In the specialized domains of environmental remediation and biological chemical production, managing persistent odors and low-concentration volatile organic compounds (VOCs) is an engineering challenge of the highest order. Traditional purification technologies often struggle with the unique paradox of these sectors: air streams characterized by colossal volumetric flows but relatively dilute pollutant concentrations. From the pungent sulfurous emissions of municipal sewage treatment stations to the aggressive solvent profiles of pharmaceutical synthesis and rubber processing, simple filtration is no longer sufficient. The integrated synergy of Zeolite Adsorption-Desorption and Catalytic Combustion provides a definitive, end-of-pipe solution that achieves over 95% purification efficiency while radically slashing the energy footprint of large-scale industrial operations.

Fig 1: Integrated Zeolite Adsorption-Desorption System for Regional Odor and VOC Abatement
1. Structural Superiority: Zeolite vs. Traditional Media
The core advantage of the zeolite molecular sieve in the bio-chemical sector stems from its highly ordered crystalline architecture. Unlike amorphous materials like activated carbon, which possess a chaotic and irregular pore distribution, zeolite consists of a three-dimensional network of silicon dioxide and aluminum oxide tetrahedra. This atomic precision results in a structure of “uniform honeycombs”—channels that are identical down to the sub-nanometer scale, providing a predictable and stable environment for molecular capture.
Surface Area and Thermal Resistance
The internal pore volume of these honeycombs accounts for nearly half of the material’s total volume. This translates into a staggering specific surface area, typically reaching up to 1000 square meters per single gram. Furthermore, zeolite’s inorganic nature grants it supreme hydrothermal stability and absolute non-flammability. This is a critical safety upgrade for pharmaceutical and rubber processing facilities where high-boiling-point organic compounds can cause carbon-based filters to overheat or spontaneously ignite.
Because the passages are straight and regular, the wind resistance of the entire system is maintained at a remarkably low level (approximately 300 Pa). This minimizes the energy load on industrial induced draft fans, allowing for the continuous processing of massive air streams from sewage basins or slaughtering halls with minimal electrical drain.
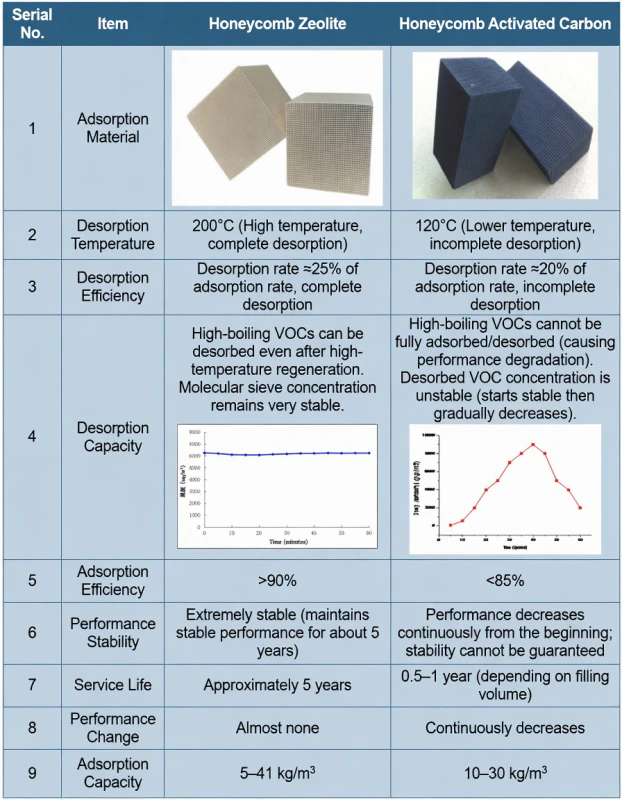
Fig 2: Morphological Contrast: Ordered Zeolite Lattice vs. Amorphous Carbon Pores
The Micro-Sieving Mechanism: Precision at the Angstrom Level
Through Scanning Electron Microscopy (SEM), the perfectly arranged honeycomb lattice of the molecular sieve is revealed. This physical consistency is the engine behind the system’s “Shape-Selective” adsorption. Zeolite cavity diameters are engineered between 0.6 and 1.5 nanometers, perfectly tuned to the molecular footprint of common industrial VOCs like benzene, toluene, and complex esters.
