Nei settori specializzati del risanamento ambientale e della produzione biochimica, la gestione di odori persistenti e composti organici volatili (COV) a bassa concentrazione rappresenta una sfida ingegneristica di altissimo livello. Le tecnologie di purificazione tradizionali spesso faticano ad affrontare il paradosso peculiare di questi settori: flussi d'aria caratterizzati da portate volumetriche enormi ma concentrazioni di inquinanti relativamente diluite. Dalle pungenti emissioni sulfuree degli impianti di depurazione municipali ai profili aggressivi dei solventi utilizzati nella sintesi farmaceutica e nella lavorazione della gomma, la semplice filtrazione non è più sufficiente. La sinergia integrata di adsorbimento-desorbimento su zeolite e combustione catalitica offre una soluzione definitiva a valle del processo, che raggiunge un'efficienza di purificazione superiore a 95%, riducendo drasticamente l'impronta energetica delle operazioni industriali su larga scala.

Figura 1: Sistema integrato di adsorbimento-desorbimento su zeolite per la riduzione di odori e VOC a livello regionale.
1. Superiorità strutturale: Zeolite contro mezzi di coltura tradizionali
Il principale vantaggio del setaccio molecolare a base di zeolite nel settore biochimico deriva dalla sua architettura cristallina altamente ordinata. A differenza dei materiali amorfi come il carbone attivo, che presentano una distribuzione caotica e irregolare dei pori, la zeolite è costituita da una rete tridimensionale di tetraedri di biossido di silicio e ossido di alluminio. Questa precisione atomica si traduce in una struttura a "nido d'ape uniforme", ovvero canali identici fino alla scala sub-nanometrica, che forniscono un ambiente prevedibile e stabile per la cattura molecolare.
Area superficiale e resistenza termica
Il volume dei pori interni di queste strutture a nido d'ape rappresenta quasi la metà del volume totale del materiale. Ciò si traduce in una superficie specifica sbalorditiva, che in genere raggiunge i 1000 metri quadrati per singolo grammo. Inoltre, la natura inorganica della zeolite le conferisce un'eccellente stabilità idrotermica e un'assoluta non infiammabilità. Questo rappresenta un importante miglioramento in termini di sicurezza per gli impianti di lavorazione farmaceutica e della gomma, dove i composti organici ad alto punto di ebollizione possono causare il surriscaldamento o l'autocombustione dei filtri a base di carbone.
Grazie alla forma rettilinea e regolare dei condotti, la resistenza al vento dell'intero sistema si mantiene a un livello notevolmente basso (circa 300 Pa). Ciò riduce al minimo il consumo energetico dei ventilatori industriali ad aspirazione forzata, consentendo il trattamento continuo di ingenti flussi d'aria provenienti da vasche di depurazione o macelli con un consumo elettrico minimo.
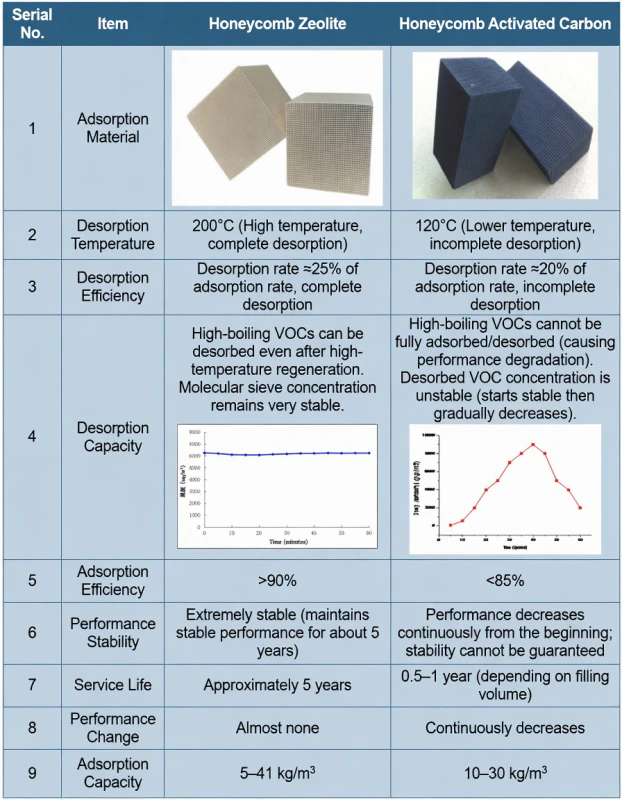
Figura 2: Contrasto morfologico: reticolo zeolitico ordinato vs. pori di carbonio amorfo
Il meccanismo di microsetacciatura: precisione a livello di angstrom
Attraverso la microscopia elettronica a scansione (SEM), viene rivelata la struttura a nido d'ape perfettamente organizzata del setaccio molecolare. Questa uniformità fisica è il motore dell'adsorbimento "selettivo per forma" del sistema. I diametri delle cavità della zeolite sono progettati tra 0,6 e 1,5 nanometri, perfettamente sintonizzati sull'impronta molecolare dei comuni VOC industriali come benzene, toluene ed esteri complessi.
