Fallstudie · Industrielle Emissionskontrolle
Wie ein Gelbphosphorproduzent in der Provinz Sichuan eine vollständige Vermeidung sichtbarer weißer Rauchfahnen, die vollständige Einhaltung der Norm GB 31573−2015 und eine sinnvolle Wasserrückgewinnung aus einem stark sauren, hochadhäsiven Ofenabgasstrom erreichte – durch den Einsatz einer Graphen-Verbundstoff-Magnetrauchfahnenabscheideranlage, die 800.000 Nm³/h bei einer Betriebsleistung von 480 kW behandelte.
Behandlung von gelben Phosphorabgasen
Magnetische Rauchreinigung
Unterdrückung nicht-thermischer Rauchfahnen
Kondenswasserrückgewinnung
01 — Branchenhintergrund
Herstellung von gelbem Phosphor und die Notwendigkeit der Einhaltung der Vorschriften zur weißen Phosphorfahne
Gelber Phosphor (auch als weißer Phosphor bekannt) ist eine wichtige Industriechemikalie, die zur Herstellung von Phosphorsäure, Flammschutzmitteln, Lebensmittelzusatzstoffen und einer Vielzahl von Spezialphosphorverbindungen verwendet wird. Die Herstellung erfolgt in einem Hochtemperatur-Lichtbogenofenverfahren, bei dem Phosphatgestein mit Koks und Siliciumdioxid bei Temperaturen über 1400 °C reduziert wird. Dabei entstehen einige der chemisch aggressivsten und in ihrer Zusammensetzung komplexesten Abgasströme der chemischen Industrie.
Der nationale Aktionsplan „Blue Sky Defense“ und der Emissionsnorm für Luftschadstoffe in der anorganischen chemischen Industrie Die Normen GB 31573−2015 legen gemeinsam strenge Emissionsgrenzwerte für mehrere Schadstoffe für Anlagen zur Erzeugung von gelbem Phosphor fest: NOx ≤100 mg/Nm³, SO₂ ≤30 mg/Nm³ und Feinstaub ≤10 mg/Nm³. Zudem wird strikt vorgeschrieben, dass unter normalen Betriebsbedingungen keine sichtbare weiße Rauchfahne entstehen darf. Die Norm verlangt außerdem, dass der aus den Abgasen kondensierte Wasserdampf – der gelöste Phosphorsäure mit einem pH-Wert von ca. 2 enthält – aufgefangen und nicht abgeleitet wird. Die Wasserrückgewinnung ist somit ein integraler Bestandteil der Lösung zur Einhaltung der Vorschriften.
Die gleichzeitige Einhaltung dieser Grenzwerte bei gleichzeitiger Bewältigung der extremen Korrosivität (pH ≈ 2 Kondensat), der haftenden Partikelstruktur des Phosphorstaubs und des Vorhandenseins von Kohlenmonoxid in explosionsgefährlichen Konzentrationen im Rohgas des Ofens erfordert einen grundlegend anderen Abgasreinigungsansatz als die herkömmliche industrielle Nasswäsche. Die Technologie der magnetischen Rauchfahnenabsaugung mit ihrem trockenen Reinigungsmechanismus, dem Absorbermaterial aus Graphen-Verbundwerkstoff und dem integrierten Kondensatrückgewinnungssystem wurde speziell für diese Herausforderungen entwickelt.
„Das Abgas aus Heißprozess-Phosphorsäureöfen ist gleichzeitig korrosiv, klebrig und explosionsgefährlich. Keine herkömmliche Abgasreinigungstechnologie kann alle drei Eigenschaften bewältigen. Die magnetische Abgasabsaugung löst die Probleme der Korrosion und Verklebung in der letzten Reinigungsstufe, während die vorgelagerte Prozessgestaltung das CO-Explosionsrisiko minimiert, bevor das Gas in einen geschlossenen Behandlungsbehälter gelangt.“
— Technische Zusammenfassung des Projekts zur Reduzierung der Magnetfahne aus der Gelbphosphorindustrie

02 — Verschmutzungsprofil
Rauchgascharakterisierung: Abgas aus einem Elektroofen zur Heißprozessierung von Phosphorsäure
Die Anlage befindet sich im Industriegebiet des Kreises Leibo, Präfektur Liangshan, Provinz Sichuan. Das Projekt wurde zwischen Juli und Dezember 2022 durchgeführt und umfasste die Nachrüstung einer bestehenden Kondenswasserrückgewinnungs- und Magnetschwefelungsanlage an der bestehenden Entschwefelungsanlage. Das Hauptziel war zweifach: die Rückgewinnung des Kondenswassers aus dem Abgasstrom (zur Verbesserung der Frischwasserversorgung der Anlage) und die Beseitigung der sichtbaren weißen Rauchfahne bei gleichzeitiger Einhaltung der nationalen Emissionsgrenzwerte.
