Estudo de Caso · Controle de Emissões Industriais
Como um produtor alemão especializado em materiais refratários de alto desempenho conseguiu reduzir simultaneamente as emissões de CO e de NOx para ≤30 mg/Nm³ em seu forno túnel a GNL — implementando um RTO (Oxidante Térmico Regenerativo) para oxidação de CO combinado com um trocador de calor de alta eficiência e desnitrificação SCR de temperatura média, usando amônia 20% como agente redutor, em uma configuração compacta adaptada a um fluxo de gases de combustão de processo existente de 25.000 Nm³/h.
Redução de CO RTO
SCR de temperatura média
Produção de cerâmica de alto desempenho
Conformidade com níveis ultrabaixos de NOx
01 — Contexto do Setor
Materiais refratários de alta qualidade: um setor tecnicamente exigente que enfrenta limites cada vez mais rigorosos de NOx e CO.
Os materiais refratários são cerâmicas resistentes a altas temperaturas, indispensáveis na metalurgia, construção civil, produção química, fabricação de vidro e, cada vez mais, em aplicações aeroespaciais e de novas energias. Os produtos refratários moldados (refratários densos e de precisão) são utilizados nas indústrias siderúrgica, cimenteira, vidreira e metalúrgica como revestimentos de fornos, componentes de fornos e elementos estruturais de alta temperatura. Os materiais refratários não moldados (concretos refratários, misturas para projeção, revestimentos) atendem às necessidades de manutenção dinâmica de equipamentos industriais de alta temperatura.
A empresa deste estudo de caso é uma empresa especializada de capital alemão com investimento estrangeiro, ocupando uma área de 100.000 m², focada em pesquisa, desenvolvimento e produção de materiais refratários de alta qualidade. Sua linha de produtos abrange duas categorias principais: (1) tijolos refratários alcalinos (magnésia) produzidos em fornos túnel a gás natural liquefeito (GNL), com capacidade anual de 40.000 t e potencial de expansão para 120.000 t, atendendo aos setores de aço, cimento e fundição metalúrgica; (2) materiais refratários não moldados, incluindo concretos refratários, revestimentos por aspersão e outros produtos, com capacidade anual de 15.000 t e capacidade projetada de 30.000 t, destinados à manutenção de equipamentos industriais de alta temperatura. A empresa também desenvolve, desde 2012, produtos refratários com baixo teor de cromo e ecologicamente corretos, visando reduzir a poluição ambiental causada pelos refratários convencionais que contêm cromo.
O setor de materiais refratários enfrenta uma crescente pressão por conformidade ambiental, uma vez que as indústrias de aço, cimento e vidro — sujeitas a requisitos cada vez mais rigorosos da Diretiva de Emissões Industriais (IED) da UE — exigem que seus fornecedores de materiais também operem segundo altos padrões ambientais. Para empresas pertencentes à UE ou com sede na UE que operam em qualquer jurisdição, os compromissos internos de política ESG normalmente exigem padrões operacionais globais consistentes com as normas da UE, criando obrigações de conformidade que vão além do mínimo exigido localmente. A implementação do sistema RTO + SCR de temperatura média para esta instalação de propriedade alemã reflete tanto a conformidade regulatória local quanto os padrões de desempenho ambiental corporativo.
.webp)
02 — Perfil de Poluição
Emissões de fornos túnel a GNL: Altos níveis de CO, NOx e poeira variável — três desafios simultâneos de conformidade.
O forno túnel é alimentado com GNL (gás natural liquefeito). Os gases de combustão do processo saem a uma temperatura de 115–120 °C (em condições padrão: 17.500 Nm³/h; em condições de processo: 25.000 Nm³/h). O teor de oxigênio é de 12–131 TP3T (valor de referência: 8,61 TP3T). A instalação já possui um sistema de tratamento de gases de exaustão do forno túnel; este projeto adiciona um novo sistema de tratamento para atender a uma linha de forno adicional.
