案例研究 · 工业排放控制
四川省一家黄磷生产商如何利用石墨烯复合材料磁性烟羽减排装置,在480千瓦运行功率下处理800,000 Nm³/h的废气,实现了零可见白烟、完全符合GB 31573-2015标准以及从强酸性、高粘性炉尾气流中有效回收水。
黄磷废气处理
磁性烟雾净化
非热羽流抑制
冷凝水回收
01 — 行业背景
黄磷生产与白烟排放合规要求
黄磷(又称白磷)是一种重要的工业化学品,用于生产磷酸、阻燃剂、食品添加剂以及各种特种磷化合物。黄磷的生产采用高温电弧炉工艺,在超过1400°C的温度下,用焦炭和二氧化硅还原磷矿石。该工艺产生的废气是化学工业中最具腐蚀性和成分最复杂的废气之一。
国家“蓝天防御”行动计划和 无机化学工业空气污染物排放标准 (GB 31573-2015) 对黄磷生产企业实施了严格的多污染物排放限值:氮氧化物≤100 mg/Nm³,二氧化硫≤30 mg/Nm³,颗粒物≤10 mg/Nm³,并严格要求在正常运行条件下不得产生可见的白色烟羽。该标准还要求回收废气中冷凝的水蒸气(其中含有pH≈2的溶解磷酸),而不是将其排放,因此水循环利用是合规解决方案的重要组成部分。
在应对高腐蚀性(冷凝液pH≈2)、磷粉尘的粘附性以及炉气中爆炸浓度的一氧化碳等问题的同时,要达到上述各项限制,需要一种与标准工业湿式洗涤截然不同的减排方法。磁羽流减排技术凭借其干式净化机制、石墨烯复合吸收介质和集成式冷凝液回收设计,正是为了应对这些挑战而专门开发的。
“热法磷酸炉尾气同时具有腐蚀性、粘附性和爆炸危险性。没有任何一种传统的减排技术能够同时解决这三种问题。磁力羽流减排技术在最终净化阶段解决了腐蚀和粘附问题,而上游工艺设计则在气体到达任何封闭处理容器之前就控制了CO爆炸风险。”
— 黄磷工业磁性烟羽治理工程技术概要

02 — 污染概况
烟气特性分析:热法磷酸电炉尾气
该设施位于四川省凉山州雷波县工业区。该项目于2022年7月至12月实施,对工厂现有的脱硫基础设施进行了改造,增设了冷凝水回收和磁力烟羽控制系统。其核心目标有两个:一是从废气流中回收冷凝水(改善工厂的淡水供应状况);二是消除可见的白色烟羽,并完全符合国家排放标准。
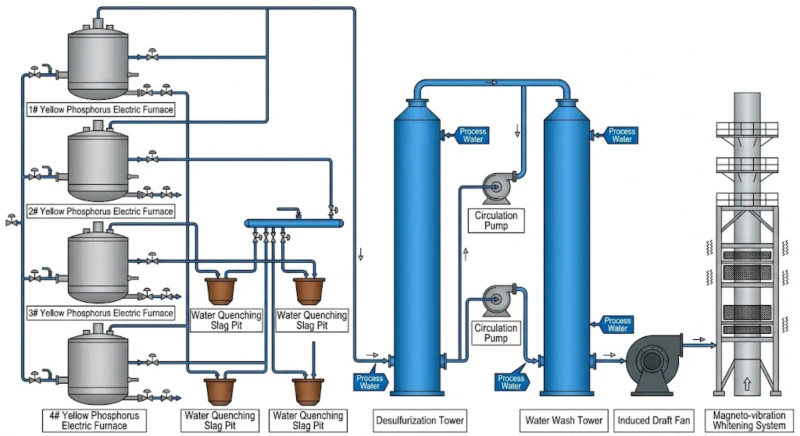
该设施运行着4台热法磷酸电弧炉,每台炉均配备水淬槽、炉前烟气收集罩、酸液收集罐和酸液池循环系统。四台炉的总额定烟气排放量为800,000 Nm³/h,炉出口温度约为80°C,经脱硫洗涤器后,在磁力羽流净化装置入口处冷却至约35°C。
- 氮氧化物: 初始浓度 100 mg/Nm³。受监管的出口限值为 100 mg/Nm³——严格的合规裕度要求稳定的多级处理性能。
- 二氧化硫: 初始浓度为 550 mg/Nm³;出口目标浓度 ≤30 mg/Nm³。在气体进入 MPA 装置之前,由上游湿式脱硫洗涤器进行处理。
- 颗粒物(PM): 初始浓度为 220 mg/Nm³;出口目标浓度 ≤10 mg/Nm³。细磷粉尘和碳颗粒需要进行亚微米级深度捕集。
- 一氧化碳(CO): 炉口初始浓度为 2,000 mg/Nm³。一氧化碳无色无味,有毒,爆炸下限为 12.51TP³T (v/v)。必须在进入任何封闭处理阶段之前,在上游进行控制。
- 氟化氢(HF): 初始浓度为 50 mg/Nm³。具有强腐蚀性;决定了所有吸收层组件的石墨烯复合材料规格。
- 砷(As): 初始浓度为 0.95 mg/Nm³。需要将浓度降至接近零的水平,以保护公众健康并符合重金属法规规定。
