Oxidação Catalítica Regenerativa (RCO)
Combinando perfeitamente a eficiência de recuperação de calor 95%+ de um RTO com a tecnologia catalítica de baixa temperatura de um sistema de CO. Alcance uma eficiência de destruição de VOC de até 99% com o menor consumo de energia operacional possível.
Contate-nosIntrodução ao Processo RCO
A tecnologia de Oxidação Catalítica Regenerativa (RCO) aquece gases residuais orgânicos a temperaturas acima de 300°CSob a ação de um catalisador na câmara de combustão, os Compostos Orgânicos Voláteis (COVs) são oxidados e decompostos em CO₂ e H₂O inofensivos, atingindo uma eficiência de purificação de até [inserir valor aqui]. 99%.
O gás gerado em alta temperatura flui através de regeneradores e catalisadores cerâmicos especialmente projetados, aquecendo o corpo cerâmico para "armazenar calor". No ciclo subsequente, o gás residual de entrada passa por essa cerâmica aquecida, transferindo o calor armazenado para o escapamento.
Ao utilizar a cerâmica como meio de troca térmica em um ciclo contínuo, o sistema reduz significativamente o consumo de combustível necessário para aquecer os gases residuais, diminuindo os custos operacionais e alcançando uma notável eficiência de recuperação de calor de até [inserir valor aqui]. 95%.
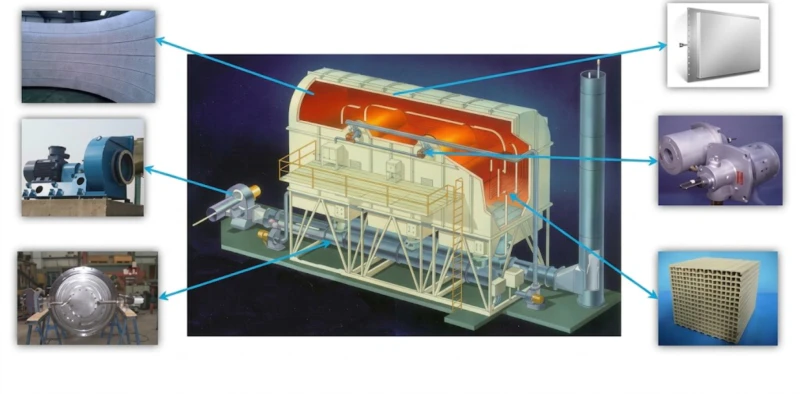
Componentes do sistema
Componentes-chave do sistema
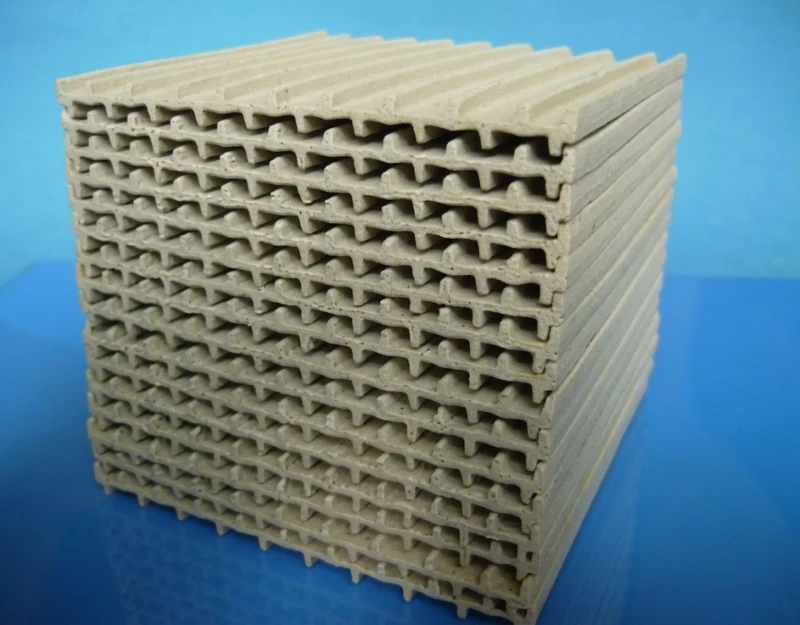
Corpo Regenerativo