Este projeto enfrenta três desafios simultâneos de conformidade com as normas ambientais:
- NOx a 500 mg/Nm³ inicialA combustão de GNL em alta temperatura no forno túnel gera NOx térmico significativo. Meta de emissão de NOx na saída: ≤30 mg/Nm³. Eficiência de desnitrificação necessária: ≥94%. A entrada de 500 mg/Nm³ com meta de ≤30 mg/Nm³ é uma especificação exigente para SCR de temperatura média; atingir uma eficiência ≥94% requer um projeto cuidadoso do catalisador e um controle preciso da temperatura. A emissão real de NOx na saída foi confirmada como ≤30 mg/Nm³.
- CO a 5.000 mg/Nm³ inicialA combustão incompleta nas zonas do forno túnel produz quantidades significativas de CO. Este é o principal fator que impulsiona a etapa do RTO (Oxidador Térmico Regenerativo): o RTO oxida termicamente o CO a CO₂ a temperaturas acima de 760 °C, reduzindo o CO na saída para ≤100 mg/Nm³. A conformidade com os limites de CO é imprescindível segundo as normas da UE IED e as licenças holandesas para instalações de queima de combustível. A concentração inicial de CO de 5.000 mg/Nm³ indica zonas com ineficiência significativa de combustão no forno túnel, que o sistema de tratamento deve corrigir.
- PM a 30 g/Nm³ inicialAlta concentração de poeira proveniente do processo de sinterização do material refratário (magnésia e outras poeiras cerâmicas). Eficiência de remoção de poeira exigida: ≥80%. O filtro de mangas atinge esse objetivo. A concentração de material particulado (MP) na saída deve ser ≤10 mg/Nm³.
Além disso, o gás transporta SO₂ a 35 mg/Nm³ proveniente da combustão do GNL e da decomposição da matéria-prima refratária, exigindo considerações mínimas para a redução de gases ácidos. HF a ≤6 mg/Nm³ também está presente devido a componentes da matéria-prima que contêm fluoreto.
| Parâmetro | Concentração inicial | Outlet projetado | Limite IED/NER da UE |
|---|---|---|---|
| NOx | 500 mg/Nm³ | ≤30 mg/Nm³ | IED 2010/75/UE ≤100 mg/Nm³ |
| CO | 5.000 mg/Nm³ | ≤100 mg/Nm³ | IED 2010/75/UE ≤100 mg/Nm³ |
| Material particulado (MP) | 30 g/Nm³ | ≤10 mg/Nm³ | NER holandês ≤5 mg/Nm³ |
| SO₂ | 35 mg/Nm³ | ≤35 mg/Nm³ | Decreto de Atividades Holandesas |
| Volume padrão de gases de combustão | 17.500 Nm³/h | — | — |
| volume de gases de combustão do processo | 25.000 Nm³/h a 115–120°C | — | — |
| Teor de O₂ (real) | 12–13% | — | — |
| temperatura de saída do forno | 115–120°C (em condições padrão) | — | — |
| teor de umidade dos gases de combustão | 8% | — | — |
Desafio da dupla poluição: A presença simultânea de CO a 5.000 mg/Nm³ e NOx a 500 mg/Nm³ exige duas tecnologias de controle de emissões distintas, operando em sequência. A oxidação térmica a temperaturas ≥760 °C (RTO) controla o CO; a redução catalítica seletiva (SCR) de temperatura intermediária (entre 320 e 350 °C) controla o NOx. O trocador de calor entre os dois estágios é fundamental para o projeto: ele deve elevar a temperatura dos gases pós-RTO, desde a saída do forno até a faixa de operação da SCR, utilizando o calor da combustão da RTO como fonte de energia.