- 强酸性冷凝液(pH≈2): 湿式洗涤器后的废气中含有冷凝的磷酸雾和水蒸气。MPA装置捕集这些冷凝液,并将其循环利用作为工厂的补充水,从而将合规性负担转化为资源。
- 粘性磷粉: 磷颗粒在露点以下温度下具有很强的粘附性。设备表面和喷嘴容易发生逐渐积垢,因此需要使用石墨烯复合吸收材料和带有专用过滤装置的反冲洗系统。
| 范围 | 初始浓度 | 出口(设计) | 监管限制 |
|---|---|---|---|
| 氮氧化物 | 100 毫克/立方米 | ≤100 mg/Nm³ | 100 毫克/立方米 |
| 二氧化硫 | 550 毫克/立方米 | ≤30 mg/Nm³ | 30 毫克/立方米 |
| 颗粒物(PM) | 220 毫克/立方米 | ≤10 mg/Nm³ | 10 毫克/立方米 |
| 一氧化碳(炉煤气) | 2,000 毫克/标准立方米 | 受控上游 | — |
| 氟化氢(HF) | 50 毫克/立方米 | 接近于零 | — |
| 砷(As) | 0.95 毫克/立方米 | 接近于零 | 重金属供应 |
| 混合入口污染物密度(MPA入口) | 50 毫克/立方米 | ≤10 mg/Nm³ | 10 毫克/立方米 |
| 可见的白色烟柱 | 现成(密集) | 无(不可见) | 没有可见的白色烟柱。 |
| 烟气总量 | 800,000 牛米/小时 | — | — |
| 入口温度(单位:MPa) | 约35°C | — | — |
| 入口湿度(单位:MPA) | 50%(后洗涤器) | — | — |
03 — 工程要求
黄磷应用中磁性烟羽控制的设计标准
在选择减排技术之前,工程团队制定了以下具有约束力的设计要求。这些要求体现了黄磷炉废气独特的腐蚀性、粘附性和爆炸危险性,并与已记录的项目规范相一致。
商业验证技术
只有经过现场验证且商业上成熟的技术才可接受。设备和材料必须符合国家制造标准规范。对于受国家特殊排放限值约束的设施,实验性或中试规模的工艺不予考虑。
宽负载容差
当烟气量在额定设计容量的 10% 至 110% 之间变化时,系统必须保持净化性能和白烟抑制功能。单个炉子的停机、负荷循环以及原料质量的变化都会导致总烟气量出现显著波动,而系统必须在无人干预的情况下承受这些波动。
特定等级的耐腐蚀性
所有与含磷酸气流接触的部件都必须采用经认证的防腐蚀保护。石墨烯复合吸收层可抵抗含氢氟酸、pH≈2的冷凝液环境的腐蚀,并具有良好的热稳定性,可承受周期性的热水再生吹扫。任何标准不锈钢牌号均不适用于此工况。
零二次污染
减排过程不得产生新的废水、废试剂或危险固体废物。MPA装置收集的冷凝水(其中含有残留磷酸)被送至冷凝水回收装置,并作为工厂循环水补充水循环利用,从而完全闭合水循环系统。
能源效率和家用设备
设备选型必须尽可能降低资本成本和运营成本。所有主要采购设备必须来自拥有国内供应链、并通过国家认证的优质制造商,以确保零部件的长期供应,避免依赖进口零部件,从而规避国际交货期带来的风险。
噪声合规性
所有旋转设备的噪声在 1 米处不得超过 85 dB(A),符合 GB 12348-2008 II 类工业噪声限值。在 800,000 Nm³/h 的风量下,由于风量巨大,风机选型需要特别关注其声学性能。
模块化设计,面向未来
模块化设计理念必须能够在3-5年内应对日益严格的排放限制,而无需更换核心系统。先进技术必须同时解决低频气态污染物共排放问题,以使该设施符合超低排放标准并能主动续签许可证。
