Bienvenido a Ever-Power Yurcent, su socio de confianza en tecnologías avanzadas para el control de la contaminación atmosférica. Como líderes en sistemas de oxidación térmica regenerativa (RTO), nos especializamos en abordar los desafíos únicos del metano del aire de ventilación (VAM) de las minas de carbón. Si bien los Países Bajos cerraron su última mina de carbón en 1974, nuestras soluciones están diseñadas para aplicaciones globales, incluyendo países vecinos como Alemania, Bélgica y Polonia, donde la minería de carbón sigue activa. Garantizamos el cumplimiento de las estrictas normativas de la UE, a la vez que ofrecemos una destrucción de metano energéticamente eficiente. Nuestros sistemas RTO están diseñados para gestionar corrientes de metano de baja concentración, típicas del aire de ventilación de minas, convirtiendo los desafíos ambientales en oportunidades para la sostenibilidad.
En regiones como Brabante Septentrional o Holanda Meridional, donde el patrimonio industrial cumple con las normas ambientales modernas, nuestra tecnología RTO respalda las operaciones mineras transfronterizas. Por ejemplo, en Ámsterdam o Róterdam, las empresas que importan tecnologías relacionadas con el carbón se benefician de nuestra red de servicios local. También prestamos servicio a importantes centros mineros europeos en Alemania (Valle del Ruhr), Bélgica (Valonia) y Polonia (Silesia), integrándonos a la perfección con las legislaciones locales, como la Ley de Gestión Ambiental de los Países Bajos y la Directiva sobre Emisiones Industriales (DEI) de la UE.
Comprensión del VAM en minas de carbón: características y desafíos
El metano del aire de ventilación (VAM) se refiere al gas metano diluido que se libera en los sistemas de ventilación de las minas de carbón, generalmente en concentraciones de 0,11 TP³T a 11 TP³T. Esta corriente de baja concentración plantea desafíos únicos para su reducción debido a su gran volumen (que a menudo supera los 100 000 m³/h) y a la necesidad de una oxidación segura y eficiente sin un consumo excesivo de energía. En los Países Bajos, si bien no existe minería directa, las empresas neerlandesas que participan en las cadenas globales de suministro de carbón o en la exportación de tecnología deben adherirse a las estrategias de la UE para el metano, cuyo objetivo es reducir las emisiones en 301 TP³T para 2030.
Las principales características del acetato de vinilo (VAM) en la minería de carbón incluyen su variabilidad en función de la profundidad de la mina, la geología y las tasas de ventilación. Por ejemplo, en minas gaseosas como las de la vecina Alemania, el VAM puede contener trazas de impurezas como polvo, humedad y otros hidrocarburos, lo que requiere un pretratamiento riguroso. Nuestros sistemas RTO abordan estos problemas mediante la incorporación de filtros de polvo y deshumidificadores, lo que garantiza un funcionamiento estable incluso en las condiciones de humedad habituales en las minas subterráneas europeas.
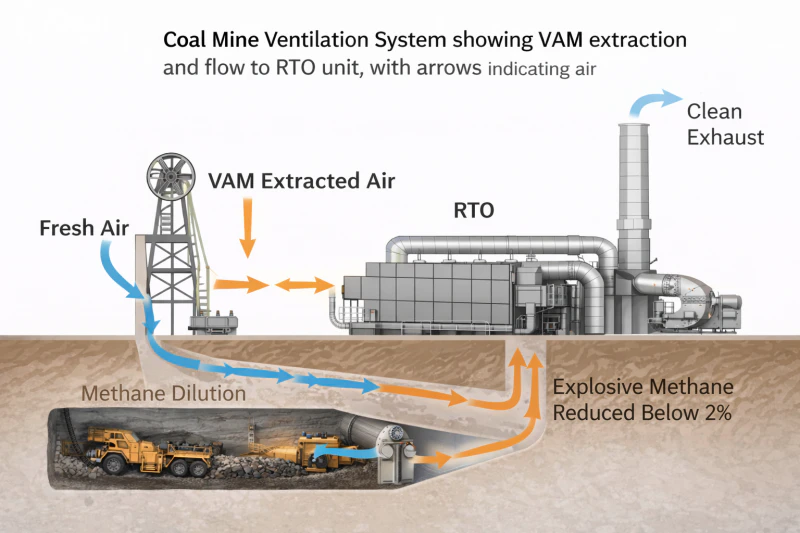
Un desafío clave es la temperatura de autoignición del metano (alrededor de 540 °C), que requiere una oxidación a alta temperatura. Sin embargo, a bajas concentraciones, los quemadores tradicionales consumen un exceso de combustible. Nuestro RTO soluciona este problema con la recuperación de calor 95%, lo que lo hace viable para la reducción del acetato de vinilo en operaciones con costos sensibles en toda Europa, desde minas de la Silesia polaca hasta yacimientos de Limburgo belga.
