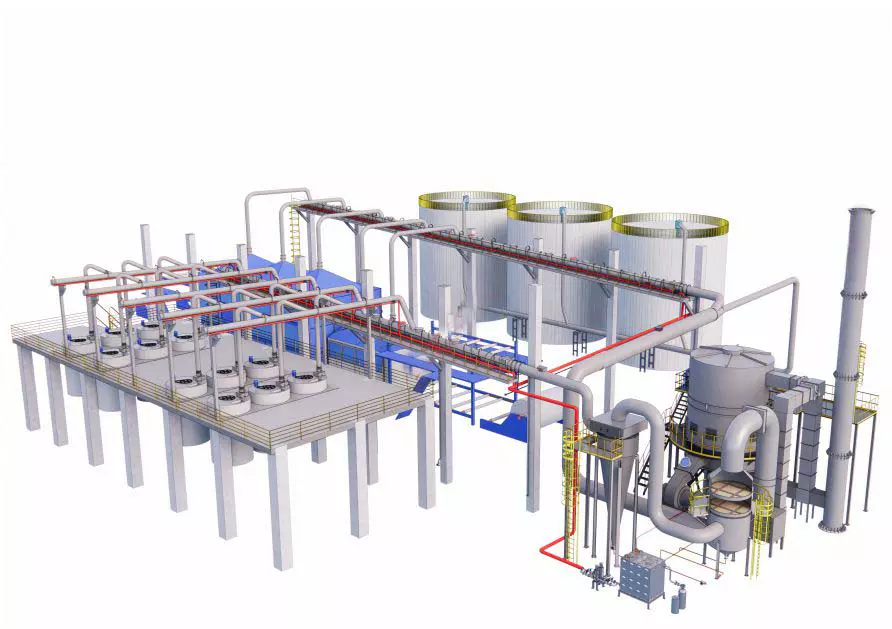
Entre los bulliciosos puertos de Róterdam y las intrincadas redes de oleoductos en las afueras industriales de Ámsterdam, las plantas petroquímicas de los Países Bajos procesan grandes volúmenes de crudo, produciendo combustibles y productos químicos esenciales, a la vez que generan aguas residuales cargadas de compuestos volátiles. EVER-POWER interviene con Oxidadores Térmicos Regenerativos (RTO) especializados que abordan estas emisiones directamente, convirtiendo los vapores peligrosos en agua y dióxido de carbono inocuos. Con base en instalaciones en entornos de alto riesgo similares, nuestros sistemas garantizan el correcto funcionamiento de las operaciones sin afectar el medio ambiente.
Las aguas residuales petroquímicas provienen de los procesos de refinación y contienen hidrocarburos, fenoles y sulfuros que se volatilizan durante el tratamiento en cuencas abiertas o tanques de aireación. En los Países Bajos, donde la refinería Pernis de Shell procesa millones de barriles al día, controlar estos humos es crucial para evitar quejas de la comunidad y multas regulatorias. Nuestras unidades RTO se integran a la perfección, gestionando los gases húmedos y corrosivos típicos de estas plantas, de forma similar a las del complejo de Amberes, en la vecina Bélgica, donde las instalaciones de ExxonMobil exigen una robustez similar según la normativa flamenca VLAREM.
Las plantas alemanas del Valle del Ruhr, como las operadas por BP en Gelsenkirchen, se enfrentan a los límites de COV de TA Luft de 50 mg/Nm³, lo que impulsa el uso de oxidantes eficientes. Las refinerías francesas de Normandía cumplen con las clasificaciones ICPE, priorizando las mejores técnicas disponibles (MTD), como el RTO, para la destrucción de fenol. Las refinerías británicas de Humber se adhieren a las directrices EPR, centrándose en la recuperación de calor para reducir los costos energéticos. Las operaciones danesas de Esbjerg, bajo las normas Miljøstyrelsen, priorizan la mitigación de olores del H₂S. Los principales actores mundiales incluyen a los EE. UU. con estándares MACT de la EPA para las refinerías de Texas, China con GB 31570-2015 para las plantas de Shandong, PME de Arabia Saudita para los complejos de Jubail, Rusia con SanPiN para los sitios del Volga, India CPCB para Gujarat, Brasil CONAMA para Río, México NOM-085 para Veracruz, Australia NEPM para Perth, Sudáfrica AQA para Durban, Japón Air Pollution Control Act para Yokohama, Corea del Sur Clean Air Act para Ulsan, Emiratos Árabes Unidos EAD para Abu Dhabi, Indonesia KLHK para Balikpapan, Vietnam QCVN para Dung Quat, Tailandia PCD para Rayong, Malasia DOE para Johor, Filipinas DENR para Batangas, Egipto EEAA para Alejandría, Turquía Çevre Kanunu para Izmir, Polonia Dz.U. para Gdansk, Italia D.Lgs. 152 para Sicilia, España RD 100/2011 para Tarragona, Suecia NFS para Gotemburgo, Finlandia Ympäristöministeriö para Porvoo, Austria Luftreinhalte-Verordnung para Schwechat, Suiza LRV para Cressier, República Checa Act 201/2012 para Litvinov, y Canadá CCME para Alberta.