This uniformity allows the system to achieve a “Molecular Sieve” effect where harmful organic molecules are physically obstructed and trapped within the internal cavities, while smaller, harmless atmospheric gases like Nitrogen and Oxygen pass through unhindered. In renewable resource recycling plants, where the gas stream may contain a wide variety of fragmented hydrocarbons, this structural reliability prevents the “blinding” or “poisoning” that often cripples less organized adsorption media.
Operational Consistency: Unlike carbon, which experiences efficiency drops as pores clog unevenly, zeolite maintains initial capture rates through hundreds of thousands of cycles, ensuring long-term environmental compliance for high-sensitivity industries.
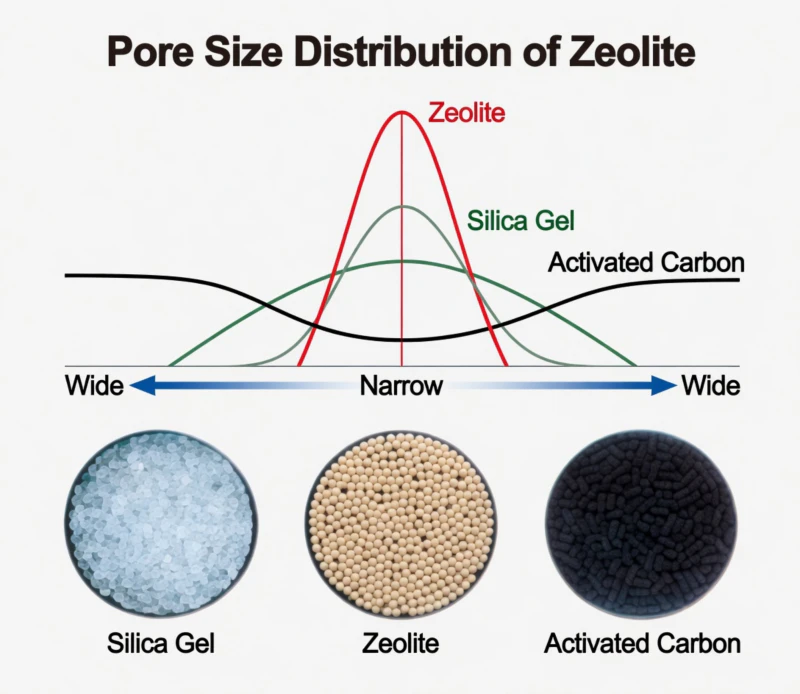
Fig 3: SEM Visualization of Precise Zeolite Geometry and Pore Consistency
3. Polarity Selection and the Internal Electrostatic Field
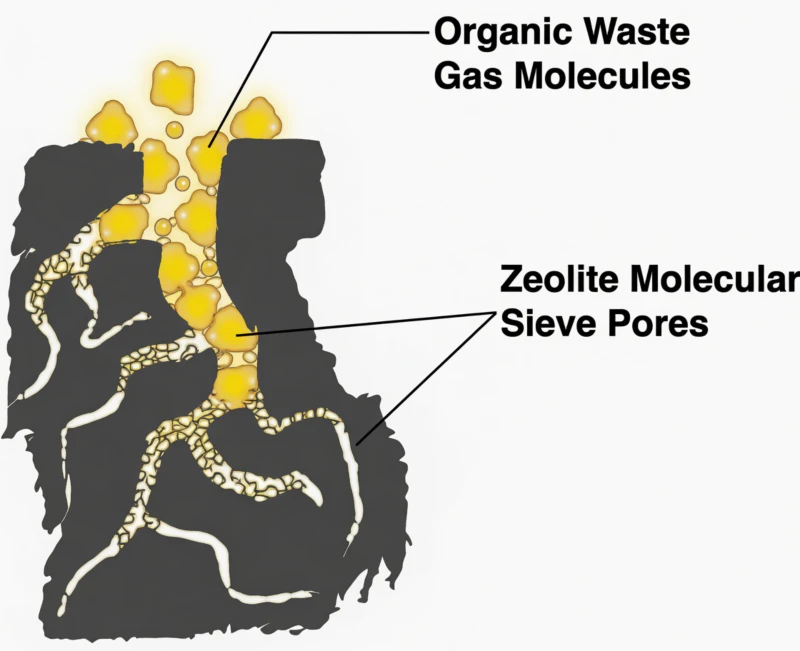
Fig 4: Dual-Mechanism Capture: Size Exclusion and Polarity Induction
Beyond Physical Dimensions
While geometric sieving is the first layer of filtration, the true “terminator” capability of zeolite lies in its powerful internal electrostatic field. Due to the intrinsic charge of the aluminum atoms in the silicate framework, zeolite molecular sieves act as polar adsorbents. This is essential for the bio-chemical industry, where pollutants such as mercaptans, amines, and sulfur-containing compounds from slaughtering processes are highly polar.
