Nel panorama moderno della produzione di alta precisione, la conformità ambientale è spesso considerata un "centro di costo". I metodi tradizionali di trattamento dei composti organici volatili (COV), in particolare la combustione termica diretta, sono noti per il loro elevato consumo di gas naturale. In presenza di grandi flussi d'aria e basse concentrazioni di inquinanti, tipiche delle linee di verniciatura per l'elettronica, la stampa e il settore automobilistico, la combustione diretta diventa un onere finanziario che può erodere l'intero margine di profitto di un impianto. Tuttavia, l'avvento della tecnologia di adsorbimento-concentrazione su zeoliti combinata con la combustione catalitica ha ribaltato questo paradigma. Con costi operativi che raggiungono appena il 5% di quelli dei metodi tradizionali, il "segreto del risparmio energetico" risiede in una sofisticata combinazione di fisica molecolare, feedback termodinamico e geometria cristallina.

Figura 1: Integrazione industriale su larga scala: elevati tassi di purificazione a una frazione del costo
1. La trappola della diluizione: perché la combustione diretta fallisce
La sfida principale nella riduzione dei VOC industriali non è la tossicità dei solventi, bensì la loro dispersione. La combustione termica diretta richiede il riscaldamento dell'intero flusso d'aria di scarico, che spesso raggiunge i 100.000 m³/h o più, a una temperatura di almeno 800 gradi Celsius per ottenere la distruzione ossidativa. Quando la concentrazione di VOC è bassa (ad esempio, inferiore a 500 mg/m³), gli inquinanti stessi non forniscono sufficiente "combustibile" per mantenere queste temperature.
L'incubo del carburante ausiliario
In questo scenario, un sistema a combustione diretta agisce come un gigantesco radiatore per l'atmosfera, bruciando enormi quantità di costoso gas naturale semplicemente per riscaldare aria pulita. Ciò si traduce in un "rendimento energetico negativo", in cui il costo energetico della purificazione supera il valore del processo produttivo stesso. Inoltre, la combustione ad alta temperatura produce inevitabilmente ossidi di azoto (NOx), che richiedono un trattamento aggiuntivo e creano un ciclo di inquinamento secondario e costi secondari.
I sistemi a zeolite risolvono questo problema rifiutandosi di "riscaldare l'aria". Al contrario, trattano l'aria di scarico come un vettore temporaneo, utilizzando setacci molecolari per catturare solo le molecole di VOC e lasciando che l'aria pulita e fredda ritorni immediatamente nell'atmosfera.

Figura 2: Il ciclo sinergico: isolare gli inquinanti dal carico termico
2. Picco di concentrazione: trasformare la passività in carburante
Il rapporto di arricchimento 20:1
Il "segreto" inizia con la fase di desorbimento. Man mano che il setaccio molecolare di zeolite cattura i VOC, si satura. Il sistema passa quindi a una modalità di rigenerazione utilizzando un flusso di aria calda ad alta temperatura. Tuttavia, questo flusso d'aria di desorbimento è in genere solo da 1/10 a 1/20 del volume dei gas di scarico originali.
Separando i VOC in un volume d'aria molto più piccolo, la concentrazione di inquinanti organici aumenta di 10-20 volte. Ad esempio, un flusso diluito di 200 mg/m³ viene concentrato in un flusso denso di 4.000 mg/m³. A questa densità, i VOC si trasformano da rifiuti tossici in un combustibile ad alta energia. Quando questo gas concentrato entra nell'ossidatore catalitico, l'energia rilasciata dalla sua distruzione è così intensa che il sistema diventa termicamente autosufficiente.
Risparmio operativo: Poiché l'energia di combustione è fornita dagli inquinanti stessi, la necessità di gas naturale esterno viene eliminata durante il funzionamento a regime, riducendo a zero il costo del combustibile.
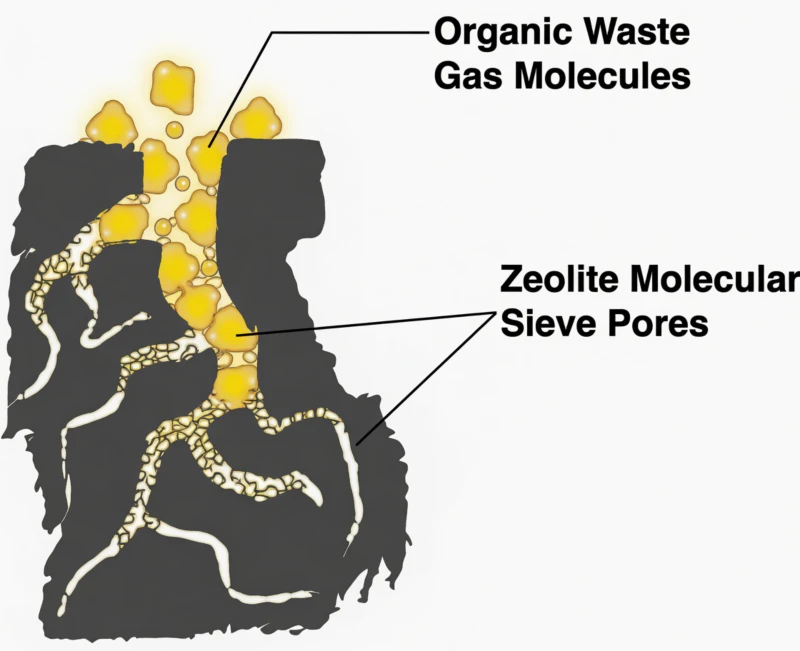
Figura 3: Arricchimento molecolare: aumento della densità di VOC per consentire l'ossidazione autosostenuta
3. Combustione catalitica contro incenerimento termico
Colmare il divario di temperatura di 500 gradi
Il secondo importante segreto per il risparmio energetico risiede nella temperatura di accensione. La combustione termica diretta è un processo "a forza bruta", che richiede 800 gradi Celsius per rompere i legami organici. La combustione catalitica, che utilizza letti di metalli preziosi ad alta attività, abbassa l'energia di attivazione della reazione. Ciò consente di ossidare completamente i VOC a soli 250-300 gradi Celsius.
Mantenere una temperatura di 300 gradi Celsius richiede un'energia esponenzialmente inferiore rispetto al mantenimento di una temperatura di 800 gradi Celsius. In un sistema a zeolite, questa "ossidazione a bassa temperatura" è accoppiata a uno scambiatore di calore interno ad alta efficienza. Il calore esotermico generato dalla combustione senza fiamma di VOC concentrati viene recuperato e reimmesso nel sistema per preriscaldare il gas in ingresso. Questo ciclo di retroazione termica crea un meccanismo autosostenuto in cui la distruzione degli inquinanti fornisce l'energia necessaria per distruggerne altri. I prodotti risultanti – anidride carbonica e vapore acqueo innocui – escono dal sistema a una temperatura sufficientemente bassa da minimizzare le perdite di calore, massimizzando l'efficienza complessiva del sistema.