03 — Solução de Tratamento
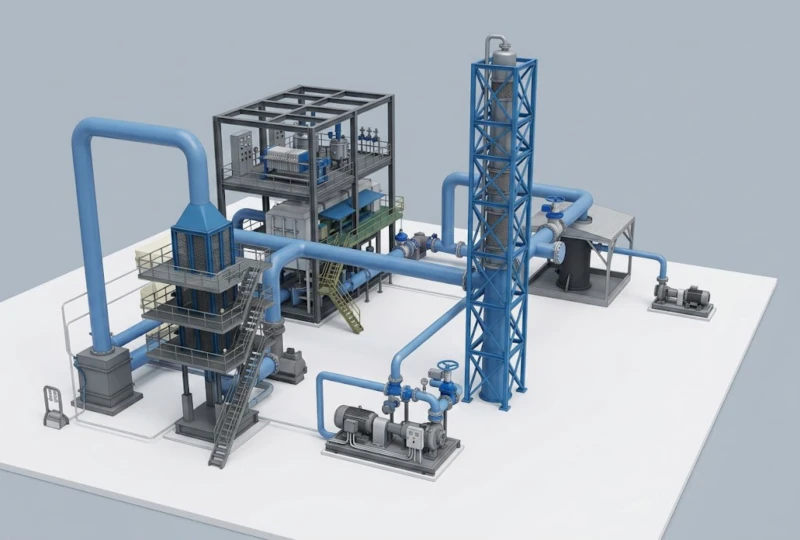
RTO → Trocador de calor de alta eficiência → SCR de temperatura média: Integração térmica para custo operacional mínimo
O sistema de tratamento foi projetado com base no princípio de minimizar o investimento e o custo operacional, ao mesmo tempo que se garante a conformidade com as normas de emissão e a confiabilidade do processo. Cinco princípios de projeto orientaram a seleção da tecnologia: (1) tecnologia avançada com custo operacional economicamente viável; (2) conformidade com todos os padrões de emissão e requisitos regulamentares; (3) ausência de poluição secundária proveniente de subprodutos; (4) tamanho reduzido com projeto de fluxo racional; (5) conservação total de energia com feedback de controle automatizado.
A arquitetura de processo resultante explora a função inerente do RTO como um sistema de oxidação de CO e um sistema de aquecimento de gás — o RTO eleva a temperatura do gás pós-forno acima de 760 °C para a destruição do CO, e o trocador de calor de alta eficiência transfere esse calor para o fluxo de gás limpo pós-SCR para reaquecer o gás desnitrificado, enquanto simultaneamente fornece a temperatura de entrada de 320 °C necessária para o catalisador SCR de temperatura intermediária. Esse acoplamento térmico elimina a necessidade de qualquer aquecimento externo de gás para o estágio SCR.
Etapa 1: Coleta de gases de combustão do forno túnel
O forno túnel a GNL gera gases de exaustão a 115–120 °C, contendo 5.000 mg/Nm³ de CO, 500 mg/Nm³ de NOx e 30 g/Nm³ de material particulado. O ventilador de tiragem induzida do RTO (unidade única; vazão de 40.000–50.000 m³/h; pressão de 3.500–4.000 Pa; temperatura de 200–250 °C; potência de 75 kW) aspira os gases de exaustão do forno através do sistema. Um estágio de pré-tratamento com filtro de mangas captura a maior parte da carga de material particulado de 30 g/Nm³ antes que o gás entre no RTO, protegendo o leito cerâmico de armazenamento de calor do RTO contra o bloqueio por poeira.
Etapa 2: RTO (Oxidante Térmico Regenerativo) — Redução de CO
O gás pré-despoeirado entra no RTO (volume de gases de combustão de 20.000 m³/h; configuração de 3 câmaras; leito de armazenamento de calor cerâmico). O RTO oxida termicamente o CO a CO₂ a temperaturas da câmara de combustão acima de 760 °C, atingindo uma concentração de CO na saída ≤100 mg/Nm³ em comparação com a concentração de 5.000 mg/Nm³ na entrada. O RTO também eleva significativamente a temperatura do gás, fornecendo a energia térmica necessária para o estágio SCR subsequente. O leito de armazenamento de calor cerâmico do RTO recupera a energia térmica do gás tratado na saída para pré-aquecer o gás bruto na entrada, alcançando a alta eficiência térmica característica da oxidação térmica regenerativa. O ventilador de tiragem induzida do SCR do RTO (unidade única; vazão de 30.000 a 35.000 m³/h; pressão de 4.000 a 6.000 Pa; temperatura de 120 a 150 °C; potência de 75 kW) processa o fluxo de gás pós-RTO.
