
Sistema de desulfuración de gases de combustión (FGD) de caliza y yeso serie BLSHSTL1W/230W
1. Descripción general del producto
La solución definitiva para el tratamiento de gases de combustión de gran capacidad.
El Sistema de desulfuración de gases de combustión (FGD) de caliza y yeso serie BLSHSTL1W/230W Es universalmente reconocida como la tecnología más madura, confiable y ampliamente implementada para el control de emisiones industriales pesadas. Al utilizar una piedra caliza altamente reactiva (CaCO3)3) lodo, lava y neutraliza grandes volúmenes de gases de combustión, capturando eficientemente el dióxido de azufre (SO₂).2) y convertirlo en sulfato de calcio dihidratado estable y comercializable (yeso).
Diseñada para gestionar sin problemas cargas de azufre ultra altas (hasta 5000 mg/Nm³) y capacidades de flujo de aire masivas (hasta 2 300 000 m³/h), esta serie es la mejora definitiva para centrales eléctricas y plantas metalúrgicas pesadas.
Como alternativa de alto rendimiento y optimizada en costes a los sistemas de referencia mundiales de primera calidad, como los sistemas de depuración húmeda de General Electric (GE) o Mitsubishi Heavy Industries (MHI), nuestra serie BLSHSTL ofrece eficiencias de desulfuración idénticas o superiores, al tiempo que optimiza drásticamente tanto la inversión de capital (CapEx) como los gastos operativos (OpEx) del ciclo de vida.

2. Especificaciones técnicas
Parámetros de ingeniería principales
Diseñados para una escalabilidad extrema, nuestros sistemas FGD se pueden diseñar a medida para adaptarse a los perfiles termodinámicos y aerodinámicos precisos de la infraestructura existente de sus instalaciones.
| Elemento de parámetro | Rango de especificaciones | Unidad |
|---|---|---|
| Volumen de gas de procesamiento | 10,000 - 2,300,000 | m³/h |
| Temperatura del gas admisible | ≤ 180 | °C |
| Concentración de azufre admisible en la entrada | 1 - 5,000 | mg/Nm³ |
| Presión de diseño de la carcasa | -6,000 ~ +6,000 | Pensilvania |
| Resistencia operativa | 800 ~ 1,300 | Pensilvania |
| Emisión de salida garantizada | < 35 | mg/Nm³ |
3. Mecanismo de reacción
Cómo funciona: El principio químico
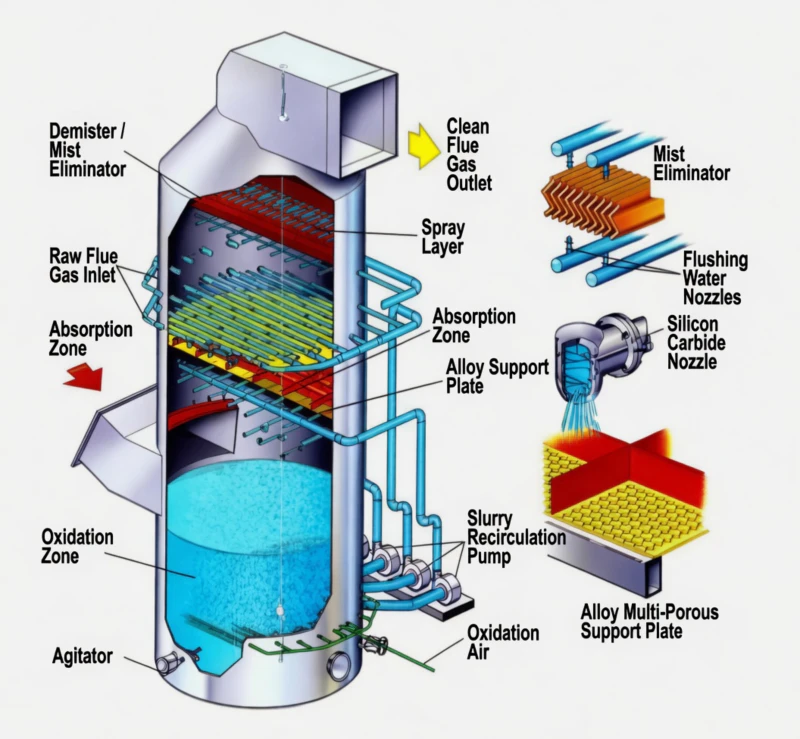
Los gases de combustión entran al absorbedor por la parte inferior y entran en contacto a contracorriente con la suspensión de caliza pulverizada hacia abajo. El gas se limpia, se desempaña y se descarga, mientras que los compuestos de azufre quedan fijados permanentemente en estructuras cristalinas sólidas.
