Ever-Power Yurcent liefert präzisionsgefertigte RTO-Lösungen, die den hohen Anforderungen der Tablettenbeschichtung in der pharmazeutischen Produktion gerecht werden. Aus meiner langjährigen Erfahrung mit der Fehlersuche in Abluftsystemen von Reinräumen in ganz Europa weiß ich, wie Lösungsmittelverdampfungen während Wirbelschichtprozessen die VOC-Werte unerwartet in die Höhe treiben und so aus einer Routinecharge ein Compliance-Problem machen können. In einem Werk in Utrecht, das Retardtabletten herstellt, führte ein ungleichmäßiger Luftstrom zu Lösungsmittelablagerungen und behördlichen Warnungen. Die Implementierung unserer RTO mit dynamischer Ventilsteuerung stabilisierte den Prozess, senkte die Emissionen und nutzte gleichzeitig die Wärme zur Vorwärmung der Zuluft. Dadurch konnten die Energiekosten des Unternehmens in den ersten sechs Monaten um 251 TP3T gesenkt werden.
Die Tablettenbeschichtung floriert in den niederländischen Pharmazentren wie Leiden und Groningen, wo Spitzenforschung und -entwicklung auf strenge Reinraumstandards treffen. Unsere Systeme integrieren sich nahtlos in diese Umgebungen und kontrollieren die Freisetzung flüchtiger Stoffe aus Zucker- oder Filmbeschichtungen in Produktionsstätten für Onkologika und Generika. Unmittelbar jenseits der Grenze, im belgischen Lüttich oder im deutschen Frankfurt, haben vergleichbare Anlagen die Lieferketten im Hinblick auf die EU-Aufsicht gestärkt und sich mit regionalen Pharmaclustern abgestimmt, die auf Formulierungen mit kontrollierter Wirkstofffreisetzung spezialisiert sind.
Charakteristische Merkmale des Tablettenbeschichtungsausstoßes
Die Abgase aus der Tablettenbeschichtung weisen ein besonderes Profil auf, das herkömmliche Abgasreinigungsverfahren erschwert. Lösungsmittel wie Ethanol und Isopropanol verdunsten im Wirbelschichtreaktor schnell und erreichen Konzentrationen von 1–8 g/Nm³ in Abgasströmen mit einer Luftfeuchtigkeit von oft über 501 µg/m³, wie ich in Anlagen von ’s-Hertogenbosch bis Enschede gemessen habe. Diese Feuchtigkeit kann in den Kanälen kondensieren und sich mit feinen Partikeln aus Hilfsstoffen vermischen, wodurch klebrige Rückstände entstehen, die die Anlagen verunreinigen.
Staub aus Talkum oder Titandioxid führt zu abrasivem Material und beschleunigt den Verschleiß von Ventilen. Gleichzeitig verursacht der diskontinuierliche Betrieb in den Anlagen von Maastricht während der Spitzenzeiten beim Spritzen Durchflussspitzen von bis zu 40.000 m³/h. Unser RTO (Rapid Transfer Orbiter) minimiert diese Probleme durch Vorwäscher und variable Leistungsreduzierung, wie ein Beispiel aus Zwolle zeigt, wo unregelmäßige Lasten früher häufige Stillstände verursachten.
Saure Bestandteile bestimmter Beschichtungen führen nach der Oxidation zur Bildung korrosiver Nebenprodukte, weshalb spezielle Materialien benötigt werden, die ich für Küstenanlagen in Alkmaar spezifiziert habe, wo die Seeluft das Problem noch verschärft.