.webp)
Etapa 3: Trocador de calor de alta eficiência (223°C → 320°C)
O gás pós-RTO, que foi tratado termicamente e sai do RTO a uma temperatura elevada, é direcionado através do trocador de calor de alta eficiência (volume de gás de combustão de 17.500 Nm³/h; área de transferência de calor de 380 m²; perda de carga do dispositivo de 1.050 Pa; entrada do lado quente a 223 °C; saída do lado quente reduzida; saída do lado frio elevada; dimensões do dispositivo: 4.270 × 2.240 × 1.973 mm) para elevar a temperatura do gás para aproximadamente 320 °C antes do reator SCR. A temperatura de entrada do SCR de 320 °C está dentro da faixa operacional ideal para o catalisador de vanádio-tungstênio-titânio de temperatura intermediária usado nesta instalação. O trocador de calor utiliza simultaneamente o gás de saída do SCR (que teve sua temperatura reduzida pela reação catalítica) para pré-aquecer o gás de entrada do SCR, criando um circuito interno de eficiência térmica.
Etapa 4: Desnitrificação SCR em temperatura média (320–350 °C)
O gás pré-aquecido a 320 °C entra no sistema de desnitrificação SCR de temperatura intermediária. Principais parâmetros do reator SCR: dimensões externas do dispositivo 2.200 × 2.290 × 10.160 mm; altura externa do dispositivo 10.160 mm; 4 módulos de catalisador; volume do catalisador 5,2 m³; queda de pressão do dispositivo 500 Pa; temperatura de entrada do SCR 320 °C; temperatura de saída do SCR 309 °C. O SCR atinge uma eficiência de desnitrificação ≥94%, reduzindo o NOx de 500 mg/Nm³ para ≤30 mg/Nm³. O agente redutor é uma solução aquosa de amônia 20%, fornecida por uma bomba de distribuição de água com amônia (0,75 kW, 0,015 t/h, 8.000 h/ano). Após a desnitrificação por SCR, o gás tratado retorna através do trocador de calor de alta eficiência (utilizando o gás de saída do SCR para pré-aquecer o gás de entrada do SCR, conforme descrito acima) e, em seguida, é transportado pelo ventilador de tiragem induzida do SCR até a chaminé para descarga.
Forno
GNL
≥80% PM
≤10 mg/Nm³
≥760°C
≤100 CO
→320°C
Entrada SCR
320°C
≥94% NOx
Pré-aqueça
→ Pilha
⭐ Equipamentos novos ou atualizados neste projeto
Parâmetros-chave do equipamento
| Equipamento/Item | Especificação |
|---|---|
| Trocador de calor de alta eficiência | 17.500 Nm³/h; área de 380 m²; queda de pressão de 1.050 Pa; entrada quente a 223 °C; 4.270 × 2.240 × 1.973 mm |
| Ventilador de tiragem induzida por RTO | 40.000–50.000 m³/h; 3.500–4.000 Pa; 200–250°C; 75 kW |
| Ventilador de tiragem induzida por SCR | 30.000–35.000 m³/h; 4.000–6.000 Pa; 120–150°C; 75 kW |
| RTO | 20.000 m³/h; 3 câmaras; leito de armazenamento de calor cerâmico |
| Reator SCR | 2.200×2.290×10.160 mm; 4 módulos catalíticos; 5,2 m³ de catalisador; 500 Pa; 320→309°C |
| eficiência de desnitrificação SCR | ≥94%; NOx 500→≤30 mg/Nm³; redutor de água com amônia 20% |
| Ventilador soprador | 7,5 kW (1 unidade) |
| Potência total instalada | 162 kW instalados; 161,25 kW em funcionamento. |
| Custo anual de eletricidade (8.000 h) | Aproximadamente 46,44 dezenas de mil RMB (0,36 RMB/kWh) |
| Custo anual da água com amônia | Aproximadamente equivalente a 7,2 dezenas de mil RMB (0,015 t/h, 600 RMB/t) |
04 — Principais Vantagens
Por que a arquitetura RTO + SCR de temperatura média é a ideal para gases residuais de fornos túnel refratários com desafios duplos de CO e NOx?