Figura 4: Meccanismo di ossidazione a bassa temperatura e feedback esotermico
4. Microingegneria: riduzione della resistenza elettrica
Il risparmio energetico non riguarda solo il consumo di gas, ma anche quello di elettricità. Nei sistemi di ventilazione industriale su larga scala, la "resistenza al vento", ovvero la caduta di pressione attraverso un sistema di filtrazione, determina il fabbisogno energetico dei ventilatori a induzione. I materiali filtranti standard, come il carbone attivo disordinato, creano un percorso caotico e ad alta resistenza per l'aria, costringendo i ventilatori a lavorare di più e a consumare più energia.
Il sistema a zeolite BAOLAN utilizza una **struttura cristallina a nido d'ape**. Attraverso la microscopia elettronica a scansione, è evidente che i canali della zeolite sono perfettamente dritti e uniformemente allineati. Questa geometria ordinata consente a flussi d'aria massicci – fino a 200.000 m³/h – di attraversare il letto con una resistenza di soli 300 Pa. Mantenendo una velocità del vento nella torre vuota compresa tra 0,8 e 1,5 m/s, il sistema minimizza la turbolenza aerodinamica.
Vantaggio fluidodinamico: una minore resistenza all'aria si traduce direttamente in un minore amperaggio della ventola, riducendo la bolletta elettrica mensile per la gestione dei fumi dal 30 al 50% rispetto ai tradizionali sistemi a letto denso o ad alto contenuto di particolato.
Figura 5: Efficienza geometrica: canali a nido d'ape regolari che minimizzano la caduta di pressione del sistema.
Il verdetto di 1/20: un ROI sostenibile
Il risultato cumulativo di questi segreti ingegneristici è un profondo cambiamento nelle spese operative. Se confrontiamo un flusso di gas di scarico standard di 50.000 m³/h con una bassa concentrazione di VOC, il metodo di combustione termica diretta costerebbe decine di migliaia di dollari al mese in gas naturale. Il sistema di adsorbimento-concentrazione su zeolite + combustione catalitica riduce questo costo a una frazione minima. Concentrando il gas, abbassando la temperatura di accensione e recuperando il calore di reazione, il costo energetico si riduce effettivamente a 1/20 dell'alternativa termica.
Sicurezza e stabilità
Oltre al vantaggio energetico, la matrice inorganica di zeolite è non infiammabile e termicamente stabile. Elimina i rischi di incendio catastrofici associati ai letti di carbone attivo utilizzati per il trattamento di chetoni o alcoli.
Lunga durata di servizio
Catalizzatori di alta qualità con elevata attività e proprietà anti-avvelenamento garantiscono al sistema prestazioni ottimali per un periodo compreso tra 8.000 e 12.000 ore prima che sia necessaria la manutenzione del materiale di supporto.
Ciclo autosostenibile
Una volta che il catalizzatore raggiunge la temperatura di accensione, l'ossidazione dei VOC concentrati produce calore sufficiente a mantenere il processo di desorbimento senza combustibile esterno.
Aderendo al sistema di gestione della qualità ISO 9001 e sfruttando le più avanzate tecnologie nel campo dei materiali, gli impianti industriali possono ora raggiungere l'eccellenza ambientale senza compromettere la propria salute finanziaria. Il segreto per ridurre i costi operativi di un ventesimo non risiede in un singolo componente, bensì nella sinergia olistica di concentrazione, catalisi a bassa temperatura e microingegneria aerodinamica.
Scatena il potere della purificazione a energia neutra
Non lasciate che gli elevati costi energetici e i rischi per la sicurezza compromettano il piano ambientale del vostro impianto. Sfruttate la potenza della tecnologia delle zeoliti cicliche per garantire una purificazione dei VOC sicura, stabile ed economicamente vantaggiosa. Che si tratti di gestire i solventi delicati di un impianto di semiconduttori o gli ingenti volumi d'aria di una linea di stampa industriale, i nostri cicli di adsorbimento-combustione progettati su misura offrono la soluzione definitiva. Contattate oggi stesso il nostro team di ingegneri esperti per progettare un sistema personalizzato in base al vostro specifico profilo di solventi e ai vostri obiettivi di sostenibilità.





