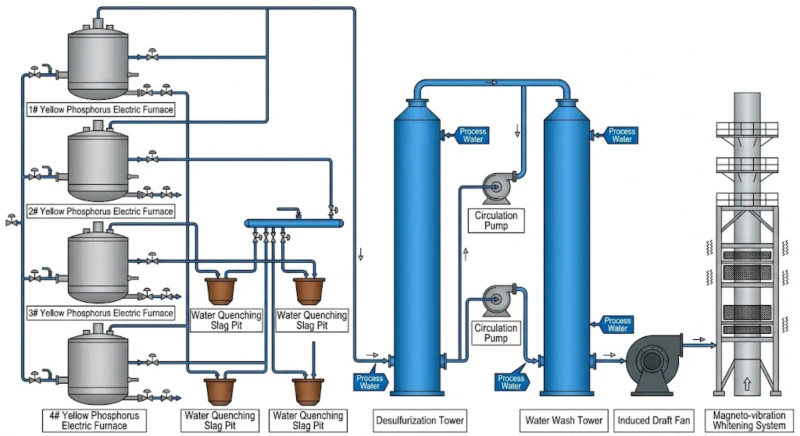
Die Anlage betreibt vier Elektrolichtbogenöfen zur Herstellung von Phosphorsäure im Heißprozess. Jeder Ofen ist mit einem Wasserabschreckbecken, einer Abzugshaube vor dem Ofen, einem Säureauffangbehälter und einem Säurebecken-Umwälzsystem ausgestattet. Das kombinierte Abgasvolumen aller vier Öfen beträgt 800.000 Nm³/h bei einer Ofenaustrittstemperatur von ca. 80 °C. Nach Durchlaufen des Entschwefelungswäschers kühlt das Abgas am Einlass der Magnetabscheideranlage auf ca. 35 °C ab.
- NOx: Anfangskonzentration 100 mg/Nm³. Regulierter Auslassgrenzwert 100 mg/Nm³ – enge Konformitätsspanne erfordert eine stabile mehrstufige Behandlungsleistung.
- SO₂: Anfangskonzentration 550 mg/Nm³; Zielwert am Auslass ≤30 mg/Nm³. Wird durch die vorgelagerte Nassentschwefelungsanlage vor Eintritt des Gases in die MPA-Anlage reduziert.
- Feinstaub (PM): Anfangswert 220 mg/Nm³; Zielwert am Auslass ≤10 mg/Nm³. Feiner Phosphorstaub und Kohlenstoffpartikel erfordern eine Tiefenabscheidung im Submikrometerbereich.
- Kohlenmonoxid (CO): Die Anfangskonzentration am Ofenausgang beträgt 2.000 mg/Nm³. Kohlenmonoxid (CO) ist farb- und geruchlos, giftig und hat eine untere Explosionsgrenze von 12,51 µg/m³ (v/v). Es muss vor Erreichen einer geschlossenen Behandlungsstufe kontrolliert werden.
- Fluorwasserstoff (HF): Anfangskonzentration 50 mg/Nm³. Stark korrosiv; bestimmt die Spezifikation des Graphen-Verbundwerkstoffs für alle Absorberschichtkomponenten.
- Arsen (As): Ausgangswert 0,95 mg/Nm³. Erfordert eine Reduzierung auf nahezu Nullwerte, um die öffentliche Gesundheit zu schützen und die Vorschriften für Schwermetalle einzuhalten.
- Stark saures Kondensat (pH≈2): Das Abgas nach der Nasswäsche enthält kondensierten Phosphorsäurenebel und Wasserdampf. Die MPA-Anlage fängt dieses Kondensat auf und nutzt es als Brauchwasser für die Anlage, wodurch eine Kostenbelastung in eine Ressource umgewandelt wird.