Algodão de isolamento térmico

Sistema de ventilação

Disco de ruptura

Sistema de válvulas

Catalisador
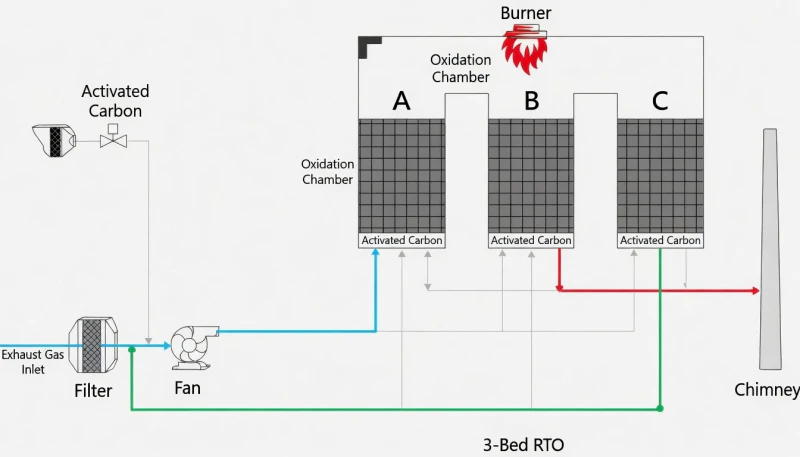
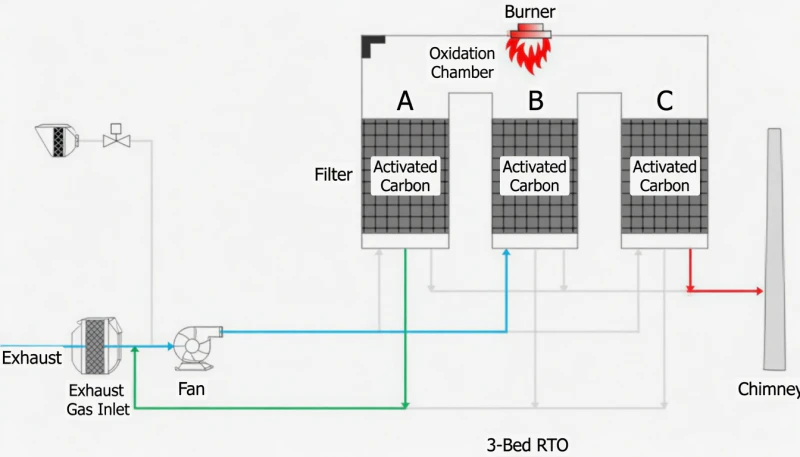
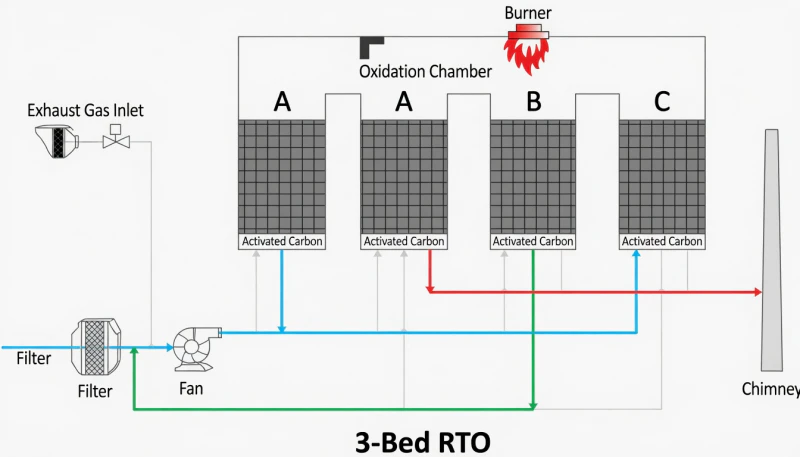
Como funciona o RCO
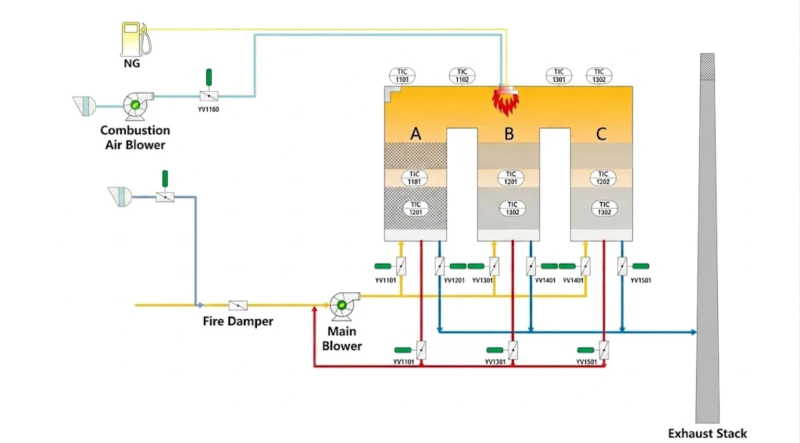
Pré-aquecimento
O gás COV entra na primeira câmara regenerativa através de válvulas de comutação. O gás absorve energia térmica do meio cerâmico pré-aquecido, elevando-se rapidamente até a temperatura de ativação do catalisador.
Oxidação Catalítica
O gás aquecido passa através do leito catalítico. Os COVs são oxidados em CO₂ e H₂O inofensivos a baixas temperaturas (250°C-400°C), liberando simultaneamente calor de reação.
Recuperação de calor
O gás purificado em alta temperatura flui através da segunda câmara regenerativa. Ele transfere seu calor de volta para o meio cerâmico (armazenando calor para o próximo ciclo) enquanto esfria.
Emissão purificada
O gás limpo e resfriado é descarregado com segurança pela chaminé. Sistemas PLC alternam periodicamente a direção da válvula para manter um ciclo contínuo e altamente eficiente em termos energéticos.
Principais características e benefícios
Descubra por que a Oxidação Catalítica Regenerativa é a solução mais eficiente em termos energéticos para o tratamento de grandes volumes de COVs (Compostos Orgânicos Voláteis).
Máxima eficiência de custos
A combinação de uma recuperação de calor excepcional (>95%) com baixas temperaturas de reação permite operação "autossustentável" sem qualquer consumo adicional de combustível, mesmo no tratamento de COVs em concentrações extremamente baixas.
Vida útil prolongada do equipamento
Ao reduzir a temperatura da câmara de combustão de 800°C (RTO padrão) para menos de 400°C, o sistema reduz drasticamente o estresse térmico e a fadiga nos componentes metálicos, além de minimizar a degradação do isolamento.
Emissões de NOx zero
A oxidação catalítica a baixa temperatura impede fundamentalmente a formação de óxidos de nitrogênio térmicos (NOx) tipicamente associados à combustão em alta temperatura, eliminando a poluição secundária.
Perfil de segurança excepcional
O sistema opera a temperaturas significativamente inferiores aos pontos de autoignição da maioria dos compostos orgânicos, garantindo o mais alto nível de segurança operacional para suas instalações.
Seleção do Triângulo Dourado
Entenda as principais diferenças entre CO, RTO e RCO para escolher o sistema de controle de emissões ideal para sua instalação.
| Dimensão de comparação | CO (Oxidação Catalítica) |
RTO (Oxidação Térmica Regenerativa) |
Economizador de energia
RCO (Oxidação Catalítica Regenerativa) |
|---|---|---|---|
| Método de recuperação de calor | Trocador de calor de placas (Eficiência: 50%-70%) |
Favo de mel de cerâmica (Eficiência: >95%) |
Favo de mel de cerâmica (Eficiência: >95%) |
| Temperatura de operação | 250°C - 350°C | 800°C - 850°C | 300°C - 400°C |
| Volume de ar adequado | Pequeno a médio | Médio a Extra Grande | Grande a Extra Grande |
| Concentração de COVs | Médio a Alto | Médio a baixo | Extremamente baixo a médio-baixo |
| Limites de composição do gás | Extremamente rigoroso (Alto risco de envenenamento) |
Ampla / Altamente Tolerante (Lida com impurezas complexas) |
Estrito (Requer anti-intoxicação e filtragem de poeira) |
Conclusão do Especialista
Se você está lidando com grandes volumes de ar e concentrações extremamente baixas de COVs sem venenos catalíticos severos, A RCO é inegavelmente a sua melhor escolha.Ele combina perfeitamente a recuperação de calor em larga escala de um RTO com a economia de combustível em baixas temperaturas de um sistema de CO.
Aplicações e cenários ideais
Pré-requisito crucial de engenharia
Os sistemas RCO são a solução definitiva para economia de energia. grandes volumes de ar com baixas concentrações de COVsNo entanto, os gases de escape devem estar estritamente isentos de partículas pesadas e substâncias que possam envenenar o catalisador. Ambientes contendo Enxofre, fósforo, halogênios ou metais pesados irão desativar o catalisador e são fortemente desaconselhadas sem um pré-tratamento extenso.