- ✓
A RTO resolve tanto a redução de CO quanto o pré-aquecimento de gás em uma única unidade: O RTO desempenha duas funções simultaneamente: oxida termicamente o CO a ≥760 °C (atendendo ao requisito de saída de ≤100 mg/Nm³ de CO) e eleva a temperatura do gás a um nível a partir do qual o trocador de calor de alta eficiência pode fornecer a condição de entrada de 320 °C do SCR. Sem o RTO, seria necessário um aquecedor de gás externo para elevar a temperatura do gás de saída do forno (115–120 °C) até o requisito de entrada de 320 °C do SCR — consumindo um adicional substancial de combustível. O RTO disponibiliza esse aquecimento como uma consequência inerente da química de oxidação do CO, sem custo adicional de combustível além do necessário para a conformidade com as normas de CO. - ✓
O SCR de temperatura média atinge a remoção de NOx ≥94% de 500 mg/Nm³ para ≤30 mg/Nm³ — bem abaixo do limite de 100 mg/Nm³ do IED: A emissão de NOx ≤30 mg/Nm³ alcançada nesta instalação está 70% abaixo do limite de 100 mg/Nm³ estabelecido pela Diretiva Europeia de Emissões Intraclasse (IED) para instalações de combustão — uma margem de conformidade substancial que oferece proteção contra futuros endurecimentos das normas e contra incertezas de medição nas leituras do CEMS. O catalisador SCR de temperatura intermediária a 320 °C proporciona essa eficiência com um volume de catalisador de apenas 5,2 m³ (4 módulos), tornando o reator SCR compacto o suficiente para ser integrado à área existente do local, juntamente com o RTO. - ✓
Trocador de calor de alta eficiência acopla a saída de calor do RTO à temperatura de entrada do SCR sem energia externa: O trocador de calor de alta eficiência de 380 m² transfere a energia térmica disponível do fluxo de gás pós-RTO para o gás de entrada do SCR, elevando sua temperatura da pós-RTO para aproximadamente 320 °C. Simultaneamente, o trocador de calor utiliza o gás de saída do SCR para pré-aquecer o gás de entrada do SCR. Esse acoplamento térmico interno elimina a necessidade de qualquer aquecedor a vapor ou elétrico para o controle de temperatura do SCR, reduzindo tanto o custo de capital (sem necessidade de equipamentos de aquecimento) quanto o custo operacional (sem consumo adicional de energia). O consumo suplementar de gás natural (se houver) para aquecimento complementar é mínimo em comparação com um sistema sem recuperação de calor. - ✓
O gás natural liquefeito (GNL) elimina o SO₂ como um poluente significativo e possibilita a redução catalítica seletiva (SCR) em temperaturas médias sem o risco de contaminação por antimicrobianos (ABS): Como o forno é alimentado com GNL (que praticamente não contém enxofre), a concentração de SO₂ nos gases de exaustão é mínima (apenas 35 mg/Nm³, proveniente principalmente da decomposição da matéria-prima refratária). Essa baixa concentração de SO₂ significa que a redução catalítica seletiva (SCR) a média temperatura, 320 °C, pode ser implementada sem o risco de envenenamento do catalisador por bissulfato de amônio (ABS), que ocorreria nessa temperatura em aplicações com alta concentração de SO₂. A escolha do GNL como combustível é a condição técnica que viabiliza a instalação da SCR a média temperatura e representa uma diferença significativa em relação aos fornos refratários a carvão ou óleo combustível, nos quais a instalação da SCR deve ser gerenciada com muito mais cuidado. - ✓
Princípios de design compacto respeitados: tamanho reduzido, fluxo racional, automação completa. O projeto do sistema segue cinco princípios especificamente adaptados para a fábrica existente: tecnologia avançada com baixo custo operacional, conformidade com todas as normas, ausência de poluição secundária, área mínima ocupada com layout de fluxo racional e automação completa com controle de temperatura e remoção de fuligem por sopro. O sistema de controle automatizado envia informações em tempo real sobre a temperatura dos gases de combustão, que são então utilizadas para controlar a taxa de injeção de amônia e o ciclo de remoção de fuligem, e inclui a função de reinicialização com um único botão. Esse nível de automação é particularmente importante para uma fábrica onde a equipe de tratamento da qualidade do ar pode não contar com operadores dedicados em regime de plantão 24 horas.
05 — Resultados Operacionais e Desafios Documentados
Conformidade com as normas de emissões verificada — com uma importante ressalva sobre a integração do sistema.