The electrostatic field creates a “molecular anchor” that secures target VOCs with significantly more force than the simple Van der Waals forces used by traditional filters. This enables the high-efficiency treatment of even highly dilute exhaust streams, as the attraction is driven by molecular physics rather than gas concentration. Furthermore, specialized hydrophobic zeolites can be selected to ensure that in the high-humidity environments of wastewater treatment, organic molecules are prioritized for adsorption over water vapor.
4. Adsorption-Desorption and Thermal Destruction Synergy

Fig 5: Three-Phase Process Loop: Adsorption, Thermal Desorption, and Standby
Concentration and Desorption
To maintain zero production downtime, the system utilizes multiple adsorption tanks (A, B, and C). While one tank is actively scrubbing the exhaust, another undergoes regeneration. Using hot air sourced entirely from the residual heat of catalytic combustion, the system desorbs the trapped VOCs. This “concentration” step reduces the volume of gas needing treatment by 20 times, transforming a dilute problem into an energy-rich stream ready for final oxidation.
Low-Energy Thermal Destruction
The concentrated toxic gas enters the catalytic combustor, where organic substances are oxidized and decomposed into harmless CO₂ and water vapor at temperatures ranging from 300-500°C. Because the concentrated gas is dense with organic fuel, the exothermic heat released is often sufficient to maintain the reaction without external natural gas. This makes the system an “Energy-Sustaining Loop” that is the gold standard for renewable resource industries.
5. Unrivaled Capacity for Modern Industrial Parks
Supporting massive multi-sector scenarios requires colossal manufacturing prowess. Our integrated system is definitively capable of processing ultra-large exhaust gas volumes that would overwhelm traditional technologies. For large-scale livestock complexes or pharmaceutical parks, a single unit can manage design air volumes reaching an astonishing two hundred thousand cubic meters per hour flawlessly.
Mechanical Integrity
Manufactured from heavy-duty carbon steel with advanced anti-rust coatings, the system handles the highly humid and corrosive atmospheres of wastewater treatment and rubber processing without structural decay.
Modular Versatility
Independent molecular sieve modules allow for rapid maintenance and specific material tuning, whether the target is slaughterhouse mercaptans or pharmaceutical solvents.
Cold-Start Readiness
With a short cold-start time of 20 to 30 minutes, the system is perfectly suited for intermittent biological processing cycles and batch-based renewable recycling operations.
Adhering strictly to the ISO9001 management system, we ensure that every environmental installation—whether in a remote wastewater basin or a high-tech recycling center—maintains a leading position in industrial safety and purification performance. By choosing a system with a wind resistance of only 300 Pa and 95%+ capture rates, facility owners achieve the ideal balance between regulatory compliance and operational profitability.
Future-Proof Your Industrial Compliance Strategy
For the environmental remediation, bio-chemical, and renewable resource sectors, odors and VOCs are no longer a regulatory liability. By implementing advanced non-flammable zeolite concentration technology, you protect your profitability while ensuring guaranteed compliance through the rigorous destruction of toxic emissions. Contact our expert engineering team today to architect a bespoke industrial exhaust purification system for your large-scale facility and join the elite tier of energy-neutral industrial operators.





