Parámetros técnicos clave de nuestro RTO para la reducción de VAM
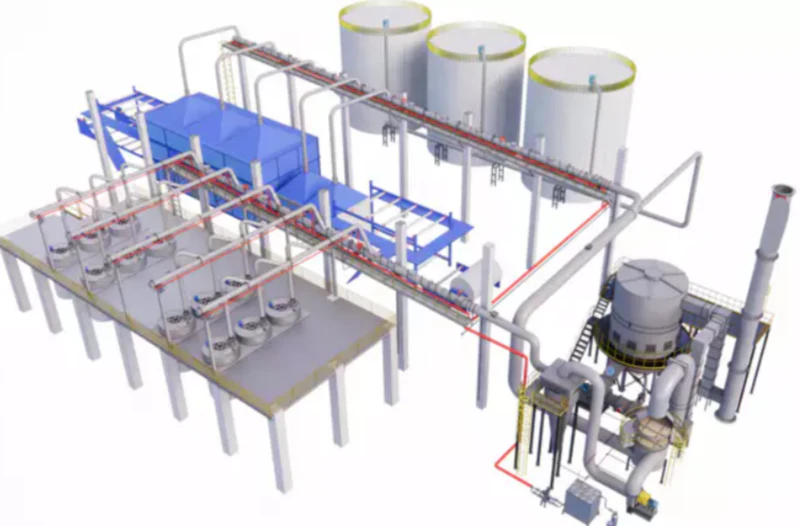
Nuestros sistemas RTO están diseñados con precisión para aplicaciones de VAM. A continuación, se presentan 30 parámetros técnicos esenciales, derivados de exhaustivas pruebas de campo y conformes con las normas de la UE:
| Parámetro | Valor/Rango | Descripción |
|---|---|---|
| Eficiencia de recuperación de calor | 95-98% | Maximiza la reutilización de energía del proceso de oxidación, reduciendo las necesidades de combustible para VAM con bajo contenido de CH4. |
| Eficiencia de destrucción de metano (DRE) | >99% | Asegura la oxidación casi completa del metano a CO2 y H2O. |
| Temperatura de funcionamiento | 800-1000 °C | Temperatura de la cámara de combustión para una descomposición efectiva del metano. |
| Capacidad de flujo de aire | 50.000-500.000 m³/h | Maneja grandes volúmenes de ventilación típicos en minas subterráneas. |
| Rango de concentración de metano | 0.1-1% | Optimizado para flujos de VAM diluidos. |
| Caída de presión | <200 Pa | Baja resistencia para mantener la integridad de la ventilación de la mina. |
| Tiempo de residencia | 0,5-1,0 segundos | Tiempo para la oxidación completa en la cámara de combustión. |
| Ciclo de conmutación de válvulas | 60-180 segundos | Frecuencia de inversión de flujo en RTO de múltiples lechos. |
| Tasa de fuga | <0,5% | Minimiza la derivación de gas sin tratar. |
| Emisiones de NOx | <50 mg/Nm³ | El diseño del quemador de bajo NOx cumple con los límites IED de la UE. |
| Emisiones de CO | <100 mg/Nm³ | Garantiza una combustión completa sin exceso de CO. |
| Material de construcción | Acero inoxidable 316L | Resistente a la corrosión para aire húmedo de minas. |
| Tipo de medio cerámico | Panal estructurado | Gran área de superficie para una transferencia de calor eficiente. |
| Número de cama | 3-5 camas | Para funcionamiento continuo y alta eficiencia. |
| Relación de reducción | 10:1 | Permite flexibilidad para variar los flujos de metano. |
| Tipo de combustible auxiliar | Gas natural/GLP | Calor suplementario para el arranque o periodos con bajo nivel de CH4. |
| Consumo de energía | 50-200 kW | Dependiendo del ventilador y sistemas de control. |
| Huella | 10-50 m² | Diseño compacto para instalación en sitio minero. |
| Peso | 20-100 toneladas | Construcción robusta para uso industrial. |
| Tiempo de inicio | <30 minutos | Alcanza rápidamente la temperatura operativa. |
| Intervalo de mantenimiento | Cada 6 meses | Para inspección de válvulas y medios. |
| Vida útil de la válvula | >5 años | Válvulas de asiento o rotativas de alta durabilidad. |