Questa uniformità consente al sistema di ottenere un effetto "setaccio molecolare" in cui le molecole organiche nocive vengono fisicamente bloccate e intrappolate all'interno delle cavità interne, mentre i gas atmosferici più piccoli e innocui, come l'azoto e l'ossigeno, li attraversano indisturbati. Negli impianti di riciclo delle risorse rinnovabili, dove il flusso gassoso può contenere un'ampia varietà di idrocarburi frammentati, questa affidabilità strutturale previene l'"intasamento" o l'"avvelenamento" che spesso compromette i materiali adsorbenti meno organizzati.
Coerenza operativa: a differenza del carbone, la cui efficienza diminuisce a causa dell'intasamento irregolare dei pori, la zeolite mantiene i tassi di cattura iniziali per centinaia di migliaia di cicli, garantendo la conformità ambientale a lungo termine per i settori ad alta sensibilità.
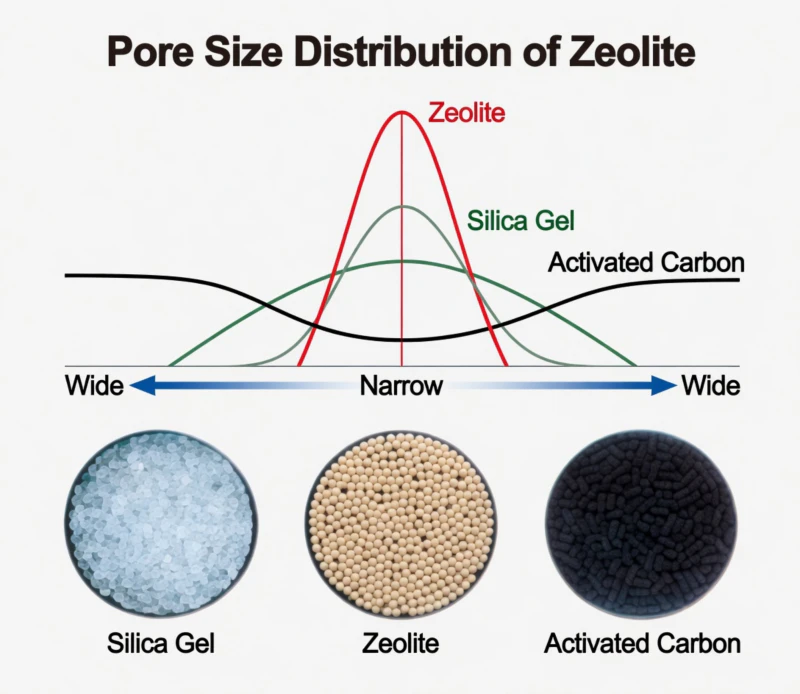
Figura 3: Visualizzazione SEM della geometria precisa della zeolite e della consistenza dei pori.
3. Selezione della polarità e campo elettrostatico interno
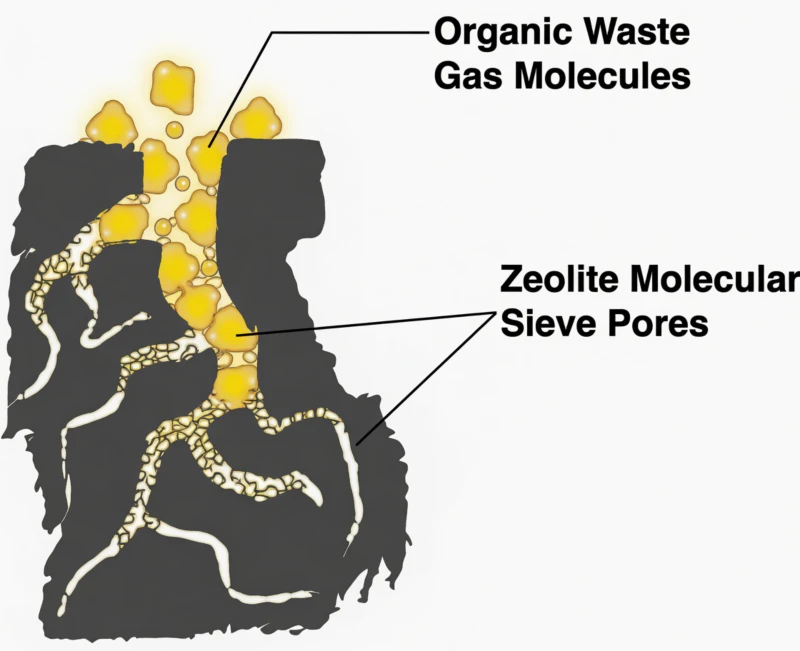
Figura 4: Cattura a doppio meccanismo: esclusione dimensionale e induzione di polarità
Oltre le dimensioni fisiche
Sebbene la setacciatura geometrica rappresenti il primo livello di filtrazione, la vera capacità di "terminazione" della zeolite risiede nel suo potente campo elettrostatico interno. Grazie alla carica intrinseca degli atomi di alluminio nella struttura silicatica, i setacci molecolari di zeolite agiscono come adsorbenti polari. Ciò è essenziale per l'industria biochimica, dove inquinanti come mercaptani, ammine e composti contenenti zolfo derivanti dai processi di macellazione sono altamente polari.