- Haftender Phosphorstaub: Phosphorpartikel haften bei Temperaturen unterhalb des Taupunkts stark an. Geräteoberflächen und Sprühdüsen sind daher von fortschreitender Verschmutzung bedroht, weshalb Graphen-Verbundabsorber und ein Rückspülsystem mit separater Filtration erforderlich sind.
| Parameter | Anfangskonzentration | Outlet (Design) | Regulierungsgrenze |
|---|---|---|---|
| NOx | 100 mg/Nm³ | ≤100 mg/Nm³ | 100 mg/Nm³ |
| SO₂ | 550 mg/Nm³ | ≤30 mg/Nm³ | 30 mg/Nm³ |
| Feinstaub (PM) | 220 mg/Nm³ | ≤10 mg/Nm³ | 10 mg/Nm³ |
| CO (Rohgas aus dem Ofen) | 2.000 mg/Nm³ | Kontrolliert stromaufwärts | — |
| Fluorwasserstoff (HF) | 50 mg/Nm³ | Nahezu Null | — |
| Arsen (As) | 0,95 mg/Nm³ | Nahezu Null | Schwermetallvorschriften |
| Schadstoffkonzentration im Mischzulauf (MPA-Zulauf) | 50 mg/Nm³ | ≤10 mg/Nm³ | 10 mg/Nm³ |
| Sichtbare weiße Rauchfahne | Gegenwart (dicht) | Keine (unsichtbar) | Keine sichtbare weiße Rauchfahne |
| Gesamtvolumen des Rauchgases | 800.000 Nm³/h | — | — |
| Einlasstemperatur (MPA-Einheit) | ≈35°C | — | — |
| Einlassfeuchtigkeit (bei MPA-Einheit) | 50% (Nachwäscher) | — | — |
03 — Technische Anforderungen
Auslegungskriterien für die magnetische Rauchfahnenabsaugung bei Anwendungen mit gelbem Phosphor
Vor der Auswahl der Abgasreinigungstechnologie legte das Ingenieurteam die folgenden verbindlichen Konstruktionsanforderungen fest. Diese berücksichtigen die besonderen korrosiven, adhäsiven und explosionsgefährlichen Eigenschaften der Abgase von Gelbphosphoröfen und stimmen mit den dokumentierten Projektspezifikationen überein.
Kommerziell erprobte Technologie
Nur im praktischen Einsatz erprobte und kommerziell ausgereifte Technologien sind zulässig. Ausrüstung und Materialien müssen den nationalen Fertigungsstandards entsprechen. Experimentelle oder Pilotverfahren werden für Anlagen, die unter die nationalen Emissionsgrenzwerte fallen, nicht berücksichtigt.
Breiter Lasttoleranzbereich
Das System muss seine Reinigungsleistung und die Unterdrückung weißer Rauchfahnen aufrechterhalten, wenn das Rauchgasvolumen zwischen 101 TP3T und 1101 TP3T der Nennleistung schwankt. Einzelne Ofenausfälle, Lastzyklen und Schwankungen in der Brennstoffqualität verursachen erhebliche Schwankungen des Gesamtgasvolumens, die das System ohne Eingriff des Bedieners ausgleichen muss.
Sortenspezifische Korrosionsbeständigkeit
Alle Bauteile, die mit dem phosphorsäurehaltigen Gasstrom in Berührung kommen, müssen über einen zertifizierten Korrosionsschutz verfügen. Die Absorberschicht aus Graphen-Verbundmaterial bietet Korrosionsbeständigkeit gegenüber dem HF-haltigen Kondensat mit einem pH-Wert von ca. 2 und thermische Stabilität für die regelmäßige Heißwasser-Spülung. Standardmäßige Edelstahlsorten sind für diese Anwendung nicht geeignet.
Null Sekundärverschmutzung
Der Abgasreinigungsprozess darf keine neuen Abwasserströme, verbrauchte Reagenzien oder gefährliche Feststoffabfälle erzeugen. Das von der MPA-Anlage aufgefangene Kondensat, das Restphosphorsäure enthält, wird der Kondenswasserrückgewinnungsanlage zugeführt und als Brauchwasser für die Anlage wiederverwendet, wodurch der Wasserkreislauf vollständig geschlossen wird.
