは無害なCOに分解される。2 そしてH2熱を放出しながら。
熱回収
高温で精製されたガスは、安全に排出される前に、流入する冷たい排気ガスに熱を伝達する。
微生物:触媒機構
高度な触媒技術を用いて低温でVOC(揮発性有機化合物)を分解する、分子レベルの酸化プロセス。
反応物の吸着
VOC分子と酸素(O)2反応ゾーンに入ると、触媒表面の独特な細孔構造と活性部位がこれらの分子を物理的および化学的に吸着します。
活性化と結合の弱化
触媒は、その活性成分(例えば、白金やパラジウムなどの貴金属)を介して吸着分子と相互作用する。この相互作用により、元の化学結合が著しく弱まり、切断されることで、分子は反応性の高い「活性化」状態となる。
表面酸化反応
活性酸素は活性化されたVOC分子と十分に接触する。炭化水素は切断されて再構成され、酸素と結合して迅速かつ完全な酸化還元反応を起こす。
生成物の脱着
新たに生成された無害な物質、具体的には二酸化炭素(CO₂)2)と水蒸気(H)2O)は触媒表面から脱離してガス流中に戻る。触媒自体は最終生成物には関与せず、変化しない。
発熱による熱放出
この触媒酸化反応は強い発熱反応です。放出された熱エネルギーは反応器の動作温度を維持するとともに、流入ガスの予熱に回収されるため、非常に持続可能でエネルギー効率の高い運転が実現します。
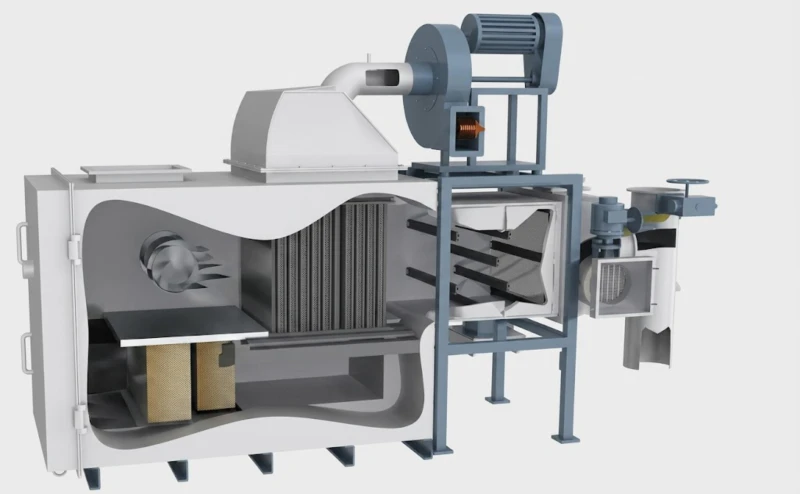
主な特徴とメリット
当社の触媒酸化システムが、よりスマートで、より安全で、より効率的な選択肢である理由をご覧ください。
低い運用コスト
従来のTOシステムよりも低い温度を利用することで、燃料と電力の消費量を大幅に削減します。
高純度
適切な空間速度と温度条件下で、99%を超える安定したVOC除去効率を達成し、維持します。
卓越した安全性
無炎低温燃焼を利用することで、火災や爆発のリスクを最小限に抑え、より安全な職場環境を実現します。
優れた触媒
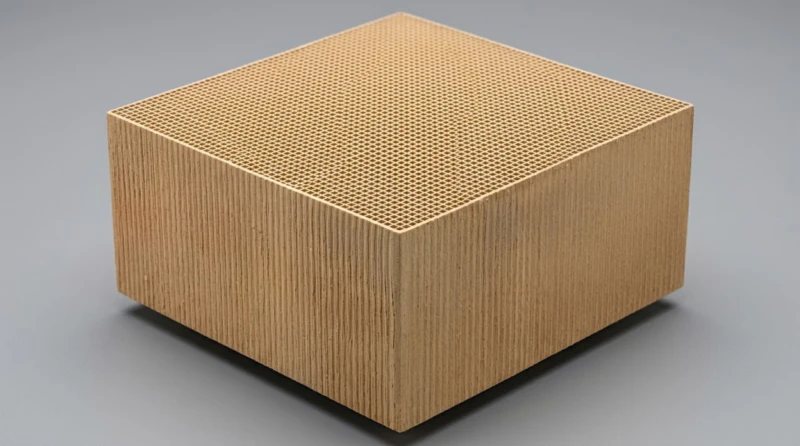
高性能なPt/Pd貴金属触媒またはハニカム触媒は、被毒に強く、長寿命と低圧力損失を実現します。
産業用途
エネルギー消費量の削減が最優先事項となる様々な産業プロセスにおいて、中濃度から高濃度のVOC(揮発性有機化合物)を処理するのに最適です。
工業用塗料
自動車、家具、金属表面処理のスプレー塗装ラインからのVOC(揮発性有機化合物)の削減。
印刷とインク
フレキソ印刷、グラビア印刷、出版物印刷から発生する溶剤排出物の処理。
化学処理
樹脂製造工場および合成工場からの有機化合物の分解。
半導体
チップ製造および電子機器製造工程におけるプロセス溶剤の効率的な除去。
医薬品
API合成および医薬品製剤施設における、法令遵守に基づくVOC(揮発性有機化合物)および臭気対策。
選択ガイド:CO vs. RTO
環境保護における総合ソリューションのリーディングカンパニーとして、お客様の実際の操業状況に基づき、最適なVOC(揮発性有機化合物)処理ソリューションの選定を支援いたします。
| 比較ディメンション | 触媒酸化(CO) | 再生式熱酸化(RTO) |
|---|---|---|
| 動作温度 | 250℃~350℃ | 800℃~850℃ |
| 排気量 | 小~中程度の風量 | 中~大風量 |
| 触媒要件 | 必須、構成制限あり (中毒予防に関する考慮事項) |