Il campo elettrostatico crea un "ancoraggio molecolare" che fissa i VOC target con una forza significativamente maggiore rispetto alle semplici forze di Van der Waals utilizzate dai filtri tradizionali. Ciò consente un trattamento ad alta efficienza anche di flussi di scarico molto diluiti, poiché l'attrazione è guidata dalla fisica molecolare piuttosto che dalla concentrazione del gas. Inoltre, è possibile selezionare zeoliti idrofobiche specializzate per garantire che, negli ambienti ad alta umidità tipici del trattamento delle acque reflue, le molecole organiche abbiano la priorità di adsorbimento rispetto al vapore acqueo.
4. Sinergia tra adsorbimento-desorbimento e distruzione termica

Figura 5: Ciclo di processo trifase: adsorbimento, desorbimento termico e standby.
Concentrazione e desorbimento
Per garantire tempi di inattività della produzione pari a zero, il sistema utilizza più serbatoi di adsorbimento (A, B e C). Mentre un serbatoio è impegnato attivamente nel lavaggio dei gas di scarico, un altro viene rigenerato. Utilizzando aria calda proveniente interamente dal calore residuo della combustione catalitica, il sistema desorbe i VOC intrappolati. Questa fase di "concentrazione" riduce di 20 volte il volume di gas da trattare, trasformando un problema diluito in un flusso ad alta energia pronto per l'ossidazione finale.
Distruzione termica a bassa energia
Il gas tossico concentrato entra nel combustore catalitico, dove le sostanze organiche vengono ossidate e decomposte in CO₂ e vapore acqueo innocui a temperature comprese tra 300 e 500 °C. Poiché il gas concentrato è ricco di combustibile organico, il calore esotermico rilasciato è spesso sufficiente a mantenere la reazione senza bisogno di gas naturale esterno. Questo rende il sistema un "ciclo energetico sostenibile" che rappresenta lo standard di riferimento per le industrie delle risorse rinnovabili.
5. Capacità senza pari per i moderni parchi industriali
Supportare scenari multisettoriali di vasta portata richiede una capacità produttiva colossale. Il nostro sistema integrato è indubbiamente in grado di gestire volumi di gas di scarico enormi, che metterebbero in crisi le tecnologie tradizionali. Per grandi complessi zootecnici o parchi farmaceutici, una singola unità può gestire senza problemi volumi d'aria di progetto che raggiungono l'incredibile cifra di duecentomila metri cubi all'ora.
Integrità meccanica
Realizzato in acciaio al carbonio ad alta resistenza con rivestimenti antiruggine avanzati, il sistema è in grado di resistere agli ambienti altamente umidi e corrosivi degli impianti di trattamento delle acque reflue e di lavorazione della gomma senza subire degrado strutturale.
Versatilità modulare
I moduli indipendenti di setacci molecolari consentono una manutenzione rapida e una messa a punto specifica del materiale, sia che l'obiettivo siano i mercaptani provenienti dai macelli o i solventi farmaceutici.
Prontezza all'avvio a freddo
Grazie a un breve tempo di avviamento a freddo di 20-30 minuti, il sistema è perfettamente adatto a cicli di lavorazione biologica intermittenti e a operazioni di riciclo di materiali rinnovabili in batch.
Aderendo rigorosamente al sistema di gestione ISO 9001, garantiamo che ogni impianto ambientale, sia esso un bacino di depurazione remoto o un centro di riciclaggio all'avanguardia, mantenga una posizione di leadership in termini di sicurezza industriale e prestazioni di depurazione. Scegliendo un sistema con una resistenza al vento di soli 300 Pa e tassi di cattura superiori a 95%+, i proprietari degli impianti raggiungono l'equilibrio ideale tra conformità normativa e redditività operativa.
Rendi a prova di futuro la tua strategia di conformità industriale.
Per i settori del risanamento ambientale, della biochimica e delle risorse rinnovabili, gli odori e i COV non rappresentano più un problema normativo. Implementando l'avanzata tecnologia di concentrazione a base di zeolite non infiammabile, proteggete la vostra redditività garantendo al contempo la conformità alle normative attraverso la rigorosa distruzione delle emissioni tossiche. Contattate oggi stesso il nostro team di ingegneri esperti per progettare un sistema di purificazione dei fumi industriali su misura per il vostro impianto di grandi dimensioni ed entrate a far parte dell'élite degli operatori industriali a impatto energetico zero.





