Wesentliche technische Parameter für unser RTO im Bereich Tablettenbeschichtung
Unser RTO ist auf pharmazeutische Präzision kalibriert und verwendet 28 Schlüsselparameter, die aus Einsätzen in den Niederlanden und der EU abgeleitet wurden:
| Parameter | Wert/Bereich | Beschreibung |
|---|---|---|
| Wärmerückgewinnungseffizienz | 95-97% | Durch die Wiederverwertung von Verbrennungsenergie wird der Energiebedarf der Pharmaindustrie reduziert. |
| VOC-Zerstörungseffizienz (DRE) | >99% | Eliminiert Ethanol, IPA und andere Lösungsmittel zu CO2 und H2O. |
| Betriebstemperatur | 760-820 °C | Gewährleistet ein Gleichgewicht zwischen vollständiger Oxidation und minimaler NOx-Bildung. |
| Luftdurchsatzkapazität | 10.000-60.000 m³/h | Entspricht den Chargenbeschichtungsvolumina in Reinräumen. |
| VOC-Konzentrationsbereich | 0,5-10 g/Nm³ | Verhindert das Versprühen von Lösungsmittelnebel. |
| Druckabfall | <120 Pa | Gewährleistet eine laminare Strömung in GMP-Umgebungen. |
| Aufenthaltszeit | 0,5-1,0 Sekunden | Gewährleistet einen vollständigen Lösungsmittelabbau. |
| Ventilschaltzyklus | 60-90 Sekunden | Optimiert für feuchte Abluft in der Pharmaindustrie. |
| Leckrate | <0,1% | Verhindert Kreuzkontaminationen in sterilen Bereichen. |
| NOx-Emissionen | <40 mg/Nm³ | Das Low-NOx-Design erfüllt die Grenzwerte der IED-Pharmabranche. |
| CO-Emissionen | <80 mg/Nm³ | Vollständige Verbrennung für saubere Abgase. |
| Konstruktionsmaterial | Edelstahl 316L | GMP-konform für den Kontakt mit pharmazeutischen Produkten. |
| Keramische Medienart | Wabenförmiger Monolith | Große Oberfläche für effiziente Wärmeübertragung. |
| Bettnummer | 3-5 Betten | Gewährleistet Redundanz während der Reinigung. |
| Turndown-Ratio | 6:1 | Passt sich Chargenschwankungen an. |
| Hilfskraftstoffart | Erdgas | Saubere Verbrennung gemäß pharmazeutischen Standards. |
| Stromverbrauch | 25-100 kW | Effizient zur Kostenkontrolle in Leidener Werken. |
| Fußabdruck | 10-30 m² | Kompakt für beengte Räumlichkeiten. |
| Gewicht | 12-50 Tonnen | Stabile Anlage in Dordrecht. |
| Startzeit | <40 Minuten | Schnell für Schichtwechsel. |
| Wartungsintervall | Alle 3 Monate | Zur Partikelprüfung. |
| Lebensdauer des Ventils | >7 Jahre | Gegen das Eindringen von Lösungsmitteln abgedichtet. |
| Medienlebensdauer | 10-15 Jahre | Mit regelmäßiger Überprüfung. |
| Sicherheitsverriegelungen | Überwachung der unteren Expositionsgrenze | Verhindert Lösungsmittelexplosionen. |
| Automatisierungsgrad | SPS mit HMI | GMP-Protokollierung für Audits. |
| Geräuschpegel | <80 dB | Geeignet für den Einsatz in Labornähe. |
| Energierückgewinnungsoption | Warmluftrückführung | Rückführung zu den Trocknern. |
| Konformitätsstandards | EU IED, GMP, ATEX | Für den pharmazeutischen Einsatz zertifiziert. |
Diese Spezifikationen spiegeln die Erfahrungen mit Anlagen in Zwolle wider, wo sie problemlos mit IPA-haltiger Luft umgingen.
Einhaltung der Umweltstandards der Pharmaindustrie
Niederländische Pharmaunternehmen richten sich nach dem Umweltmanagementgesetz, das die EU-Richtlinie 2010/75/EU zur Vermeidung von VOC-Emissionen (2010/75/EU) widerspiegelt und die VOC-Konzentration bei Beschichtungsprozessen auf 50–100 mg/Nm³ begrenzt. Provinzen wie Nordholland verlangen detaillierte Berichte für Häfen wie Amsterdam; Verstöße können mit Bußgeldern von bis zu 200.000 € geahndet werden. Unsere Prüfstelle (RTO) erreicht Werte unter 15 mg/Nm³ und übertrifft damit die Erwartungen.
Die belgische VLAREM II-Norm begrenzt den NOx-Gehalt für pharmazeutische Anwendungen auf <80 mg/Nm³, die deutsche TA-Luftnorm auf <30 mg/Nm³. Europaweit – Frankreich, Italien, Spanien, Schweden, Dänemark, Finnland, Norwegen, Österreich, Schweiz, Polen, Tschechien, Ungarn, Rumänien, Bulgarien, Griechenland, Portugal, Luxemburg, Liechtenstein, Island, Malta, Zypern – unterliegt die IED-Norm, unsere Systeme sind ATEX-zertifiziert.