冷凝水回收一体化
该项目的冷凝水回收目标要求将MPA装置的冷凝水收集池连接到专用的蒸发回收装置。回收的水将返回循环水系统,从而减少工厂的新鲜水消耗,并消除排放控制升级过程中产生的任何新的废水排放。
04 — 处理方案
黄磷废气磁性烟羽控制系统的配置方式
磁性羽流治理(MPA)——也称为 磁性烟雾净化, 干相酸雾捕集, 非热力消除白烟, 或者 磁场排气抛光 — 通过同时去除脱硫后烟气中的细颗粒物、酸雾气溶胶和饱和水蒸气,消除可见的白色烟羽。BLEMG-2KT装置产生的可控磁场使顺磁性分子和带电气溶胶颗粒向石墨烯复合吸收层迁移并被其捕获,从而使排出的气流中导致可见烟羽形成的气溶胶相含量降低。
在本黄磷应用中,MPA装置作为最终深度精制阶段安装在现有湿式脱硫洗涤器下游。炉尾废气经引风机收集后,通过脱硫塔去除SO₂、HCl和HF,预处理后的气体以约35℃的温度、50%的湿度和50 mg/Nm³的混合入口污染物浓度进入MPA装置。磁场和石墨烯复合吸收器完成深度净化,将出口浓度降低至≤10 mg/Nm³,然后洁净气体经主烟囱排放。
工艺流程:四台电炉用于烟囱清洁
电弧炉
& 预购
洗涤器
(BLCNXB-80W)
恢复单元
堆
系统配置和关键技术参数
本项目的MPA单元使用 塔外式,底部进风/顶部排气 该装置采用独立模块配置,安装在现有脱硫塔基础设施旁边。其处理能力为 800,000 Nm³/h,是黄磷行业中最大的单体 MPA 装置之一,因此需要占地面积为 30.0×17.0×26.5 米。
| 范围 | 规格 |
|---|---|
| 单元模型 | BLCNXB-80W |
| 布局类型 | 塔外独立模块 |
| 气流方向 | 底部进气,顶部排气 |
| 净化效率 | ≥97% |
| 入口混合污染物浓度 | 50 毫克/立方米 |
| 出口混合污染物浓度 | ≤10 mg/Nm³ |
| 系统电阻 | 250 帕 |
| 处理后的烟气量 | 800,000 牛米/小时 |
| 入口烟气温度 | 约35°C |
| 吸收层材料 | 石墨烯复合材料 |
| 设备尺寸(长×宽×高) | 30.0 米 × 17.0 米 × 26.5 米 |
| 磁能发电机模型 | BLEMG-2KT |
| 运行功率 | 480千瓦 |
| 年度运营天数 | 每年330天 |
| 年度电费 | 约1,368,500元人民币/年 |
05 — 核心优势
为什么磁性烟羽治理优于其他方法来治理黄磷废气
- ✓
冷凝水回收将废物流转化为资源: 与任何湿式再加热或碱洗羽流抑制方法不同,MPA系统从吸收层捕集含磷酸冷凝水,并将其输送至蒸发回收装置,将净化后的冷凝水返回工厂循环水系统。这不仅每天可回收大量工厂补充水,降低了工厂的淡水采购成本,而且一步到位地消除了潜在的废水排放责任。 - ✓
石墨烯复合吸收剂可耐受 pH≈2 的磷酸冷凝液: 黄磷废气中的强酸性冷凝物会迅速降解标准的金属和纤维吸收介质。本项目选用的石墨烯复合层在与pH≈2的流体持续接触的情况下,仍能保持结构完整性和吸收效率,从而提供多年使用寿命,使资本投资在经济上合理。 - ✓
首次调试时已验证完全消除可见排放: MPA系统在首次调试时,实现了所有四个电炉烟囱同时无可见白色烟羽排放。运行数据证实,该技术完全达到了设计目标。可见烟羽的消除不仅改善了工厂环境,而且显著降低了对周边社区的影响,这在受到严格监管的“蓝天法”执法背景下,是获得许可的关键标准。 - ✓