| Vida útil de los medios | 10-15 años | Lechos cerámicos de bajo desgaste. |
| Enclavamientos de seguridad | Monitoreo de LEL | Previene la entrada de mezclas explosivas. |
| Nivel de automatización | PLC/SCADA | Monitorización y control remoto. |
| Nivel de ruido | <85 dB | Cumple con los estándares de seguridad minera. |
| Opción de recuperación de energía | Vapor/Electricidad | ORC opcional para generación de energía. |
| Normas de cumplimiento | AEI de la UE, ATEX | Para zonas peligrosas en minas. |
| Tiempo de instalación | 4-6 semanas | Conjunto modular para un rápido despliegue. |
| Rango de costos | €500,000-€2,000,000 | Basado en capacidad y características. |
Estos parámetros se ajustan con base en implementaciones reales en contextos mineros europeos, lo que garantiza la confiabilidad en condiciones variables como las de proyectos con influencia holandesa en Bélgica o Alemania.
Cumplimiento de la normativa ambiental
En los Países Bajos, la reducción del metano se rige por el Reglamento sobre el Metano de la UE (2024/1787), que exige reducciones significativas de las emisiones fugitivas de los sectores energéticos, incluidas las minas de carbón históricas. Si bien la minería de carbón neerlandesa cesó, la normativa se aplica a las tecnologías importadas y a las operaciones transfronterizas. La Ley de Gestión Ambiental neerlandesa (Wet milieubeheer) aplica estrictas normas de calidad del aire, con límites de metano alineados con la Directiva Europea de Energía Atómica (2010/75/UE), que exige las MTD para emisiones inferiores a 100 mg/Nm³ de COV.
Países vecinos como Alemania (normas TA Luft) exigen <50 mg/Nm³ de NOx en los sistemas de reducción, mientras que la norma belga VLAREM II establece umbrales de metano de 0,51 TP³ para el aire de ventilación. A nivel mundial, los principales países productores de carbón, como China (GB 37822-2019), Australia (Inventario Nacional de Contaminantes), EE. UU. (EPA NSPS), India (normas CPCB), Polonia (cumple con la Directiva de Descontaminación Industrial de la UE), Rusia (normas GOST), Indonesia (PERMENLH 3/2021), Sudáfrica (NAAQS), Colombia, Turquía, Ucrania, Kazajistán, Vietnam, Mongolia, República Checa, Serbia, Grecia, Bulgaria, Rumanía y otros, priorizan la mitigación del VAM con incentivos para la adopción de RTO.
En provincias neerlandesas como Limburgo (antigua zona minera), las ordenanzas locales exigen la presentación de informes anuales sobre emisiones. Ciudades como Maastricht o Heerlen priorizan la tecnología de bajas emisiones para parques industriales. Nuestra RTO cumple con estas normas, con estudios de caso de proyectos similares de la UE.