必須ではありません より幅広い適応性 |
| 機器の設置面積 | 比較的小型でコンパクトな構造 | 比較的大きい |
| 初期投資 | 中くらい (主に触媒コスト) |
より高い |
💡専門家のおすすめ
排気ガスの濃度が高く、空気量が少なく、硫黄やリンなどの触媒毒物が含まれていない場合、 触媒酸化(CO) より経済的でエネルギー効率の良い選択肢です。
非常に大量の空気、複雑なコンポーネント、または不純物を含む排気を処理する必要がある場合は、 再生式熱酸化(RTO) より安定した長期的な運用信頼性を提供します。
触媒酸化(CO)の成功事例
実際の産業設備における、法令遵守、省エネルギー、および運用信頼性の実証。
高効率COシステムがエステル類/芳香族化合物を除去
流量:32,000 m³/h、濃度は800~1,800 mg/m³で変動します。
従来の活性炭システムは、目詰まりが頻繁に発生し、有害廃棄物処理コストが高く、 GB 37822-2019 制限。
・設計破壊効率 ≥97%
・内蔵型熱交換器による約280℃での予熱
・LEL監視機能および防爆安全インターロック
NMHCの出口濃度 8.7 mg/m³ (許容濃度50mg/m³)トルエンは検出されませんでした。
エネルギー節約: 72% 天然ガス還元と直接燃焼式酸化装置の比較;年間節約額 ~$52,000触媒寿命5年、有害廃棄物なし。

耐毒性COシステムが硫黄/アミン処理の壁を突破
流量18,500 m³/h、温度65℃、濃度1.2~2.5 g/m³。
既存の生物ろ過装置は効率が低く、悪臭に関する苦情や排出基準値の超過により、操業停止のリスクがあった。
・硫黄/アミン化合物に対する耐毒性コーティング
・2段階熱回収(熱効率70%以上)
・完全自動PLC制御
ベンゼン系列は検出されず。NMHC排出口 12.3 mg/m³臭気濃度 <300 (99.2% removal).
エネルギーのメリット: RTOと比較して運転コストが56%低い(低濃度のため)。廃熱回収により、蒸気コストが年間約$26,000節約される。
✔ すべての触媒酸化装置(CO)プロジェクトは、触媒の寿命を最大化し、エネルギー消費を最小限に抑えるように個別に設計されており、環境規制への完全な対応もサポートしています。
* 実際の現場プロジェクトからのデータ(匿名化済み)。結果は特定の条件によって異なります。個別の評価については、当社のエンジニアリングチームにお問い合わせください。
🛡️ 安全設計 COシステム
-
1フレームアレスター システムの逆火を防ぐため、CO吸入口ダクトに設置する。
-
2リアルタイムLELモニタリング CO入口において、LELが25%を超えると、緊急インターロックが作動し、メインダクトバルブが閉じられます。
-
3椎間板破裂 酸化室に設置され、異常な過圧が発生した場合に圧力を解放する。
-
4高温・過圧インターロックシステム温度または圧力が設定値を超えると、排気は自動的に緊急排気口に切り替えられます。
-
5マンホールと警告標識 機器本体に備え付けられています。高温部および回転部には、作業者の安全を確保するために安全ラベルが明確に表示されています。
-
6外気取り入れ口 排気ガス入口に設置されています。起動時、故障時、および停止時にシステムをパージし、偶発的な危険を防止するために使用されます。





