Energieeffizienz und Haushaltsgeräte
Bei der Geräteauswahl muss auf die Minimierung der Investitions- und Betriebskosten geachtet werden. Alle größeren Anschaffungen müssen von national zertifizierten Qualitätsherstellern mit inländischen Lieferketten stammen, um die langfristige Verfügbarkeit von Ersatzteilen ohne Abhängigkeit von importierten Komponenten und den damit verbundenen internationalen Lieferzeitrisiken zu gewährleisten.
Lärmschutz
Der Geräuschpegel aller rotierenden Maschinen darf 85 dB(A) in 1 m Entfernung nicht überschreiten. Dies entspricht den industriellen Grenzwerten der GB 12348−2008, Klasse II. Bei einem Volumenstrom von 800.000 Nm³/h ist bei der Auswahl der Ventilatoren aufgrund der hohen Luftmengen besonderes Augenmerk auf die akustische Leistung zu legen.
Modular und zukunftssicher
Das modulare Designkonzept muss die innerhalb von drei bis fünf Jahren steigenden Emissionsgrenzwerte ohne Austausch der Kernsysteme ermöglichen. Gleichzeitig muss fortschrittliche Technologie die Ko-Emissionen von gasförmigen Schadstoffen mit geringer Emissionsfrequenz berücksichtigen, um die Anlage für eine Ultra-Niedrigemissionsklassifizierung und eine proaktive Genehmigungserneuerung zu qualifizieren.
Integration der Kondenswasserrückgewinnung
Um das Kondenswasser des Projekts zurückzugewinnen, muss der Kondensatsammelbehälter der MPA-Anlage an eine separate Verdunstungsrückgewinnungsanlage angeschlossen werden. Das zurückgewonnene Wasser wird in den Wasserkreislauf zurückgeführt, wodurch der Frischwasserverbrauch des Werks reduziert und die Entstehung neuer Abwasserströme im Zuge der Emissionskontrollmodernisierung vermieden wird.
04 — Behandlungslösung
Wie das magnetische Abgasreinigungssystem für gelbe Phosphorabgase konfiguriert wurde
Magnetische Rauchgasreinigung (MPA) – auch bekannt als magnetische Rauchreinigung, Erfassung von sauren Nebeln in der trockenen Phase, Beseitigung von nicht-thermischem weißen Rauch, oder Abgasreinigung mit Magnetfeld — beseitigt die sichtbare weiße Rauchfahne durch gleichzeitige Entfernung von Feinstaub, sauren Nebel-Aerosolen und gesättigtem Wasserdampf aus dem Rauchgas nach der Entschwefelung. Ein vom BLEMG-2KT-Gerät erzeugtes, kontrolliertes Magnetfeld bewirkt, dass paramagnetische Moleküle und geladene Aerosolpartikel zur Graphen-Verbundabsorberschicht wandern und von dieser eingefangen werden. Dadurch wird der austretende Gasstrom von der Aerosolphase befreit, die für die Bildung der sichtbaren Rauchfahne verantwortlich ist.
Bei dieser Anwendung zur Herstellung von gelbem Phosphor ist die MPA-Anlage als letzte Nachreinigungsstufe nach dem bestehenden Nassentschwefelungs-Wäscher installiert. Nachdem das Ofenabgas mittels Saugzugventilator aufgenommen und im Entschwefelungsturm von SO₂, HCl und HF befreit wurde, tritt das vorbehandelte Gas mit einer Temperatur von ca. 35 °C, einer relativen Luftfeuchtigkeit von 501 µT und einer Schadstoffkonzentration von 50 mg/Nm³ in die MPA-Anlage ein. Magnetfeld und Graphen-Kompositabsorber führen die Tiefenreinigung durch und reduzieren die Abgaskonzentration auf ≤ 10 mg/Nm³, bevor das gereinigte Gas über den Hauptkamin abgeleitet wird.