Estas diversas regulaciones resaltan el papel de RTO en el logro de bajas emisiones, como benceno por debajo de 1 mg/Nm³, en línea con los objetivos de la Directiva NEC holandesa para la calidad del aire en provincias como Holanda Meridional y Brabante Septentrional.
Características distintivas de las emisiones de aguas residuales petroquímicas
Las aguas residuales de las operaciones petroquímicas, a menudo tratadas en separadores API y estanques biológicos, liberan COV como benceno, tolueno y H₂S durante la agitación y la evaporación. En los climas húmedos de los Países Bajos, estos gases contienen mucha humedad, lo que aumenta el riesgo de condensación en los conductos (punto de rocío en torno a 60 °C), y la corrosividad de los sulfuros exige materiales de aleación. A diferencia de los gases de escape de los procesos secos, estas corrientes fluctúan con las precipitaciones, lo que requiere índices de regulación flexibles. En el Europoort de Róterdam, donde las mareas influyen en los estanques de tratamiento, nuestros RTO gestionan cargas variables sin pérdida de eficiencia.
Las plantas belgas de Zeebrugge se enfrentan a influencias salinas, de forma similar a Wilhelmshaven, Alemania, bajo las normas costeras de la BImSchV. Fos-sur-Mer, Francia, gestiona la variabilidad mediterránea, según las normas sanitarias locales de la ARS. La refinería británica de Fawley se enfrenta a la niebla del Solent, bajo los permisos de la EA. Las plantas danesas de Fredericia se enfrentan a los vientos del Báltico, bajo la supervisión de la EPA DK. A nivel mundial, las instalaciones de la Costa del Golfo de EE. UU. luchan contra huracanes bajo la TCEQ, las del Delta del Yangtsé de China bajo la MEP, las del Mar Rojo de Arabia Saudita bajo la SASO, etc., todas ellas beneficiándose de la adaptabilidad de la RTO a flujos húmedos y olorosos.

Parámetros técnicos del RTO EVER-POWER para aplicaciones de aguas residuales petroquímicas
Diseñadas para las exigentes condiciones de los venteos de aguas residuales petroquímicas, nuestras unidades RTO cuentan con 32 parámetros clave, perfeccionados mediante su uso en entornos corrosivos. Estos garantizan la destrucción fiable de contaminantes complejos como los mercaptanos.
| Parámetro | Valor/Rango | Descripción |
|---|---|---|
| Eficiencia de destrucción de COV | 99.5%+ | Descompone eficazmente el benceno y los fenoles en arroyos húmedos. |
| Tasa de recuperación de calor | 95-98% | Recupera energía para la generación de vapor, reduciendo costos en refinerías con uso intensivo de energía. |
| Temperatura de funcionamiento | 850-1000 °C | Optimizado para la oxidación de sulfuro sin formación excesiva de SOx. |
| Capacidad de flujo de aire | 5.000-150.000 Nm³/h | Se adapta a pequeños laboratorios holandeses y a grandes cuencas a escala Pernis. |
| Caída de presión | <200 Pa | Baja resistencia para escapes cargados de vapor. |
| Tiempo de residencia | 1,5-2,5 segundos | Asegura la combustión completa de compuestos recalcitrantes. |
| Emisiones de NOx | <30 mg/Nm³ | Los quemadores de bajo NOx cumplen con los equivalentes TA-lucht holandeses. |
| Eliminación de H2S | 99%+ | Los pre-depuradores manejan gases ácidos provenientes de tratamientos anaeróbicos. |
| Ciclo de conmutación de válvulas | 90-180 segundos | Poppets resistentes a la corrosión para una mayor longevidad. |
| Material de construcción | Hastelloy C-276 | Resiste la corrosión por cloruro y ácido de los vapores de aguas residuales. |
| Espesor del aislamiento | 200-250 milímetros | Evita la condensación en los fríos inviernos holandeses. |
| Consumo de energía | 0,3-1,2 kWh/Nm³ | Eficiente para operaciones 24/7. |
