Estudo de Caso · Controle de Emissões Industriais
Como um produtor de fósforo amarelo na província de Sichuan alcançou zero emissão visível de pluma branca, total conformidade com a norma GB 31573−2015 e recuperação significativa de água a partir de um fluxo de gases residuais de forno fortemente ácido e altamente aderente — utilizando uma unidade de atenuação magnética de pluma composta de grafeno, tratando 800.000 Nm³/h com potência operacional de 480 kW.
Tratamento de gases de emissão de fósforo amarelo
Purificação Magnética de Fumos
Supressão de pluma não térmica
Recuperação de água condensada
01 — Contexto do Setor
Fabricação de fósforo amarelo e o imperativo de conformidade com a pluma branca
O fósforo amarelo (também conhecido como fósforo branco) é um produto químico industrial essencial, utilizado na produção de ácido fosfórico, retardantes de chama, aditivos alimentares e uma ampla gama de compostos especiais de fósforo. Fabricado por meio de um processo de forno elétrico a arco de alta temperatura, que reduz a rocha fosfática com coque e sílica a temperaturas superiores a 1.400 °C, a produção de fósforo amarelo gera alguns dos fluxos de gases residuais mais agressivos quimicamente e de composição mais complexa encontrados na indústria química.
O Plano de Ação Nacional de “Defesa do Céu Azul” e o Padrão de Emissão de Poluentes Atmosféricos para a Indústria Química Inorgânica A norma GB 31573-2015 impõe limites rigorosos de emissão de múltiplos poluentes aos produtores de fósforo amarelo: NOx ≤100 mg/Nm³, SO₂ ≤30 mg/Nm³ e material particulado ≤10 mg/Nm³, além de uma exigência estritamente aplicada de ausência de pluma branca visível em condições normais de operação. A norma também exige que o vapor de água condensado dos gases de escape — que transporta ácido fosfórico dissolvido com pH ≈ 2 — seja recuperado em vez de descartado, tornando a reciclagem da água parte integrante da solução de conformidade.
Atingir esses limites simultaneamente, ao mesmo tempo que se lida com a corrosividade excepcional (condensado com pH ≈ 2), a natureza aderente das partículas de poeira de fósforo e a presença de monóxido de carbono em concentrações explosivas no gás bruto do forno, exige uma abordagem de mitigação fundamentalmente diferente da lavagem úmida industrial padrão. A tecnologia de Mitigação Magnética de Plumas, com seu mecanismo de purificação a seco, meio absorvente composto de grafeno e projeto integrado de recuperação de condensado, foi desenvolvida especificamente para lidar com essa convergência de desafios.
“Os gases residuais do forno de ácido fosfórico em processo a quente são simultaneamente corrosivos, adesivos e explosivos. Nenhuma tecnologia convencional de controle de emissões resolve todos esses três problemas. O Controle Magnético de Emissões resolve os desafios de corrosão e adesão na etapa final de purificação, enquanto o projeto do processo a montante gerencia o risco de explosão de CO antes que o gás atinja qualquer vaso de tratamento fechado.”
— Resumo Técnico de Engenharia, Projeto de Redução da Pluma Magnética da Indústria de Fósforo Amarelo

02 — Perfil de Poluição
Caracterização de gases de combustão: gases de exaustão de forno elétrico de ácido fosfórico em processo a quente
A instalação está localizada na Zona Industrial do Condado de Leibo, Prefeitura de Liangshan, Província de Sichuan. O projeto foi implementado entre julho e dezembro de 2022, adaptando um sistema existente de recuperação de água condensada e redução da pluma magnética à infraestrutura de dessulfurização já existente na planta. O objetivo principal era duplo: recuperar a água condensada do fluxo de gases de exaustão (melhorando o abastecimento de água potável da planta) e eliminar a pluma branca visível, atingindo, ao mesmo tempo, a plena conformidade com os limites nacionais de emissão.