Prozessablauf: Vier Elektroöfen zur Reinigung des Schornsteins
Lichtbogenöfen
& Vorab-Kollektion
Schrubber
(BLCNXB-80W)
Genesungseinheit
Stapel
Systemkonfiguration und wichtige technische Parameter
Die MPA-Einheit für dieses Projekt verwendet eine Turm-Außenbereich, Bodeneinlass / Abluft oben Die Anlage wurde als eigenständiges Modul neben der bestehenden Entschwefelungsturm-Infrastruktur installiert. Mit einer Kapazität von 800.000 Nm³/h zählt sie zu den größten Einzelanlagen im Bereich der Gelbphosphor-Entschwefelung und benötigt daher eine entsprechend große Stellfläche von 30,0 × 17,0 × 26,5 m.
| Parameter | Spezifikation |
|---|---|
| Einheitenmodell | BLCNXB-80W |
| Layouttyp | Turmexternes, eigenständiges Modul |
| Luftstromrichtung | Ansaugung von unten, Abgas von oben |
| Reinigungseffizienz | ≥97% |
| Schadstoffkonzentration am Einlass | 50 mg/Nm³ |
| Schadstoffkonzentration am Auslass | ≤10 mg/Nm³ |
| Systemwiderstand | 250 Pa |
| Volumen des behandelten Rauchgases | 800.000 Nm³/h |
| Abgaseintrittstemperatur | ≈35°C |
| Absorberschichtmaterial | Graphen-Verbundwerkstoff |
| Geräteabmessungen (L×B×H) | 30,0 m × 17,0 m × 26,5 m |
| Modell eines Magnetenergiegenerators | BLEMG-2KT |
| Laufkraft | 480 kW |
| Jährliche Betriebstage | 330 Tage/Jahr |
| Jährliche Stromkosten | Ca. 1.368.500 RMB/Jahr |
05 — Kernvorteile
Warum die magnetische Rauchgasreinigung Alternativen zur Beseitigung von gelbem Phosphorabgasen übertrifft
- ✓
Kondenswasserrückgewinnung wandelt einen Abfallstrom in eine Ressource um: Im Gegensatz zu Verfahren wie Nass-Nacherhitzung oder Alkaliwäsche zur Abgasfahnenunterdrückung fängt das MPA-System phosphorsäurehaltiges Kondensat aus der Absorberschicht auf und leitet es durch eine Verdunstungsrückgewinnungseinheit. Das gereinigte Kondenswasser wird anschließend in den Wasserkreislauf der Anlage zurückgeführt. Dadurch werden täglich nennenswerte Mengen an Brauchwasser zurückgewonnen, die Kosten für die Frischwasserbeschaffung gesenkt und potenzielle Abwasserhaftungsrisiken in einem einzigen Schritt beseitigt. - ✓
Graphen-Kompositabsorber beständig gegen Phosphorsäurekondensat mit pH≈2: Das stark saure Kondensat im Abgas von gelbem Phosphor zersetzt herkömmliche metallische und faserige Absorbermaterialien rasch. Die für dieses Projekt spezifizierte Graphen-Verbundschicht behält ihre strukturelle Integrität und Absorptionsleistung im kontinuierlichen Kontakt mit einer Flüssigkeit mit einem pH-Wert von ca. 2 bei und gewährleistet so die mehrjährige Lebensdauer, die für eine wirtschaftliche Investition erforderlich ist. - ✓
Vollständige Eliminierung sichtbarer Emissionen bei der ersten Inbetriebnahme bestätigt: Das MPA-System erreichte bei der ersten Inbetriebnahme gleichzeitig eine vollständige Beseitigung der sichtbaren weißen Rauchfahne an allen vier Schornsteinen der Elektroöfen. Die Betriebsdaten bestätigten, dass die Technologie die Auslegungsziele vollständig erfüllte. Die Beseitigung der sichtbaren Rauchfahne verbesserte nicht nur die Arbeitsumgebung im Werk, sondern reduzierte nachweislich auch die Belastung der umliegenden Gemeinde – ein wichtiges Kriterium für die Einhaltung der Genehmigungsauflagen im Rahmen der strengen Überwachung durch die „Blue Sky Defense“-Initiative. - ✓
Keine chemischen Reagenzien, kein Abwasser: Wirtschaftlichkeit trockener Verfahren im großen Maßstab: Bei einem Durchfluss von 800.000 Nm³/h wären die Kosten für Reagenzien und Abwasserbehandlung eines Nasswäschers mit vergleichbarer Kapazität erheblich. Das MPA-Trockenverfahren eliminiert beides. Ein Stromverbrauch von 480 kW an 330 Tagen pro Jahr bei 0,36 RMB/kWh führt zu jährlichen Stromkosten von ca. 1.368.500 RMB – ein wettbewerbsfähiges Betriebskostenniveau für die gebotene Behandlungskapazität. - ✓
Breiter Lasttoleranzbereich im 4-Ofen-Betrieb mit variabler Leistung: Die Wartung einzelner Öfen, die Lastplanung und Schwankungen der Einsatzgasqualität führen zu erheblichen Schwankungen des Gesamtgasvolumens in der Vier-Ofen-Anlage. Der Generator BLEMG-2KT passt die Magnetfeldstärke kontinuierlich auf Basis von Echtzeitüberwachung an und gewährleistet so die spezifizierte Reinigungsleistung über den gesamten Betriebsbereich von 10% bis 110% ohne manuelle Sollwertänderungen. - ✓
Reservierter Geräteraum vereinfacht zukünftige Kapazitätserweiterungen: Die Projektspezifikation enthielt die Anforderung, dass die Anordnung der Hauptanlagen Platz für zukünftige Erweiterungen oder Kapazitätserweiterungen vorsieht. Diese vorausschauende Designentscheidung, die bereits in der ersten Planungsphase berücksichtigt wurde, vermeidet die kostspieligen Nacharbeiten im Tiefbau, die üblicherweise bei der Modernisierung bestehender Aufbereitungsanlagen anfallen.