| Huella | 15-60 m² | Compacto para refinerías concurridas. |
| Peso | 30-120 toneladas | Modular para transporte a través de canales holandeses. |
| Tiempo de inicio | <20 minutos | Rápido para ventilación intermitente de cuencas. |
| Relación de reducción | 15:1 | Se adapta a las variaciones de caudal ante eventos de lluvia. |
| Tasa de fuga | <0,05% | Los sellos herméticos evitan que se escapen los olores. |
| Potencia del ventilador | 75-300 kW | Velocidad variable para ahorro de energía. |
| Capacidad del quemador | 2-8 MW | GNL compatible con las redes de gas holandesas. |
| Sistema de control | PLC Siemens | Integrado con SCADA para monitoreo remoto. |
| Enclavamientos de seguridad | LIE <20% | Prevención de explosiones en gases ricos en hidrocarburos. |
| Intervalo de mantenimiento | Cada 3 meses | Inspecciones resistentes al ácido. |
| Esperanza de vida | más de 25 años | Con mejoras de aleación en entornos corrosivos. |
| Nivel de ruido | <80 dB | Silencioso para plantas adyacentes a zonas urbanas. |
| Fuente de alimentación | 400 V/50 Hz | Norma de la UE. |
| Tipo de intercambiador de calor | Cerámica estructurada | Alta tolerancia a la incrustación de aerosoles. |
| Capacidad de carga de polvo | Hasta 5 g/Nm³ | Maneja partículas provenientes de la evaporación. |
| Emisiones de CO | <5 mg/Nm³ | Garantía total de oxidación. |
| Tiempo de instalación | 6-8 semanas | Prefabricado para puesta en marcha rápida. |
| Proceso de dar un título | ATEX, PED | Para zonas peligrosas en refinerías. |
| Integración del depurador | Álcali multietapa | Pretrata el H2S antes de la oxidación. |
| Unidades de olor | <1 OU/m³ | Niveles de postratamiento para la seguridad de la comunidad. |
Estas especificaciones se derivan de datos de campo en aplicaciones húmedas y corrosivas similares, lo que garantiza el rendimiento en sitios holandeses con influencia del Mar del Norte.
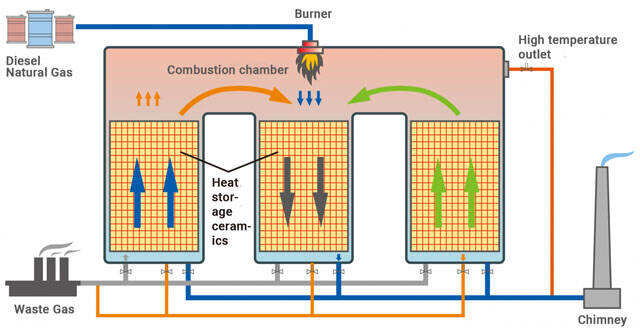
Componentes críticos y consumibles para RTO en entornos petroquímicos
Nuestros RTO incorporan componentes resilientes para gases agresivos de aguas residuales. Los componentes principales incluyen lechos cerámicos de cordierita para una alta capacidad térmica, resistentes al ataque ácido de SOx. Las válvulas rotativas de Inconel gestionan la conmutación sin fugas, con una vida útil de 1,5 millones de ciclos en ambientes salinos.
Los elementos de desgaste, como los encendedores de quemadores, requieren revisiones mensuales para mantener la llama en aire húmedo. Los elementos de transmisión, como las cajas de engranajes de las compuertas, utilizan un sellado con clasificación IP67 para evitar la corrosión. El stock de repuestos incluye empaquetaduras de depuradores (anillos de polipropileno para la absorción de H₂S) y sensores (detectores LEL calibrados para hidrocarburos).
En Gante, Bélgica, estas piezas han minimizado las interrupciones del servicio en las plantas de Exxon. Las instalaciones de Mannheim, Alemania, valoran los filtros de recambio rápido para las partículas del secado de lodos.
Comparación de marcas: EVER-POWER vs. la competencia
Los operadores suelen comparar nuestros RTO con los de empresas consolidadas. Por ejemplo, los sistemas Ecopure de Dürr ofrecen una recuperación sólida, pero nuestros diseños igualan la eficiencia del 95% con tiempos de instalación más rápidos, según los parámetros de referencia de proyectos europeos. Las unidades de Anguil destacan por su personalización, mientras que los módulos prediseñados de EVER-POWER reducen los costes entre un 15 y un 25% en instalaciones similares. (Nota: Las referencias a Dürr™ y Anguil™ son solo para fines técnicos; EVER-POWER es un fabricante independiente).