O sistema atingiu os seguintes dados de conformidade verificados: emissão de NOx ≤30 mg/Nm³ (meta de projeto atingida); emissão de CO ≤100 mg/Nm³ (meta de projeto atingida); emissão de PM ≤10 mg/Nm³ (meta de projeto atingida). Eficiência de desnitrificação: ≥94%. Eficiência de remoção de poeira: ≥80%.
O resumo da experiência documenta explicitamente uma importante descoberta pós-comissionamento: Embora o desempenho geral do sistema tenha atendido às metas de emissão, a instabilidade do teor de CO e as flutuações dos gases de combustão excederam os limites de projeto em determinados períodos de operação, a pressão do ventilador no percurso estendido do fluxo de gás tornou-se instável, a modificação de retrofit não foi tão estável quanto avaliado inicialmente, o teor de CO no gás estava instável, as flutuações excederam os valores de projeto e o RTO apresentou desligamentos por sobretemperatura.As causas principais documentadas foram: (1) instabilidade do teor de CO; (2) flutuações no teor de umidade e na carga de poeira dos gases de combustão, com picos que excederam os valores de projeto. As medidas de resposta documentadas são: (1) controle rigoroso das fontes de matéria-prima para garantir a estabilidade operacional do sistema; (2) controle da operação do forno para garantir a estabilidade da composição dos gases de combustão.
.webp)
06 — Precauções de Implementação
Seis lições cruciais deste projeto de tratamento de gases residuais de forno refratário RTO + SCR
- 🚫
A instabilidade do teor de CO causou desligamentos por sobretemperatura do RTO — o controle de qualidade da matéria-prima e a estabilidade da operação do forno são pré-requisitos, não opcionais: O resumo da experiência documenta que o teor de CO nos gases de combustão era instável, com flutuações que excediam os valores de projeto, e que isso causava desligamentos por sobretemperatura do forno túnel. A causa principal reside na química da combustão do forno túnel: quando a composição da matéria-prima varia, o teor orgânico e o comportamento da combustão se alteram, produzindo picos de CO que podem fazer com que a câmara de combustão do forno túnel exceda seu limite de temperatura de projeto quando múltiplos picos simultâneos de CO chegam de diferentes zonas do forno. Controlar rigorosamente a composição da matéria-prima, manter um teor de umidade consistente e garantir a operação estável do forno são pré-requisitos operacionais para um desempenho confiável do forno túnel — essas são disciplinas de gerenciamento do forno, e não questões de engenharia do sistema de tratamento. - ⚠️
A estabilidade da pressão no percurso dos gases de combustão deve ser verificada em toda a faixa de vazão de gás após qualquer modificação de adaptação — percursos mais longos aumentam a sensibilidade do ventilador à pressão: Após a adição do RTO e do SCR ao sistema existente, o comprimento do percurso do fluxo de gás aumentou significativamente, elevando a perda de carga total que os ventiladores de tiragem induzida precisam superar. O risco documentado é a instabilidade da pressão dos ventiladores no percurso estendido do fluxo de gás durante certas condições de operação. Antes da entrada em operação de qualquer sistema de tratamento adaptado, os cálculos de perda de carga devem ser realizados para todo o percurso do fluxo, do forno à chaminé, sob condições de fluxo máximo, mínimo e transitório. As curvas de operação dos ventiladores devem ser verificadas para garantir uma margem de sobrepressão adequada em todos os pontos de operação no percurso estendido do fluxo. Um sistema de monitoramento de pressão com alarmes nos limites superior e inferior deve ser instalado em pontos representativos ao longo do sistema de tratamento. - ⚠️