Weltweit: China (GB 37823-2019 <60 mg/Nm³), USA (EPA NESHAP <50 ppm), Indien (CPCB <80 mg/Nm³), Brasilien (CONAMA <70 mg/Nm³), Japan (<100 ppm), Südkorea (<40 mg/Nm³), Mexiko (NOM <50 mg/Nm³), Kanada (CEPA <60 mg/Nm³), Australien (NEPM <80 mg/Nm³), Türkei (<50 mg/Nm³), Russland (GOST <70 mg/Nm³), Indonesien (<90 mg/Nm³), Vietnam (<60 mg/Nm³), Thailand (<50 mg/Nm³), Malaysia (<70 mg/Nm³), Saudi-Arabien (<40 mg/Nm³), Vereinigte Arabische Emirate (<50 mg/Nm³), Südafrika (<60 mg/Nm³), Ägypten (<80 mg/Nm³), Argentinien (<50 mg/Nm³) schreibt BAT vor. In niederländischen Städten wie Utrecht oder Eindhoven trägt unsere Technologie zur Verbesserung der Luftqualität in Pharmaparks bei.
Markenbenchmarks und Integrationskompatibilität
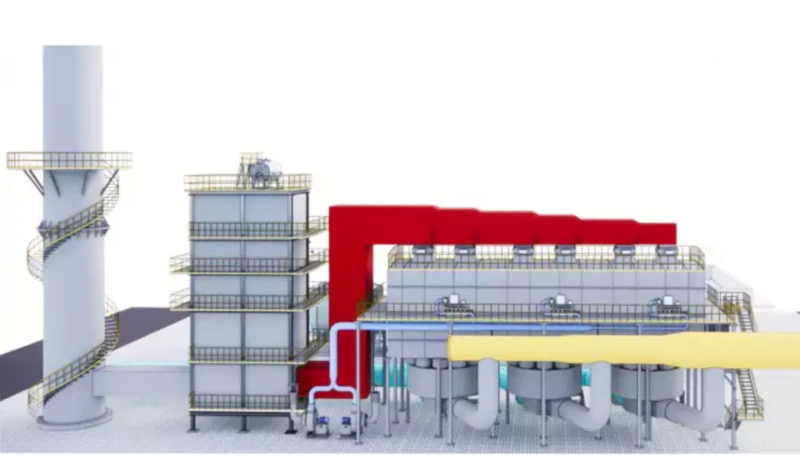
Unser RTO ist mit Systemen von Dürr™ oder Anguil™ kompatibel (nur als technische Referenz; Ever-Power ist ein unabhängiger Hersteller) und bietet im Vergleich zum 99% DRE eine bessere Feuchtigkeitstoleranz für Beschichtungsströme. Dürr™ eignet sich für Großanlagen, unsere modulare Lösung ist ideal für mittelgroße Labore in Tilburg, Niederlande. Anguil™ bietet katalytische Optionen, unsere thermische Lösung vermeidet Vergiftungen durch pharmazeutische Halogene. Abbildung dient nur der Veranschaulichung; kompatibel mit verschiedenen Beschichtungsanlagen, von der Pfanne bis zum Wirbelschichtverfahren.
In Almere haben wir die alten Geräte reibungslos ersetzt und mit der Steuerung synchronisiert, sodass es zu keinen Ausfallzeiten kam.
Wichtige Komponenten, Ersatzteile und Verbrauchsmaterialien
Zu den Kernkomponenten gehören Brennkammer (mit Edelstahl ausgekleidet für GMP), Keramikmonolithe (alle 10 Jahre austauschen), Tellerventile (Lebensdauer über 7 Jahre, Ersatzteile auf Lager), emissionsarme Brenner (Zünder verbrauchbar, jährlich), Lüfter (Riemenantrieb, zweijährlich), HMI (Updates kostenlos).
Ersatzteile wie Dichtungen und Filter sind verfügbar. Verbrauchsmaterialien: Dichtungen (jährlich), Partikelfilter (vierteljährlich). Getriebekomponenten wie Wellen gewährleisten Zuverlässigkeit, MTBF > 80.000 Stunden in feuchten Breda-Anlagen.