零化学试剂,零废水:规模化干法工艺的经济效益: 处理量为 80 万标准立方米/小时时,同等处理能力的湿式洗涤系统的试剂和废水处理成本将相当高昂。而 MPA 干式工艺则完全避免了这两项成本。该工艺每年运行 330 天,耗电量为 480 千瓦,电价为 0.36 元/千瓦时,年电费约为 136.85 万元人民币——就其处理能力而言,运营成本极具竞争力。 - ✓
四炉可变输出运行的宽负载容差: 单个炉子的维护、负荷调度和进料质量的变化会导致四炉组的总气体量出现显著波动。BLEMG-2KT发生器基于实时监测数据持续调节磁场强度,在10%至110%的整个运行范围内,无需任何手动设定点更改,即可保持设计水平的净化性能。 - ✓
预留设备空间简化了未来产能扩张: 项目规范中包含一项要求,即主设备布局必须预留空间,以便未来进行升级或扩容。这种具有前瞻性的设计选择在初始工程阶段就已纳入考虑,避免了对现有处理装置进行改造扩建时通常会伴随的高昂土建工程返工成本。
技术对比:MPA 与传统方法在黄磷废气处理中的应用
| 标准 | 磁性羽流治理 | 碱性湿式擦洗 | GGH 气体再加热 |
|---|---|---|---|
| 白色羽毛消除 | 完成(不可见堆栈) | 否(雾霾持续) | 部分(温度相关) |
| 凝析油回收 | 是的(补水) | 否(会产生废水) | 不 |
| pH≈2 耐酸性 | 高(石墨烯复合材料) | 中等(快速腐蚀) | 低(HX腐蚀风险) |
| 净化效率 | ≥97% | ≈80–85% | 不适用(未去除污染物) |
| 试剂成本 | 零 | 进行中(NaOH/Ca(OH)₂) | 零 |
| 废水排放 | 没有任何 | 高音量 | 没有任何 |
| 适用于 800,000 Nm³/h | 是的(单模块) | 是的(占地面积大) | 能源成本非常高 |
06 — 运营结果
首次调试成功且性能得到验证
磁性烟羽减排水蒸气回收装置首次调试即取得圆满成功。运行数据和烟羽减排性能完全满足所有设计目标。该系统展现出高度可靠性和工程专业性,所有性能指标均达到设计参数,并在整个试验期间保持了运行的稳定性和效率。
白色烟羽消除效果尤为显著:该系统成功消除了废气中的白色烟羽,达到了设计目标,并改善了工厂环境及周边地区的空气质量。冷凝水回收装置的高效运行不仅降低了能耗和生产成本,也证明了该技术在满足黄磷行业合规要求方面的实用性和可靠性。

07 — 实施注意事项
黄磷废气应用中的关键工程考虑因素
- ⚠️
强腐蚀性冷凝水(pH≈2)需要全系统范围内的防腐蚀规范: 由于溶解的磷酸,黄磷炉尾气冷凝液的pH值约为2。这并非痕量污染物,而是MPA装置及其下游冷凝液处理设备中的主要液相。所有可能接触该冷凝液的管道、容器、泵、传感器外壳和结构件,都必须采用能够在pH值为2的条件下连续使用的材料制成。为了降低采购成本而使用不合格的材料,是导致该应用中设备早期失效的最常见原因。 - ⚠️
磷粉尘附着需要增加反冲洗压力和循环量: 磷颗粒的粘附性远高于典型的工业粉尘。反冲洗循环系统的设计必须比同等负荷的非粘附性粉尘应用所需的泵扬程更高、流量更大。如果反冲洗系统尺寸过小,随着粘附性粉尘在吸收器表面积聚,效率会逐渐降低,导致床层渗透性下降,系统压降超过风机的工作点。 - ⚠️
场地地形限制了起重机的作业——施工开始前需规划好吊装方案: 黄磷厂通常位于山区或丘陵地带,主干道交通受限。本项目特别指出,场地地形限制了主干道沿线可用的起重机作业位置,导致需要反复重新定位起重设备,从而延长了安装周期。在最终确定设备布局之前,应进行起重作业研究和起重机作业通道分析,并选择能够利用现场可用起重机进行定位的设备尺寸。 - ⚠️