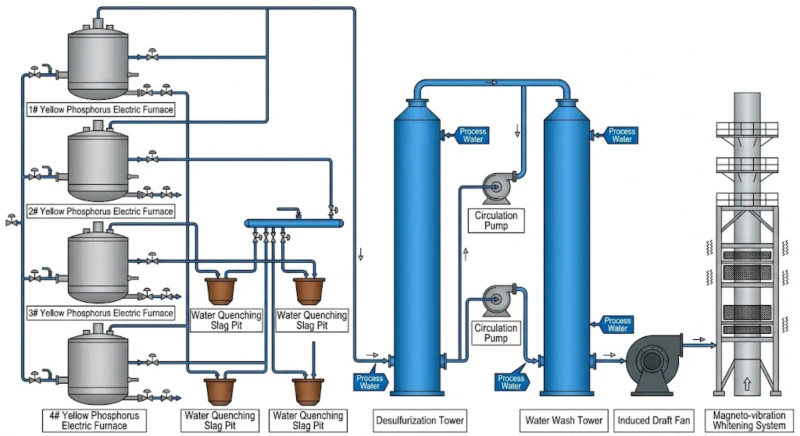
A instalação opera 4 fornos elétricos a arco para ácido fosfórico a quente, cada um acoplado a um tanque de resfriamento a água, coifa de coleta de fumos pré-forno, tanque de coleta de ácido e sistema de recirculação da piscina de ácido. O volume nominal combinado de gases de combustão nos quatro fornos é de 800.000 Nm³/h a uma temperatura de saída do forno de aproximadamente 80 °C, resfriando para aproximadamente 35 °C na entrada da unidade de abatimento de pluma magnética após passar pelo lavador de dessulfurização.
- NOx: Concentração inicial de 100 mg/Nm³. Limite de saída regulamentado de 100 mg/Nm³ — margem de conformidade rigorosa que exige desempenho estável do tratamento em múltiplos estágios.
- SO₂: Níveis iniciais de 550 mg/Nm³; meta de saída ≤30 mg/Nm³. Tratada pelo depurador de dessulfurização úmida a montante, antes da entrada do gás na unidade MPA.
- Material particulado (MP): Inicial 220 mg/Nm³; meta de saída ≤10 mg/Nm³. Partículas finas de fósforo e carbono requerem captura submicrométrica profunda.
- Monóxido de carbono (CO): Concentração inicial de 2.000 mg/Nm³ na saída do forno. O CO é incolor, inodoro, tóxico e possui um limite inferior de explosividade de 12,51 TP3T v/v. Deve ser controlado a montante, antes de qualquer etapa de tratamento em ambiente fechado.
- Fluoreto de hidrogênio (HF): Densidade inicial de 50 mg/Nm³. Altamente corrosivo; determina a especificação do material compósito de grafeno para todos os componentes da camada absorvedora.
- Arsênio (As): Concentração inicial de 0,95 mg/Nm³. Requer captura a níveis próximos de zero para proteger a saúde pública e cumprir as normas relativas a metais pesados.
- Condensado fortemente ácido (pH≈2): O gás de exaustão pós-lavagem úmida carrega névoa condensada de ácido fosfórico e vapor de água. A unidade MPA captura esse condensado para reciclagem como água de reposição da planta, transformando uma obrigação de conformidade em um recurso.
- Pó de fósforo adesivo: As partículas de fósforo são altamente adesivas em temperaturas abaixo do ponto de orvalho. As superfícies dos equipamentos e os bicos de pulverização correm o risco de incrustação progressiva, exigindo material absorvente composto de grafeno e um sistema de retrolavagem com filtração dedicada.
| Parâmetro | Concentração inicial | Outlet (Design) | Limite regulamentar |
|---|---|---|---|
| NOx | 100 mg/Nm³ | ≤100 mg/Nm³ | 100 mg/Nm³ |
| SO₂ | 550 mg/Nm³ | ≤30 mg/Nm³ | 30 mg/Nm³ |
| Material particulado (MP) | 220 mg/Nm³ | ≤10 mg/Nm³ | 10 mg/Nm³ |
| CO (gás bruto de forno) | 2.000 mg/Nm³ | A montante controlado | — |
| Fluoreto de hidrogênio (HF) | 50 mg/Nm³ | Próximo de zero | — |
| Arsênio (As) | 0,95 mg/Nm³ | Próximo de zero | Disposição sobre metais pesados |
| Densidade de poluentes mistos na entrada (entrada da MPA) | 50 mg/Nm³ | ≤10 mg/Nm³ | 10 mg/Nm³ |
| pluma branca visível | Presente (denso) | Nenhum (invisível) | Nenhuma pluma branca visível |
| Volume total de gases de combustão | 800.000 Nm³/h | — | — |
| Temperatura de entrada (unidade MPA) | ≈35°C | — | — |
| Umidade de entrada (na unidade MPA) | 50% (pós-lavador) | — | — |
03 — Requisitos de Engenharia
Critérios de projeto para redução da pluma magnética em aplicações com fósforo amarelo
Antes de selecionar a tecnologia de remediação, a equipe de engenharia estabeleceu os seguintes requisitos de projeto vinculativos. Estes refletem o caráter corrosivo, adesivo e explosivo singular dos gases de exaustão do forno de fósforo amarelo e estão em consonância com o registro documentado das especificações do projeto.