Absorción gas-líquido
ENTONCES2 y entonces3 Las sustancias presentes en los gases de combustión son absorbidas por el agua en las gotas de la suspensión, lo que inicia la acidificación de la fase líquida.
Disolución y neutralización de la piedra caliza
El carbonato de calcio se disuelve en iones activos, que experimentan reacciones iónicas complejas con el sulfito ácido para formar sulfito de calcio.
California2+ + OH- + HSO3- + 2H+ → Ca2+ + HSO3- + 2H2O
Oxidación forzada y cristalización
El oxígeno inyectado en el tanque de lodos oxida con fuerza el sulfito de calcio inestable, transformándolo en sulfato de calcio, que cristaliza en yeso reciclable.
California2+ + SO42- + 2H2O → CaSO4·2H2O↓
4. Beneficios clave
¿Por qué las industrias pesadas eligen nuestro sistema?
Eficiencia sin igual
Logra consistentemente SO2 Eficiencias de eliminación de ≥ 98%, superando con creces los mandatos mundiales más estrictos de emisiones ultrabajas.
Capacidad masiva
Capaz de procesar hasta 2.300.000 m³/h de gases de combustión, lo que la convierte en la opción principal para calderas industriales y centrales eléctricas a gran escala.
Recuperación de subproductos
El sistema incorpora hidrociclones integrados y deshidratación al vacío para producir yeso comercial reciclable de alta pureza.
Abundante absorbente
Utiliza piedra caliza, que es abundante y económica en todo el mundo, lo que reduce drásticamente los costes operativos a largo plazo de la instalación.
Alta adaptabilidad
Funcionamiento extraordinariamente estable incluso al quemar carbón con alto contenido de azufre, gestionando sin esfuerzo concentraciones de entrada de hasta 5000 mg/Nm³.
5. Anatomía del sistema
Arquitectura de absorción avanzada
La torre absorbedora está diseñada con precisión mediante la dinámica de fluidos para maximizar la superficie de transferencia de masa y minimizar la resistencia aerodinámica. Internamente, la torre está dividida en zonas funcionales específicas.
- 1. Agitador de alta resistencia
- 2. Zona de oxidación
- 3. Entrada de gases de combustión
- 4. Bandeja de aleación
- 5. Zona de absorción primaria
- 6. Capa de pulverización multinivel
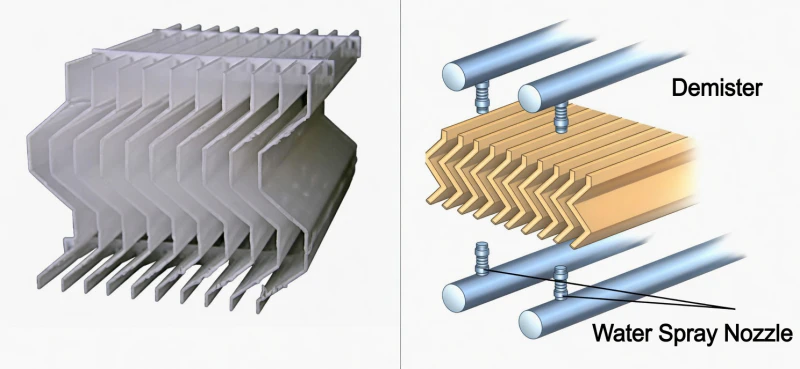
- 7. Desempañador de alta velocidad
- 8. Sistema de purga del desempañador
- 9. Salida de gases de combustión limpia
- 10. Bomba de circulación de lodos
Subsistemas de servicio pesado



Compatibilidad con el pretratamiento
Para gases de escape industriales específicos que contienen partículas pesadas, nuestras torres de desulfuración de gases de combustión (FGD) se integran perfectamente con los módulos de filtro seco y los precipitadores electrostáticos situados aguas arriba para garantizar un control coordinado de múltiples contaminantes.