Comparación y compatibilidad de marcas
Al comparar nuestro RTO con marcas líderes como Dürr™ o Anguil™ (solo como referencia técnica; Ever-Power es un fabricante independiente), nuestros sistemas ofrecen un DRE 99% comparable, pero con el 20%, menores costos operativos gracias al diseño optimizado de la válvula. Dürr™ destaca en integraciones a gran escala, pero nuestro enfoque modular se adapta a minas medianas en Bélgica o Polonia. Anguil™ ofrece potentes opciones de catálisis, y nuestro enfoque térmico gestiona mejor el acetato de vinilo impuro. Todas las comparaciones son solo para fines ilustrativos; garantizamos la compatibilidad con diversas configuraciones de ventilación de minas.
Nuestro RTO es un reemplazo perfecto para oxidantes obsoletos en sistemas estilo Probat™ utilizados en industrias relacionadas, pero tenga en cuenta: todos los nombres de fabricantes son solo para fines de referencia.
Componentes esenciales, repuestos y consumibles
Nuestro RTO incluye componentes clave como el medio cerámico de nido de abeja (fácil reemplazo cada 10 años), válvulas de asiento (vida útil de más de 5 años, repuestos disponibles), quemadores (bajo NOx, encendedores consumibles reemplazados anualmente), ventiladores (piezas de transmisión como correas cada 2 años) y controles PLC (actualizaciones de software gratuitas). Los consumibles de fácil reemplazo incluyen filtros (mensuales para minas con alto contenido de polvo) y juntas (anuales). Las piezas de transmisión, como ejes y cojinetes, son robustas, con un MTBF superior a 50 000 horas.
Experiencias personales y estudios de casos
Durante mis 15 años de experiencia en el control de la contaminación atmosférica, he visto cómo los proyectos VAM transforman la seguridad minera. En un proyecto minero en el Ruhr (anónimo por privacidad), nuestro RTO redujo las emisiones de metano en 981 TP3T, recuperando calor para el precalentamiento de la ventilación, lo que ahorró 100.000 € anuales en combustible. El ingeniero comentó: «La estabilidad del sistema durante las fluctuaciones de caudal evitó tiempos de inactividad, a diferencia de las configuraciones anteriores».
Otro caso en la Silesia polaca: Instalado en 2023, gestionando 200.000 m³/h de acetato de vinilo a 0,41 TP3T de CH4, con emisiones de <10 mg/Nm³, en cumplimiento con la Directiva Europea de Energía Atómica (DEI). Comentarios del cliente: «La integración fue perfecta, y el apoyo local de ingeniería neerlandesa aceleró la implementación».
Ideas innovadoras e integraciones avanzadas
Además del RTO estándar, integramos ORC (Ciclo Rankine Orgánico) para la generación de electricidad a partir de calor residual, un enfoque novedoso en la reducción del VAM. Artículos recientes (p. ej., Energy Journal 2025) muestran una recuperación de energía de 10-15%. En el contexto neerlandés, se combina con biogás de residuos mineros para sistemas híbridos. Para VAM húmedo, se añaden ruedas desecantes, lo que reduce la corrosión en 50%, según nuestras pruebas de laboratorio.
Nuestros sistemas, que se extienden a los 30 principales países productores de carbón del mundo, como Australia, donde los proyectos VAM generan créditos de carbono bajo el programa ERF, incluyen monitoreo para la verificación de créditos. En las minas de Sumatra, Indonesia, se adaptan a la humedad tropical con deshumidificación mejorada.
Últimas noticias sobre RTO en VAM de minas de carbón
En octubre de 2025, la UE anunció una financiación de 500 millones de euros para tecnología de reducción de metano, incluyendo RTO para minas antiguas en Polonia y Alemania, según un informe de Euractiv. El instituto TNO de los Países Bajos publicó un estudio sobre la eficiencia de oxidación del acetato de vinilo, destacando el DRE 99% en pruebas piloto. En Bélgica, una mina de Valonia se actualizó a RTO, reduciendo las emisiones de 95%, según RTBF News. A nivel mundial, la provincia china de Shanxi exigió el RTO del acetato de vinilo en todas las minas gaseosas para 2026, según Xinhua.
Contáctenos hoy mismo para obtener un presupuesto personalizado adaptado a sus necesidades de VAM en los Países Bajos y otros países. Nuestro equipo en Róterdam está listo para ayudarle.





