Tecnologia comprovada comercialmente
Somente tecnologias comprovadas em campo e comercialmente maduras são aceitáveis. Equipamentos e materiais devem atender às especificações das normas nacionais de fabricação. Processos experimentais ou em escala piloto são excluídos da análise para instalações que operam sob a aplicação de limites especiais de emissão nacionais.
Ampla tolerância de carga
O sistema deve manter o desempenho de purificação e a supressão da pluma branca quando o volume de gases de combustão variar entre 10% e 110% da capacidade nominal de projeto. Paradas individuais do forno, ciclos de carga e variações na qualidade do material de alimentação causam oscilações significativas no volume total de gás, que o sistema deve absorver sem intervenção do operador.
Resistência à corrosão específica para cada classe
Todos os componentes em contato com o fluxo de gás contendo ácido fosfórico devem incorporar proteção anticorrosiva certificada. A camada absorvedora de compósito de grafeno proporciona resistência à corrosão em ambiente de condensado com HF e pH ≈ 2, além de estabilidade térmica para purgas regenerativas periódicas com água quente. Aços inoxidáveis padrão não são aceitáveis para este serviço.
Poluição Secundária Zero
O processo de remediação não deve gerar novos fluxos de águas residuais, reagentes usados ou resíduos sólidos perigosos. O condensado capturado pela unidade MPA, que contém ácido fosfórico residual, é direcionado para a unidade de recuperação de água condensada e reciclado como água de reposição para o sistema de recirculação da planta, fechando completamente o ciclo da água.
Eficiência energética e equipamentos domésticos
A seleção de equipamentos deve minimizar os custos de capital e operacionais. Todos os principais equipamentos adquiridos devem ser provenientes de fabricantes de qualidade com certificação nacional e cadeias de suprimentos domésticas, garantindo a disponibilidade de peças a longo prazo, sem depender de componentes importados sujeitos a riscos de prazos de entrega internacionais.
Conformidade com o ruído
O ruído de todos os equipamentos rotativos não deve exceder 85 dB(A) a 1 m, em conformidade com os limites industriais da Classe II da norma GB 12348−2008. Na escala de 800.000 Nm³/h, a seleção do ventilador exige atenção especial ao desempenho acústico, dadas as elevadas taxas de fluxo de ar envolvidas.
Modular e à prova de futuro
O conceito de projeto modular deve acomodar limites de emissão cada vez mais rigorosos ao longo de 3 a 5 anos, sem a necessidade de substituição do sistema principal. A tecnologia avançada deve abordar simultaneamente as coemissões de poluentes gasosos de baixa frequência para posicionar a instalação para a classificação de baixíssima emissão e a renovação proativa da licença.
Integração de recuperação de água condensada
O objetivo do projeto de recuperação de água condensada exige que o reservatório de coleta de condensado da unidade MPA seja conectado a uma unidade dedicada de recuperação por evaporação. A água recuperada é devolvida ao sistema de água circulante, reduzindo o consumo de água potável da fábrica e eliminando qualquer novo fluxo de descarga de águas residuais proveniente da modernização do sistema de controle de emissões.
04 — Solução de Tratamento
Como o sistema de redução da pluma magnética foi configurado para os gases de escape do fósforo amarelo.
Redução da pluma magnética (MPA) — também conhecida como purificação magnética de fumos, captura de névoa ácida em fase seca, eliminação de fumaça branca não térmica, ou polimento de exaustão de campo magnético — Elimina a pluma branca visível, removendo simultaneamente partículas finas, aerossóis de névoa ácida e vapor de água saturado dos gases de combustão pós-dessulfurização. Um campo magnético controlado, gerado pela unidade BLEMG-2KT, faz com que moléculas paramagnéticas e partículas de aerossol carregadas migrem em direção à camada absorvedora de grafeno e sejam capturadas por ela, deixando o fluxo de gás de saída livre da fase aerossol que impulsiona a formação da pluma visível.