6. Escenarios de aplicación
Aplicaciones industriales globales
Centrales térmicas
El estándar definitivo para calderas industriales de megavatios. Capaz de gestionar los enormes volúmenes de gases de escape producidos durante la combustión del carbón, manteniendo un funcionamiento ininterrumpido las 24 horas del día, los 7 días de la semana.
Acero y metalurgia
Altamente eficaz para tratar las complejas emisiones de alto contenido de azufre generadas por las plantas de sinterización, los procesos de peletización y los grandes altos hornos industriales.
Fabricación de cemento
Aborda el importante problema de las emisiones de dióxido de azufre en los hornos rotatorios. El yeso resultante, un subproducto de alta pureza, puede reintegrarse sin problemas directamente al ciclo de producción de cemento.
7. Valor y retorno de la inversión
¿Por qué elegir la serie BLSHSTL?
Aviso para la selección de ingenieros: La mención de marcas globales de prestigio (como Alstom, GE o MHI) se realiza exclusivamente con fines de evaluación comparativa técnica para ayudar a los ingenieros de planta a dimensionar y evaluar alternativas. No vendemos productos falsificados ni afirmamos tener ninguna relación legal con ellos. La serie BLSHSTL es una alternativa industrial altamente competitiva, desarrollada de forma independiente.
| Métrica de evaluación | Nuestra serie BLSHSTL | Marcas occidentales de primera calidad | Lavadoras húmedas estándar |
|---|---|---|---|
| Eficiencia de desulfuración | ≥ 98% (Emisión ultrabaja) | ≥ 98% | ~ 90% |
| Gasto de capital inicial | Altamente optimizado (Rápido retorno de la inversión) | Prima extremadamente alta | Bajo |
| Calidad de los subproductos del yeso | Calidad comercial | Calidad comercial | A menudo, desechos/lodos |
| Resistencia a la incrustación y la obstrucción | Excelente (Advanced Dynamics) | Excelente | Malo (Alto mantenimiento) |
8. Control de calidad
Certificaciones globales y capacidades EPC
Los sistemas FGD representan inversiones de infraestructura considerables. Reducimos su riesgo operando bajo los protocolos internacionales de calidad y fabricación más estrictos, y brindando soporte técnico integral.
Cumplimiento de las normas ISO y CE
Instalaciones de fabricación con certificación ISO 9001:2015. Todos los recipientes a presión y equipos rotativos pesados cumplen con las estrictas directivas de seguridad CE.
Servicios EPC de ciclo completo
Capacidades integrales llave en mano: modelado de procesos, fabricación estructural, logística global, asesoramiento para el montaje in situ y puesta en marcha inteligente.
¿Listo para modernizar sus instalaciones?
Proporcione a nuestro equipo de ingeniería el volumen de gases de combustión, la temperatura de funcionamiento y la concentración de azufre para recibir un análisis CFD personalizado y una propuesta técnica.
9. Base de conocimientos
Preguntas frecuentes
1. ¿Por qué el método de caliza y yeso es tan predominante en las centrales eléctricas?