Technologievergleich: MPA vs. konventionelle Alternativen zur Beseitigung von gelbem Phosphor-Abgas
| Kriterium | Magnetische Rauchgasreinigung | Alkali-Nasswäsche | GGH Gas-Nacherhitzung |
|---|---|---|---|
| Beseitigung weißer Rauchfahnen | Vollständig (unsichtbarer Stapel) | Nein (der Dunst hält an) | Teilweise (temperaturabhängig) |
| Kondensatrückgewinnung | Ja (Make-up-Wasser) | Nein (erzeugt Abwasser) | NEIN |
| Säurebeständigkeit bei pH ≈ 2 | Hoch (Graphen-Verbundwerkstoff) | Mäßige (schnelle Korrosion) | Geringes Risiko (Korrosionsrisiko des Wärmetauschers) |
| Reinigungseffizienz | ≥97% | ≈80–85% | Nicht zutreffend (keine Schadstoffentfernung) |
| Reagenzkosten | Null | Laufend (NaOH/Ca(OH)₂) | Null |
| Abwassermenge | Keiner | Hohes Volumen | Keiner |
| Geeignet für 800.000 Nm³/h | Ja (einzelnes Modul) | Ja (großer Platzbedarf) | Sehr hohe Energiekosten |
06 — Betriebsergebnisse
Erfolgreiche Erstinbetriebnahme und verifizierte Leistung
Die Anlage zur magnetischen Rauchgasreinigung und Wasserdampfrückgewinnung hat bei der ersten Inbetriebnahme vollumfänglich funktioniert. Betriebsdaten und Rauchgasreinigungsleistung entsprachen vollständig den Auslegungszielen. Das System bewies hohe Zuverlässigkeit und technische Professionalität; alle Leistungsindikatoren erreichten die Auslegungsparameter und gewährleisteten während der gesamten Testphase Betriebsstabilität und Effizienz.
Das Ergebnis bei der Beseitigung der weißen Rauchfahne war besonders bemerkenswert: Das System eliminierte die weiße Rauchfahne erfolgreich aus dem Abgas, erreichte damit das geplante Ziel und verbesserte sowohl die Arbeitsbedingungen im Werk als auch die Luftqualität in der Umgebung. Der hocheffiziente Betrieb der Kondensatrückgewinnungsanlage reduzierte nicht nur den Energieverbrauch und die Produktionskosten, sondern demonstrierte auch die praktische Anwendbarkeit und Zuverlässigkeit der Technologie im Hinblick auf die Einhaltung der Vorschriften für den Sektor Gelbphosphor.