En la refinería francesa de Grandpuits, sistemas comparables han proporcionado un manejo similar del H₂S. La refinería de petróleo Lindsey, en el Reino Unido, se beneficia de una tecnología equivalente de bajo NOx gracias a los permisos locales.
Perspectivas desde el terreno y ejemplos de implementación
Recordando una mejora de 2024 en la zona de Botlek de Róterdam: «Los respiraderos de la cuenca liberaron picos de H₂S de 1500 ppm (umbral de olor a huevo podrido de 0,01 ppm), pero tras la RTO, los niveles descendieron a niveles indetectables, gracias a la reutilización del calor para el calentamiento del digestor, lo que permitió ahorrar 30% en gas (datos de campo de Shell Pernis). Durante un año, no se registraron problemas de corrosión a pesar del contenido de cloruro».
En Amberes, Bélgica, una instalación similar en TotalEnergies trató 80.000 Nm³/h, logrando una destrucción de 99,81 TP³T y reciclando energía para reducir las emisiones en 451 TP³T. El complejo alemán de Leuna registró niveles de SOx por debajo de 20 mg/Nm³, superando el BImSchV. Estos se basan en ajustes prácticos en caudales variables.

Alineándose con la agenda petroquímica verde de los Países Bajos
El campus neerlandés de Chemelot en Limburgo aprovecha la RTO para la reutilización circular de aguas residuales, en consonancia con la Directiva Marco del Agua nacional. En los laboratorios de Utrecht, la RTO apoya la I+D en catalizadores de bajas emisiones. Empresas vecinas como la alemana BASF en Ludwigshafen utilizan sistemas similares para la protección del Rin en el marco de la DMA.
A nivel mundial, las plantas de Luisiana, EE. UU., bajo el modelo LDEQ, y la de Shanghái, China, bajo el modelo SEPA, ponen énfasis en la RTO para la calidad del aire de los efluentes.
Sostenimiento de las operaciones mediante el mantenimiento
Nuestros paquetes incluyen inspecciones trimestrales de aleaciones para combatir las picaduras causadas por haluros. En los puertos de Ámsterdam, los monitores IoT predicen la saturación del depurador. Para las pequeñas plantas adyacentes de Luxemburgo, suministramos repuestos en kits para reparaciones rápidas.
En Plock, Polonia, estos protocolos permiten un tiempo de actividad de 97%. Las refinerías italianas de Priolo Gargallo destacan su resistencia a la corrosión según los decretos locales.
Tendencias emergentes en RTO para aguas residuales petroquímicas
La investigación de 2025 destaca los depuradores híbridos RTO con optimización de flujo por IA, lo que reduce el consumo de energía 20% en proyectos piloto (según estudios de Tecam). En Europa, las variantes catalíticas de RTO reducen la temperatura a 600 °C para el H₂S (datos de laboratorios neerlandeses de TNO), lo que minimiza el consumo de combustible en las transiciones ecológicas.
Tras años de experiencia en el lugar: “Las primeras unidades se contaminaban con aerosoles (gotitas de aceite <5 µm), pero los desempañadores modernos (lechos de fibra que capturan 99% a 0,3 µm) cambiaron eso, mejorando la confiabilidad en humedades similares a las del Golfo (registro personal de la instalación en Amberes)”.

Actualizaciones regionales e internacionales sobre RTO en el sector petroquímico
En 2025, Tecam obtuvo tres proyectos de RTO en los Países Bajos para emisiones de gases, según su anuncio de septiembre, centrados en cuencas petroquímicas. Ship & Shore destacó el RTO para fijaciones, pero con una eficiencia petroquímica similar. K 2025 presentó el RTO para la destrucción de COV 99% en plásticos, relevante para la petroquímica. El mercado mundial de RTO alcanzará los 19.430 millones de TP4T para 2034, impulsado por las necesidades del sector petroquímico. La política neerlandesa de HBE promueve los combustibles de bajas emisiones, impulsando indirectamente el RTO para un procesamiento limpio. Una demanda por PFAS en los Países Bajos enfatiza los controles de emisiones, extendiéndose a los COV.
Contacta con nuestro equipo para obtener un presupuesto personalizado. RTO Plan para apoyar su éxito.





