Nesta aplicação de fósforo amarelo, a unidade MPA é instalada como o estágio final de purificação profunda a jusante do lavador de dessulfurização úmida existente. Após o gás de exaustão do forno ser coletado pelo ventilador de tiragem induzida e processado na torre de dessulfurização para remoção de SO₂, HCl e HF, o gás pré-tratado entra na unidade MPA a aproximadamente 35 °C, com umidade 50% e uma carga de poluentes mistos na entrada de 50 mg/Nm³. O campo magnético e o absorvedor composto de grafeno completam a purificação profunda, reduzindo a concentração de saída para ≤10 mg/Nm³ antes que o gás limpo seja descarregado pela chaminé principal.
Fluxograma do processo: Quatro fornos elétricos para limpeza da chaminé
Fornos de arco
e Pré-Coleta
Esfregador
(BLCNXB-80W)
Unidade de Recuperação
Pilha
Configuração do sistema e principais parâmetros técnicos
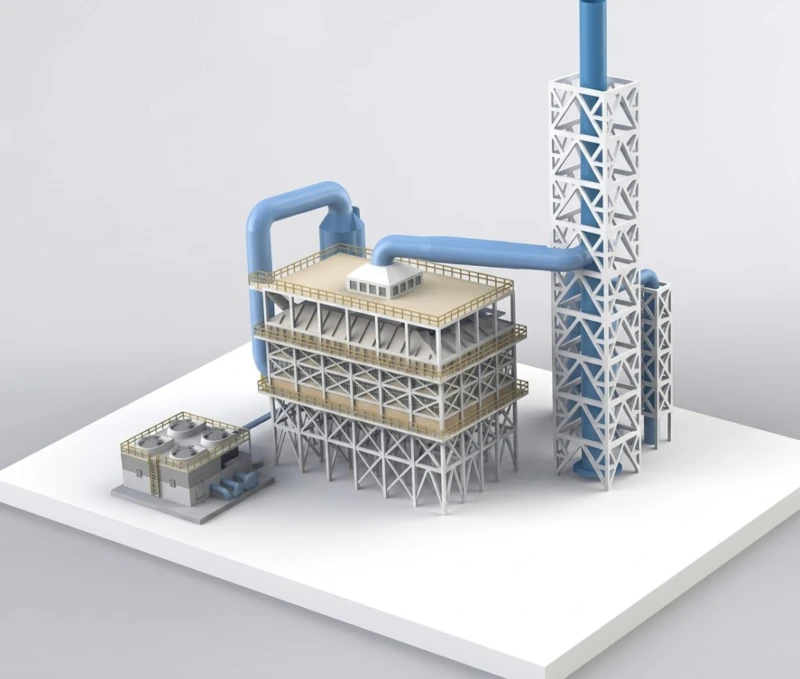
A unidade MPA para este projeto utiliza um torre externa, entrada inferior / exaustão superior A configuração foi instalada como um módulo independente adjacente à infraestrutura existente da torre de dessulfurização. Com uma capacidade de 800.000 Nm³/h, esta é uma das maiores instalações individuais de MPA (área de processamento de fósforo amarelo) no setor de fósforo amarelo, exigindo uma área de equipamentos correspondentemente grande, de 30,0×17,0×26,5 m.
| Parâmetro | Especificação |
|---|---|
| Modelo de unidade | BLCNXB-80W |
| Tipo de layout | Módulo independente externo à torre |
| Orientação do fluxo de ar | Entrada por baixo, exaustão por cima |
| Eficiência de purificação | ≥97% |
| Concentração de poluentes mistos na entrada | 50 mg/Nm³ |
| Concentração de poluentes mistos na saída | ≤10 mg/Nm³ |
| Resistência do sistema | 250 Pa |
| Volume de gases de combustão tratados | 800.000 Nm³/h |
| Temperatura dos gases de combustão na entrada | ≈35°C |
| Material da camada absorvente | compósito de grafeno |
| Dimensões do equipamento (C×L×A) | 30,0 m × 17,0 m × 26,5 m |
| Modelo de gerador de energia magnética | BLEMG-2KT |
| Potência de funcionamento | 480 kW |
| Dias de funcionamento anual | 330 dias/ano |
| Custo anual de eletricidade | Aproximadamente 1.368.500 RMB/ano |
05 — Principais Vantagens
Por que a redução da pluma magnética supera as alternativas para o tratamento dos gases de emissão do fósforo amarelo?