在初始布局设计中预留设备空间: 主设备设计阶段必须预留物理空间,以备将来随着环境要求的日益严格而需要增设设备时使用。初始阶段安装的设备不应阻碍未来升级所需的通道或垫层区域。未预留此空间的设施,在后续许可周期中需要扩容时,通常会面临高达 30 至 50 万吨的额外土建和结构成本。 - ⚠️
在任何封闭式下游处理阶段之前,必须进行CO浓度监测: 黄磷炉尾气中一氧化碳(CO)浓度最高可达2000 mg/Nm³。虽然该浓度远低于12.51TP³T v/v的爆炸下限,但仍需对引风机上游的CO浓度进行持续监测。如果CO浓度升高至设定的安全阈值附近(例如由炉体异常、电极接触不良或碳料供应变化等原因触发),则必须在CO浓度到达任何封闭容器之前启动自动旁通和安全保持程序。CO监测器必须按照工厂危险气体监测计划规定的时间表进行校准。 - ⚠️
冷凝水回收装置的分类会影响许可证的发放: MPA装置回收的冷凝水中含有溶解的磷酸,并可能含有微量重金属和氟化物。调试前,应进行冷凝水成分的实验室分析,并向当地生态环境部门确认其废物分类。如果冷凝水被归类为危险废物而非一般工业废水,则将其作为循环水补充水重新利用可能需要单独的许可证变更或处理步骤,才能将其返回供水系统。
08 — 工程要点
从这个黄磷项目中可以借鉴的四个经验教训
- 1
凝析油回收将合规成本转化为生产收益。 将冷凝水回收装置整合到MPA系统设计中的决定,改变了项目的内部成本核算方式,使其从纯粹的环境合规成本转变为部分自筹资金的投资。回收的水可直接作为工厂的补充水,从而降低淡水采购成本,具有直接的经济价值。这种方案提高了内部利益相关者对资本支出的支持度,并为其他面临类似气流特性的黄磷和磷酸行业装置提供了借鉴。 - 2
在单个模块中实现 800,000 Nm³/h 的大规模 MPA 是可行的。 该项目证明,磁力羽流控制技术可扩展至单个处理单元内处理超大气体量。BLCNXB-80W 是业内规模最大的单台磁力羽流控制装置之一,其首次调试成功证实了该技术在大规模应用下仍能保持其性能特征——效率、稳定性、负荷耐受性。处理量超过 50 万标准立方米/小时的设施无需采用多台并联装置即可达到合规要求。 - 3
现场安装物流与工艺设计一样,都需要工程方面的重视。 本项目经验总结中记录的起重机作业通道挑战凸显了一类在工程设计阶段常被低估的安装风险。对于位于山区、作业通道受限的大型设备(30.0×17.0×26.5 米),吊装和安装顺序必须与工艺设计同步进行,而不能在设备运抵现场后才临时采取。 - 4
在设计阶段预留空间无需任何成本,却能在后期节省大量资金。 本项目工程要求中明确规定了预留设备空间以备未来升级,这是一项成本低廉但长期价值极高的设计决策。随着磷化工行业环保标准的日益严格,预留升级空间的工厂能够以远低于那些必须在现有空间受限的情况下进行改造的工厂的成本,轻松应对新的环保要求。
09 — 常见问题解答
黄磷厂磁性烟羽治理:十个问题解答
来自工厂经理、环境合规工程师和采购团队的问题,他们正在评估用于黄磷和磷酸制造工厂的 MPA 技术。
准备好消除白色绒毛了吗?
探索全系列工业排放控制解决方案
从黄磷和磷酸工厂的磁性羽流治理到 用于高浓度VOC去除的再生热氧化系统我们的工程团队为最苛刻的工业排放控制挑战提供经过现场验证的解决方案。





