A proteção contra sobretemperatura do RTO deve ser projetada para o pico máximo plausível de CO, e não para a concentração média de CO: O limite de temperatura de projeto do RTO deve ser definido considerando não apenas a média de 5.000 mg/Nm³ de CO na entrada, mas também a concentração máxima instantânea de CO que pode surgir durante a inicialização do forno, a troca de matéria-prima ou o ajuste do queimador. Se o pico máximo de CO for significativamente maior que a média (o que é típico da química de combustão em fornos túnel), a temperatura da câmara de combustão do RTO durante um pico pode exceder substancialmente a temperatura de projeto em regime permanente. Instale um analisador de CO na entrada do RTO com um bypass de emergência automático ativado quando o CO exceder o máximo de projeto, desviando o excesso de gás ao redor da câmara de combustão do RTO para evitar danos por superaquecimento ao leito cerâmico de armazenamento de calor. - ⚠️
O controle de temperatura do SCR é crucial — a remoção de fuligem e o controle de temperatura devem ser calibrados com base em dados operacionais reais nos primeiros 30 dias: A temperatura de entrada do SCR deve ser mantida dentro da faixa operacional de 320–350 °C para garantir uma eficiência de NOx ≥94%. As variações de temperatura decorrem de: variabilidade na temperatura dos gases de exaustão do forno, variabilidade no desempenho do trocador de calor devido ao acúmulo de depósitos de poeira e variabilidade na temperatura de saída do RTO durante mudanças na carga de CO. O sistema de controle automatizado deve responder dinamicamente a essas variações, ajustando o aquecimento suplementar de gás (se presente) e a frequência de limpeza da fuligem. Os pontos de ajuste do controle devem ser calibrados a partir de dados operacionais reais durante os primeiros 30 dias de comissionamento, em vez de cálculos de projeto, visto que a massa térmica real e as características de transferência de calor do sistema instalado podem diferir do modelo de projeto. - ⚠️
A elevada concentração inicial de PM (30 g/Nm³) exige um pré-tratamento confiável com filtro de mangas para proteger o leito cerâmico do RTO contra obstruções — o desempenho do filtro de mangas é crucial para a segurança e não opcional: A carga inicial de PM de 30 g/Nm³ é aproximadamente 3.000 vezes a concentração de PM para a qual a maioria dos sistemas SCR e RTO industriais são projetados. Essa carga de poeira excepcional torna o estágio de pré-tratamento com filtro de mangas o equipamento mais crítico em termos operacionais em todo o sistema. Qualquer degradação no desempenho do filtro de mangas — mangas rompidas, falha na limpeza por jato de ar pulsado ou bypass do filtro — expõe imediatamente o leito cerâmico de armazenamento de calor do RTO à carga de poeira refratária, o que pode causar o bloqueio do canal em poucas horas. Implemente o monitoramento em tempo real da queda de pressão no filtro de mangas com alarme máximo no nível de especificação e estabeleça uma resposta automática de redução da vazão do forno quando o alarme de queda de pressão do filtro for ativado, para proteger o RTO a jusante contra sobrecarga. - ⚠️
A estreita integração operacional entre a equipe do forno e a equipe de controle do sistema de tratamento é imprescindível: A experiência documentada de que “a modificação de adaptação não foi tão estável quanto avaliado inicialmente” reflete o desafio fundamental de adicionar equipamentos de tratamento a um processo de fabricação existente sem a plena integração da filosofia de controle do processo. Os operadores do forno devem ser treinados para entender como suas decisões operacionais (taxa de carregamento de matéria-prima, configurações do queimador, perfil de temperatura da zona do forno) afetam a concentração de CO e a carga de material particulado (MP) que entra no sistema de tratamento. Um protocolo formal de comunicação deve ser estabelecido antes do comissionamento, incluindo: notificação prévia de alterações planejadas na operação do forno, procedimentos para desvio seguro do sistema de tratamento durante a manutenção e um plano de escalonamento para eventos de descumprimento de normas.
07 — Principais conclusões de engenharia
Quatro lições difíceis aprendidas com este projeto de forno refratário RTO + SCR
- !