- ✓
A recuperação de água condensada transforma um fluxo de resíduos em um recurso: Diferentemente de qualquer abordagem de supressão de plumas por reaquecimento úmido ou lavagem alcalina, o sistema MPA captura o condensado contendo ácido fosfórico da camada absorvedora e o direciona através de uma unidade de recuperação evaporativa, devolvendo a água condensada limpa ao sistema de circulação de água da planta. Isso recupera quantidades significativas de água de reposição da planta por dia, reduz o custo de aquisição de água doce da fábrica e elimina uma potencial responsabilidade por descarte de efluentes em uma única etapa integrada. - ✓
Absorvente composto de grafeno resistente a condensado de ácido fosfórico com pH ≈ 2: O condensado fortemente ácido presente nos gases residuais do fósforo amarelo degrada rapidamente os meios absorventes metálicos e fibrosos convencionais. A camada composta de grafeno especificada para este projeto mantém a integridade estrutural e a eficiência de absorção em contato contínuo com um fluido com pH ≈ 2, proporcionando a vida útil de vários anos necessária para justificar o investimento. - ✓
Eliminação completa de emissões visíveis verificada na primeira instalação: O sistema MPA alcançou zero emissão visível de pluma branca em todas as quatro chaminés dos fornos elétricos simultaneamente, já na primeira fase de comissionamento. Os dados operacionais confirmaram que a tecnologia atendeu plenamente às metas de projeto. A eliminação da pluma visível não só melhorou o ambiente da fábrica, como também reduziu consideravelmente o impacto na comunidade local, um critério fundamental para o cumprimento das normas ambientais no contexto rigoroso da fiscalização ambiental ("Blue Sky Defense"). - ✓
Zero reagentes químicos, zero efluentes: Economia de processos a seco em escala industrial: Com uma vazão de 800.000 Nm³/h, os custos de reagentes e tratamento de efluentes de um sistema de lavagem úmida de capacidade equivalente seriam substanciais. O processo a seco com MPA elimina ambos. Uma potência de operação de 480 kW por 330 dias/ano a 0,36 RMB/kWh resulta em um custo anual de eletricidade de aproximadamente 1.368.500 RMB — uma posição OPEX competitiva para a escala da capacidade de tratamento oferecida. - ✓
Ampla tolerância de carga em operação com 4 fornos de potência variável: A manutenção individual dos fornos, o planejamento da carga e a variação na qualidade da alimentação causam oscilações significativas no volume total de gás no conjunto de quatro fornos. O gerador BLEMG-2KT ajusta continuamente a intensidade do campo magnético com base no monitoramento em tempo real, mantendo o desempenho de purificação projetado em toda a faixa de operação de 10% a 110%, sem necessidade de alterações manuais nos pontos de ajuste. - ✓
Espaço reservado para equipamentos simplifica a expansão futura da capacidade: A especificação do projeto incluía a exigência de que o layout do equipamento principal reservasse espaço para futuras atualizações ou aumento de capacidade. Essa escolha de projeto visionária, incorporada na fase inicial de engenharia, evita as custosas obras de engenharia civil que normalmente acompanham as adaptações em sistemas de tratamento de efluentes existentes.
Comparação de tecnologias: MPA versus alternativas convencionais para gases de exaustão de fósforo amarelo
| Critério | Redução da pluma magnética | Esfoliação úmida alcalina | Reaquecimento de gás GGH |
|---|---|---|---|
| eliminação da pluma branca | Completo (pilha invisível) | Não (a neblina persiste) | Parcial (dependente da temperatura) |
| Recuperação de condensado | Sim (água de reposição) | Não (gera águas residuais) | Não |
| pH≈2 resistência ácida | Alto (compósito de grafeno) | Moderada (corrosão rápida) | Baixo (risco de corrosão HX) |
| Eficiência de purificação | ≥97% | ≈80–85% | N/A (sem remoção de poluentes) |
| Custo do reagente | Zero | Em andamento (NaOH/Ca(OH)₂) | Zero |
| Saída de águas residuais | Nenhum | Alto volume | Nenhum |
| Adequado para 800.000 Nm³/h | Sim (módulo único) | Sim (grande área ocupada) | Custo de energia muito alto |
06 — Resultados Operacionais
Sucesso na primeira instalação e desempenho comprovado
A unidade de recuperação de vapor de água para redução da pluma magnética obteve sucesso total em seu primeiro comissionamento. Os dados operacionais e o desempenho na redução da pluma atenderam plenamente a todas as metas de projeto. O sistema demonstrou alta confiabilidade e profissionalismo de engenharia, com todos os indicadores de desempenho atingindo os parâmetros de projeto e mantendo a estabilidade e a eficiência operacional durante todo o período de testes.