07 — Hinweise zur Umsetzung
Wichtige technische Überlegungen für Anwendungen mit gelbem Phosphor-Abgas
- ⚠️
Stark korrosives Kondensat (pH≈2) erfordert eine systemweite Korrosionsschutzspezifikation: Das Kondensat aus dem Abgas von Gelbphosphor-Ofenanlagen weist aufgrund gelöster Phosphorsäure einen pH-Wert von etwa 2 auf. Es handelt sich dabei nicht um eine Spurenverunreinigung, sondern um die primäre flüssige Phase in der gesamten MPA-Anlage und den nachgeschalteten Kondensatbehandlungsanlagen. Sämtliche Rohrleitungen, Behälter, Pumpen, Sensorgehäuse und Bauteile, die mit diesem Kondensat in Berührung kommen können, müssen aus Werkstoffen gefertigt sein, die für den Dauerbetrieb bei pH 2 ausgelegt sind. Die Verwendung unterdimensionierter Werkstoffe zur Reduzierung der Beschaffungskosten ist die häufigste Ursache für vorzeitige Anlagenausfälle in dieser Anwendung. - ⚠️
Zur Vermeidung von Phosphorstaubanhaftungen sind ein erhöhter Rückspüldruck und ein größeres Zirkulationsvolumen erforderlich: Phosphorpartikel haften deutlich stärker als typischer Industriestaub. Das Rückspülsystem muss daher mit einer höheren Förderhöhe und einem größeren Volumenstrom ausgelegt sein als bei vergleichbarer Belastung mit nicht haftendem Staub. Unterdimensionierte Rückspülsysteme verlieren zunehmend an Effizienz, da sich haftender Staub auf den Absorberoberflächen ablagert, die Bettpermeabilität verringert und der Druckverlust im System über den Betriebspunkt des Ventilators hinaus ansteigt. - ⚠️
Die Topografie des Geländes schränkt den Kranzugang ein – planen Sie die Montage vor Baubeginn: Gelbphosphoranlagen befinden sich häufig in bergigem oder hügeligem Gelände mit eingeschränkter Zufahrt über Hauptstraßen. Dieses Projekt zeigte insbesondere, dass die Topografie des Geländes die verfügbaren Kranpositionen entlang der Hauptzufahrtsstraße begrenzte, was die Installationszyklen aufgrund des wiederholten Umpositionierens der Hebezeuge verlängerte. Führen Sie vor der endgültigen Festlegung des Anlagenlayouts eine Hebestudie und eine Analyse der Kranzugänglichkeit durch und wählen Sie Anlagenabmessungen, die mit den vor Ort verfügbaren Kranen positioniert werden können. - ⚠️
Platz für Ausrüstung im ursprünglichen Layoutplan reservieren: In der Hauptplanungsphase der Anlagen muss ausreichend Platz für zukünftige Zusatzausrüstung eingeplant werden, die aufgrund verschärfter Umweltauflagen erforderlich sein könnte. Die in der ersten Phase installierte Ausrüstung darf nicht so positioniert werden, dass Zufahrtswege oder für zukünftige Erweiterungen benötigte Flächen blockiert werden. Anlagen, die diesen Platz nicht reservieren, sehen sich in der Regel mit 30 bis 501 Tonnen höheren Bau- und Strukturkosten konfrontiert, wenn sie in nachfolgenden Genehmigungszyklen ihre Kapazität erweitern müssen. - ⚠️
Die Überwachung der CO-Konzentration ist vor jeder geschlossenen nachgelagerten Aufbereitungsstufe zwingend erforderlich: Das Abgas aus einem Rohphosphorofen enthält bis zu 2.000 mg/Nm³ CO. Obwohl dieser Wert deutlich unter der unteren Explosionsgrenze von 12,51 µg/m³ liegt, muss das Gas vor dem Saugzugventilator kontinuierlich überwacht werden. Steigt die CO-Konzentration in Richtung eines definierten Sicherheitsschwellenwerts – ausgelöst durch Ofenstörungen, Elektrodenkontaktstörungen oder Schwankungen in der Kohlenstoffzufuhr –, muss eine automatische Umleitungs- und Sicherheitsabschaltung aktiviert werden, bevor das Gas ein geschlossenes Gefäß erreicht. Die CO-Messgeräte müssen gemäß dem Kalibrierungsplan des Betriebs für Gefahrgase kalibriert werden. - ⚠️
Die Klassifizierung der Kondensatrückgewinnungsanlage hat Auswirkungen auf die Genehmigung: Das von der MPA-Anlage aufgefangene Kondenswasser enthält gelöste Phosphorsäure und möglicherweise Spuren von Schwermetallen und Fluorid. Vor der Inbetriebnahme ist eine Laboranalyse der Kondensatzusammensetzung durchzuführen und die Abfallklassifizierung mit der zuständigen Umweltbehörde abzuklären. Wird das Kondensat als Sondermüll und nicht als normales Industrieabwasser eingestuft, kann für die Wiederverwendung als Kreislaufwasserzusatz eine separate Genehmigungsänderung oder ein zusätzlicher Behandlungsschritt erforderlich sein, bevor es in das Wassernetz zurückgeführt werden kann.