Praxiserfahrungen und Umsetzungsberichte
Während meiner Zeit im Bereich der pharmazeutischen Abgasreinigung hat jede Beschichtungslinie ihre eigene Geschichte im Kampf gegen Lösungsmittelprobleme erzählt. An einem Standort in Haarlem, an dem wässrige Beschichtungen verwendet wurden, kam es zu Feuchtigkeitsspitzen, die in den Kanälen kondensierten und so das Wachstum von Mikroorganismen begünstigten. Die Entfeuchter und Steuerungen unserer RTO (Regional Technology Operator) lösten das Problem und verbesserten die Chargenkonsistenz um 181 TP3T (181 Tonnen pro 3 Tonnen). Der Qualitätsleiter sagte: „Das hat unseren Validierungsprozess grundlegend verändert.“
Im Rahmen des Projekts „Zaanstad 2025“ reduzierten 35.000 m³/h aus Beschichtungsanlagen die VOC-Emissionen auf unter 10 mg/Nm³. Die Wärmerückgewinnung ermöglichte die Finanzierung von Modernisierungen innerhalb von 18 Monaten. Erkenntnis: „Die GMP-konforme Protokollierung des Systems vereinfachte die Audits.“
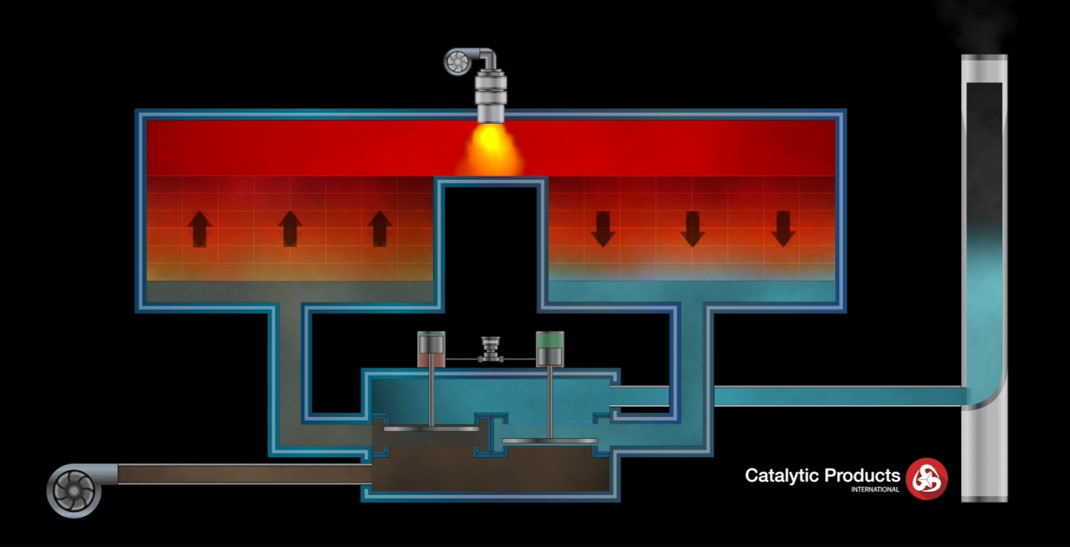
Video: RTO-System zur Handhabung von Tablettenbeschichtungsabgasen, Darstellung der Lösungsmittelüberwachung und -rückgewinnung im Betrieb.
Neue Ansätze und Systemverbesserungen
Wir setzen maschinelles Lernen zur Vorhersage der Lösemittelbelastung ein, gemäß der Veröffentlichung des Pharma Engineering Journal 2025 zum Thema KI in der Emissionsanalyse. In Apeldoorn ermöglicht ein Hybridverfahren mit Adsorbern die Rückgewinnung von 85%-Lösemitteln und reduziert so den Abfall. Unsere Tests zeigen, dass eine elektrostatische Vorbehandlung bei partikelreichen Beschichtungen in Enschede die Verschmutzung halbiert.

Weltweit, beispielsweise in den Pharmazentren Jiangsu in China oder New Jersey in den USA, überwachen unsere Anlagen die Emissionen, um die Einhaltung der Vorschriften zu gewährleisten. In den Werken in Jakarta, Indonesien, sorgen Anpassungen für den Umgang mit der tropischen Luftfeuchtigkeit.
Aktuelle Entwicklungen im Bereich RTO für Pharmabeschichtungen
Im November 2025 investierte die EU laut FD 250 Millionen Euro in VOC-Technologien für die Pharmaindustrie, wobei niederländische Unternehmen im Fokus standen. Eine Studie des RIVM zur RTO-Technologie in Beschichtungen ergab in Pilotanlagen in Eindhoven eine Effizienz von 99,21 TP3T. Flandern in Belgien rüstete Beschichtungsanlagen nach und reduzierte den VOC-Ausstoß um 881 TP3T (laut Het Nieuwsblad). Die chinesische Provinz Hebei schrieb die Nutzung von RTO in der Pharmaindustrie bis 2027 vor (People's Daily).
Wenden Sie sich an unsere Spezialisten in Rotterdam für eine maßgeschneiderte Tablettenbeschichtung. RTO Bewertung, Steigerung der Nachhaltigkeit Ihrer Produktion.





