O resultado da eliminação da pluma branca foi particularmente notável: o sistema eliminou com sucesso a pluma branca dos gases de escape, atingindo a meta projetada e melhorando tanto o ambiente da fábrica quanto a qualidade do ar da área circundante. A operação de alta eficiência da unidade de recuperação de condensado não só reduziu o consumo de energia e o custo de produção, como também demonstrou a viabilidade prática e a confiabilidade da tecnologia para atender aos requisitos de conformidade do setor de fósforo amarelo.

07 — Precauções de Implementação
Considerações críticas de engenharia para aplicações de gases residuais de fósforo amarelo
- ⚠️
Condensados altamente corrosivos (pH≈2) exigem especificações anticorrosivas para todo o sistema: O condensado proveniente do gás residual do forno de fósforo amarelo tem um pH de aproximadamente 2 devido ao ácido fosfórico dissolvido. Este não é um contaminante residual — é a principal fase líquida presente em toda a unidade MPA e nos equipamentos subsequentes de tratamento de condensado. Todos os componentes de tubulação, vasos, bombas, carcaças de sensores e elementos estruturais que possam entrar em contato com esse condensado devem ser especificados em materiais classificados para serviço contínuo em pH 2. O uso de materiais com classificação inferior para reduzir custos de aquisição é a causa mais comum de falhas prematuras de equipamentos nessa aplicação. - ⚠️
A adesão do pó de fósforo requer maior pressão de retrolavagem e volume de circulação: As partículas de fósforo são significativamente mais aderentes do que a poeira industrial típica. O sistema de recirculação da retrolavagem deve ser projetado com uma altura manométrica da bomba e um volume de fluxo maiores do que os especificados para aplicações com poeira não aderente de carga equivalente. Sistemas de retrolavagem subdimensionados perdem eficiência progressivamente à medida que a poeira aderente se acumula nas superfícies do absorvedor, reduzindo a permeabilidade do leito e aumentando a queda de pressão do sistema além do ponto de operação do ventilador. - ⚠️
A topografia do local restringe o acesso do guindaste — planeje a montagem da estrutura antes do início da construção: As usinas de fósforo amarelo são frequentemente localizadas em terrenos montanhosos ou acidentados com acesso limitado por vias principais. Este projeto identificou especificamente que a topografia do local limitava as posições disponíveis para guindastes ao longo da via de acesso principal, prolongando os ciclos de instalação devido à necessidade de reposicionar repetidamente os equipamentos de içamento. Realize um estudo de içamento e uma análise de acesso para guindastes antes de finalizar o layout dos equipamentos e selecione dimensões de unidades que possam ser posicionadas com os guindastes disponíveis no local. - ⚠️
Reserve espaço para equipamentos no projeto inicial de layout: A fase principal de projeto dos equipamentos deve reservar espaço físico para futuros equipamentos adicionais que possam ser necessários à medida que as exigências ambientais se tornem mais rigorosas. Os equipamentos instalados na fase inicial não devem ser posicionados de forma a bloquear rotas de acesso ou áreas de apoio que futuras atualizações possam exigir. Instalações que não reservam esse espaço geralmente enfrentam custos de engenharia civil e estrutural 30 a 50% maiores quando precisam adicionar capacidade em ciclos de licenciamento subsequentes. - ⚠️
O monitoramento da concentração de CO é obrigatório antes de qualquer etapa de tratamento subsequente em ambiente fechado: O gás residual do forno de fósforo amarelo bruto contém CO em concentrações de até 2.000 mg/Nm³. Embora esse valor esteja bem abaixo do limite inferior de explosividade (LIE) de 12,5% v/v, o gás deve ser monitorado continuamente a montante do ventilador de tiragem induzida. Se a concentração de CO se aproximar de um limite de segurança definido — acionado por perturbação no forno, falha no contato do eletrodo ou variação na alimentação de carbono — uma sequência automática de bypass e retenção de segurança deve ser ativada antes que o gás atinja qualquer recipiente fechado. Os monitores de CO devem ser calibrados de acordo com um cronograma consistente com o programa de monitoramento de gases perigosos da instalação. - ⚠️
A classificação da unidade de recuperação de condensado afeta o processo de licenciamento: A água condensada recuperada pela unidade MPA contém ácido fosfórico dissolvido e, potencialmente, traços de metais pesados e flúor. Antes do comissionamento, obtenha uma análise laboratorial da composição do condensado e confirme sua classificação como resíduo junto ao órgão ambiental local. Se o condensado for classificado como resíduo perigoso em vez de efluente industrial comum, sua reutilização como água de reposição para recirculação pode exigir uma alteração na licença ambiental ou uma etapa de tratamento adicional antes de ser devolvido ao sistema de abastecimento de água.