Impressão e Embalagem
Altamente eficaz para grandes instalações de impressão e embalagem, incluindo processos de impressão flexográfica e rotogravura, decompondo eficientemente os solventes de tinta e garantindo emissões limpas com consumo mínimo de combustível.

Pintura automotiva por pulverização
Ideal para a fabricação automotiva, cabines de pintura de autopeças e acabamento de metais em larga escala. Esses processos normalmente geram volumes massivos de ar de exaustão com concentrações muito baixas de COVs (Compostos Orgânicos Voláteis), tornando o RCO (Óleo Composto Reciclado) a opção mais econômica.
Semicondutores eletrônicos
Ideal para oxidar com segurança solventes específicos, agentes de limpeza e COVs (Compostos Orgânicos Voláteis) gerados durante a fabricação de semicondutores, a produção de placas de circuito impresso (PCBs) e os processos de revestimento de eletrônicos de precisão.
Sequência de comutação RCO
Um ciclo operacional contínuo de 3 leitos garante a destruição ininterrupta de COVs (Compostos Orgânicos Voláteis), evita picos de pressão e garante a recuperação máxima de calor por meio de fases sistemáticas de entrada, saída e purga.
Aprovado pelos líderes do setor
Ouça depoimentos de clientes que alcançaram total conformidade ambiental e significativa economia de energia utilizando nossos sistemas avançados de Oxidação Catalítica.
O sistema RCO instalado reduziu nossos custos operacionais de energia em quase 70%, mantendo a conformidade absoluta com os padrões de VOC (Compostos Orgânicos Voláteis). O retorno sobre o investimento tem sido fenomenal.
A experiência deles em engenharia foi fundamental para gerenciar nosso complexo fluxo de exaustão de grande volume. A instalação ocorreu sem problemas e o desempenho superou as expectativas.
Profissionais, ágeis e verdadeiros especialistas em redução de VOCs. O sistema catalítico atinge consistentemente uma eficiência de 99%+. Recomendamos fortemente seus serviços.





