Um RTO projetado para carga média de CO₂ apresentará desligamentos por sobretemperatura se os picos de CO₂ não forem caracterizados e gerenciados na fonte. O resumo da experiência documenta explicitamente as paradas por sobretemperatura do RTO causadas por picos de concentração de CO acima do valor de projeto. A principal lição é que projetar o RTO para a concentração média de CO medida (5.000 mg/Nm³) é insuficiente quando o processo produz picos episódicos de CO que são múltiplos da média. Uma caracterização adequada da concentração de CO para qualquer aplicação em forno túnel deve incluir uma análise estatística dos eventos de pico de CO (frequência, magnitude, duração) para determinar se o limite de temperatura de projeto do RTO será excedido durante eventos de pico representativos. Caso isso ocorra, o limite de projeto deve ser aumentado, um bypass de CO deve ser instalado ou a combustão no forno deve ser estabilizada para evitar a ocorrência dos picos. - 2
A combinação de RTO (Otimização de Temperatura Reversa) com trocador de calor e SCR (Redução Catalítica Seletiva) de temperatura média é a arquitetura ideal para fornos refratários a GNL (Gás Natural Liquefeito) com obrigações simultâneas de conformidade com CO e NOx — o acoplamento térmico entre o RTO e o SCR é a principal vantagem econômica. A principal vantagem de eficiência do sistema reside no fato de que o RTO realiza a redução de CO e o aquecimento do gás em uma única unidade, e o trocador de calor captura o calor gerado pelo RTO para fornecer a temperatura de entrada do SCR a um custo marginal de energia próximo de zero. Essa integração térmica não é incidental — é a principal razão pela qual a combinação RTO+SCR é economicamente viável para um volume de gás de processo de 17.500 Nm³/h, onde o reaquecimento externo do gás teria um custo operacional superior à economia obtida com a desnitrificação por SCR em multas por desregulamentação. - 3
A redução catalítica seletiva (SCR) em temperatura média de 320°C com eficiência ≥94% é viável para aplicações com GNL, pois a ausência de SO₂ elimina a restrição de envenenamento do catalisador ABS. Em uma aplicação de forno refratário a carvão, posicionar o SCR a 320 °C a montante de um estágio de dessulfurização resultaria na rápida desativação do catalisador de bissulfato de amônio. Em uma aplicação a gás natural liquefeito (GNL) com apenas 35 mg/Nm³ de SO₂ (proveniente da decomposição da matéria-prima, não da combustão do combustível), esse risco de desativação do catalisador de bissulfato de amônio é mínimo e o posicionamento do SCR em temperatura intermediária é viável. Os engenheiros que especificam o SCR para aplicações de fornos refratários devem determinar se o combustível do forno é GNL ou um combustível sulfurado antes de selecionar o posicionamento e a temperatura do SCR. Isso não é um detalhe — determina se o SCR em temperatura intermediária é tecnicamente viável. - 4
Os sistemas de tratamento de modernização para instalações de fabricação existentes exigem um trabalho de integração de sistemas mais extenso do que as instalações em novas instalações — a avaliação de que os sistemas "não são tão estáveis quanto o previsto" no resumo da experiência é uma consequência direta da subestimação da complexidade da integração. A adição de um sistema RTO (Reator de Temperatura Controlada) com trocador de calor e SCR (Reator de Temperatura Controlada) a uma linha de produção de forno túnel existente altera o fluxo de gás, os pontos de operação dos ventiladores e os requisitos de resposta dos operadores do forno de maneiras que não podem ser totalmente caracterizadas antes do comissionamento. Um período mínimo de 3 meses para comissionamento e ajustes deve ser incluído no cronograma do projeto (e não apenas 2 a 3 semanas), durante o qual os pontos de ajuste do sistema de controle são calibrados a partir de dados operacionais reais, as curvas de operação dos ventiladores são verificadas sob condições reais de carga e a equipe de operação do forno recebe treinamento completo no protocolo de operação integrado.
08 — Perguntas Frequentes
Tratamento de gases residuais de fornos refratários por RTO + SCR: dez perguntas respondidas
Perguntas de gestores de licenças ambientais, engenheiros de fornos e equipes de HSE (Saúde, Segurança e Meio Ambiente) em instalações de fabricação de materiais refratários, cerâmicas avançadas e materiais de alta temperatura que planejam atualizações de controle de emissões RTO e SCR de acordo com os requisitos do Decreto de Atividades IED da UE/Decreto de Atividades Holandês.
Pronto para resolver o seu desafio com CO e NOx em fornos refratários?
Explore a gama completa de soluções de oxidação térmica regenerativa.
De oxidação térmica regenerativa (RTO) Desde a redução de CO e a desnitrificação SCR combinada em aplicações de fornos cerâmicos e refratários até toda a gama de soluções de controle de emissões industriais, nossa equipe de engenharia fornece sistemas em conformidade com o IED da UE para instalações de fabricação de alta temperatura.





