Esto se debe principalmente a factores económicos y de escala. La piedra caliza es muy abundante y barata. El sistema puede procesar volúmenes excepcionalmente grandes de gases de combustión y produce un subproducto estable (yeso) que puede venderse, compensando así los costos operativos.
2. ¿Cómo evita el sistema la acumulación de incrustaciones y la obstrucción dentro del absorbedor?
La formación de incrustaciones se mitiga mediante un control preciso del pH, el uso de boquillas de pulverización antiincrustantes de alta velocidad y el mantenimiento de una alta densidad de suspensión de cristales de yeso en el tanque de lodos mediante potentes agitadores de entrada lateral. Esto fuerza la cristalización a producirse sobre los cristales en lugar de sobre las paredes de la torre.
3. ¿Puede este sistema soportar las fluctuaciones en la carga de la caldera?
Sí. El sistema utiliza variadores de frecuencia (VFD) en las bombas de circulación y un sistema PLC altamente automatizado. Ajusta dinámicamente el caudal de lodo y la alimentación de caliza en tiempo real según el volumen de gas de entrada y la concentración de azufre.
4. ¿Qué sucede con el yeso comercial?
Tras pasar por el hidrociclón y el filtro de banda de vacío, el contenido de humedad del yeso desciende por debajo del 101% (TP3T). Posteriormente, se suele vender a la industria de la construcción para la fabricación de placas de yeso laminado o como aditivo en el cemento Portland.
5. ¿Cuál es la caída de presión esperada a través del absorbedor?
Nuestro diseño de torre vacía, optimizado termodinámicamente, garantiza una resistencia aerodinámica muy baja, manteniendo normalmente una resistencia operativa de entre 800 Pa y 1300 Pa, lo que permite ahorrar una cantidad significativa de energía del ventilador de tiro inducido.
6. ¿El sistema consume mucha agua?
Debido a que los gases de combustión calientes evaporan el agua de la suspensión para enfriarla hasta la temperatura de saturación adiabática (alrededor de 50-60 °C), se requiere agua de reposición. Sin embargo, el sistema funciona en un circuito cerrado de alta eficiencia, lo que minimiza el consumo total.
7. ¿Cómo se tratan las aguas residuales?
Se purga una pequeña corriente de aguas residuales para controlar la acumulación de cloruros y metales pesados. Estas aguas residuales del sistema de desulfuración de gases de combustión (FGD) se dirigen a una planta de tratamiento específica que utiliza precipitación química y clarificación para cumplir con las normas de descarga ambiental.
8. ¿Qué materiales se utilizan para prevenir la corrosión?
La torre absorbedora suele estar construida de acero al carbono con un revestimiento interno de epoxi de alta calidad reforzado con escamas de vidrio o caucho. Las zonas críticas, como la entrada de gases de combustión y los colectores de pulverización, suelen utilizar aleaciones con alto contenido de níquel (como Hastelloy) o PRFV (plástico reforzado con fibra de vidrio) para una máxima resistencia a la corrosión.
9. ¿Cuánto tiempo se tarda en implementar este sistema?
Debido a la magnitud de estos proyectos, la ingeniería y la fabricación a medida suelen tardar entre 3 y 5 meses. Las obras civiles in situ, el montaje estructural y la puesta en marcha normalmente requieren entre 2 y 4 meses adicionales.
10. ¿Cómo puedo determinar si mis instalaciones necesitan este sistema en lugar de un método en seco?
Si su instalación procesa volúmenes de gas extremadamente grandes (por ejemplo, >500.000 m³/h), quema combustible con alto contenido de azufre y cuenta con la infraestructura para gestionar la eliminación de lodos líquidos y yeso, el método húmedo de caliza y yeso es, con diferencia, la opción más económica a largo plazo.
Garantice el cumplimiento de sus obligaciones medioambientales.
Colabore con nosotros para diseñar un sistema de desulfuración duradero y de alta eficiencia. Elimine las emisiones y proteja su futuro operativo.
