08 — Principais conclusões de engenharia
Quatro lições aplicáveis deste projeto sobre fósforo amarelo
- 1
A recuperação de condensado transforma um custo de conformidade em um benefício de produção. A decisão de integrar uma unidade de recuperação de condensado ao projeto do sistema MPA alterou a contabilização interna do projeto, transformando-o de um custo puramente de conformidade ambiental para um investimento parcialmente autofinanciado. A água recuperada tem valor econômico direto como água de reposição da planta, reduzindo os custos de aquisição de água doce. Essa abordagem melhorou o apoio das partes interessadas internas ao investimento e serve de modelo para outras instalações do setor de fósforo amarelo e ácido fosfórico que enfrentam as mesmas características de fluxo de gás. - 2
A microarquitetura em larga escala (MPA) a 800.000 Nm³/h é viável em um único módulo. Este projeto demonstrou que a tecnologia de redução de plumas magnéticas é escalável para volumes de gás muito grandes em uma única unidade de tratamento. O BLCNXB-80W representa uma das maiores implantações individuais de MPA (Microscopia de Atenuação de Plumas) do setor, e o sucesso de seu primeiro comissionamento confirmou que as características de desempenho da tecnologia — eficiência, estabilidade e tolerância à carga — são mantidas em escala. Instalações que tratam mais de 500.000 Nm³/h não precisam recorrer a múltiplas unidades paralelas para atingir a conformidade. - 3
A logística de instalação no local merece tanta atenção da engenharia quanto o projeto do processo. O desafio de acesso por guindaste documentado no resumo da experiência deste projeto destaca uma categoria de risco de instalação que muitas vezes é subestimada na fase de projeto de engenharia. Para unidades de grande porte (30,0×17,0×26,5 m) em locais montanhosos com acesso restrito, a sequência de içamento e instalação deve ser projetada em conjunto com o projeto do processo, e não tratada como uma improvisação na fase de construção após a chegada do equipamento ao local. - 4
A reserva de espaço na fase de projeto não custa nada e gera uma grande economia posteriormente. A exigência de reservar espaço para equipamentos para futuras atualizações — documentada explicitamente nos requisitos de engenharia deste projeto — é uma decisão de projeto de baixo custo que possui um valor de longo prazo desproporcionalmente alto. À medida que os padrões ambientais se tornam cada vez mais rigorosos no setor químico de fósforo, as instalações com espaço reservado para atualizações poderão atender às novas exigências a um custo muito menor do que as instalações que precisam ser adaptadas a layouts existentes com restrições.
09 — Perguntas Frequentes
Redução da pluma magnética em usinas de fósforo amarelo: dez perguntas respondidas
Perguntas de gerentes de fábrica, engenheiros de conformidade ambiental e equipes de compras que avaliam a tecnologia MPA para instalações de fabricação de fósforo amarelo e ácido fosfórico.
Pronto para eliminar a fumaça branca?
Explore a gama completa de soluções para controle de emissões industriais.
Desde a redução da pluma magnética em fábricas de fósforo amarelo e ácido fosfórico até Sistemas regenerativos de oxidação térmica para redução de COVs em altas concentraçõesNossa equipe de engenharia oferece soluções comprovadas em campo para os desafios mais exigentes de controle de emissões industriais.





