08 — Wichtigste Erkenntnisse aus dem Ingenieurwesen
Vier übertragbare Lehren aus diesem Gelbphosphorprojekt
- 1
Die Kondensatrückgewinnung wandelt eine Compliance-Kosten in einen Produktionsvorteil um. Die Entscheidung, eine Kondensatrückgewinnungsanlage in das MPA-System zu integrieren, veränderte die interne Kostenrechnung des Projekts: von reinen Kosten für die Einhaltung von Umweltauflagen hin zu einer teilweise selbstfinanzierenden Investition. Das zurückgewonnene Wasser hat als Ergänzungswasser für die Anlage einen direkten wirtschaftlichen Wert und reduziert die Kosten für die Frischwasserbeschaffung. Diese Herangehensweise verbesserte die Akzeptanz der Investitionsausgaben bei den internen Stakeholdern und dient als Modell für andere Anlagen im Bereich gelber Phosphor und Phosphorsäure mit ähnlichen Gasstromcharakteristika. - 2
Eine großflächige MPA mit 800.000 Nm³/h ist in einem einzigen Modul realisierbar. Dieses Projekt hat gezeigt, dass die Technologie zur magnetischen Abgasfahnenabsaugung auch für sehr große Gasmengen in einer einzigen Behandlungseinheit skalierbar ist. Die Anlage BLCNXB-80W zählt zu den größten Einzelanlagen dieser Art im Sektor, und ihre erfolgreiche Inbetriebnahme bestätigte, dass die Leistungsmerkmale der Technologie – Effizienz, Stabilität und Lasttoleranz – auch im großen Maßstab erhalten bleiben. Anlagen, die mehr als 500.000 Nm³/h behandeln, benötigen nicht zwangsläufig mehrere parallele Einheiten, um die gesetzlichen Vorgaben zu erfüllen. - 3
Die Logistik der Baustelleninstallation verdient ebenso viel Aufmerksamkeit der Ingenieure wie die Prozessplanung. Die in diesem Projektbericht dokumentierten Herausforderungen beim Kranzugang verdeutlichen eine Kategorie von Installationsrisiken, die in der Planungsphase häufig unterschätzt wird. Bei großflächigen Anlagen (30,0 × 17,0 × 26,5 m) in bergigem Gelände mit eingeschränktem Zugang müssen die Montage und die Installationsreihenfolge bereits in der Prozessplanung berücksichtigt werden und dürfen nicht erst nach Anlieferung der Ausrüstung vor Ort improvisiert werden. - 4
Eine Platzreservierung in der Planungsphase kostet nichts und spart später viel Geld. Die in den technischen Anforderungen dieses Projekts explizit dokumentierte Vorgabe, Platz für zukünftige Anlagenerweiterungen zu reservieren, ist eine kostengünstige Planungsentscheidung mit überproportional hohem langfristigem Nutzen. Da die Umweltauflagen im Bereich der Phosphorchemie immer strenger werden, können Anlagen mit reserviertem Erweiterungsraum neue Anforderungen zu einem Bruchteil der Kosten erfüllen, die Anlagen verursachen, die in bestehende, beengte Anlagen integriert werden müssen.
09 — Häufig gestellte Fragen
Magnetische Rauchgasreinigung für Gelbphosphoranlagen: Zehn Fragen beantwortet
Fragen von Werksleitern, Umweltingenieuren und Beschaffungsteams zur Bewertung der MPA-Technologie für Produktionsanlagen für gelben Phosphor und Phosphorsäure.
Sind Sie bereit, Ihre weißen Rauchfahnen zu beseitigen?
Entdecken Sie das gesamte Spektrum an Lösungen zur industriellen Emissionskontrolle
Von der magnetischen Rauchgasreinigung in Anlagen zur Herstellung von gelbem Phosphor und Phosphorsäure bis hin zu Regenerative thermische Oxidationssysteme zur Reduzierung hoher VOC-KonzentrationenUnser Ingenieurteam liefert praxiserprobte Lösungen für die anspruchsvollsten Herausforderungen im Bereich der industriellen Emissionskontrolle.





















