Case Study · Industrial Emission Control
How a yellow phosphorus producer in Sichuan Province achieved zero visible white plume, full GB 31573−2015 compliance, and meaningful water recovery from a strongly acidic, highly adhesive furnace off-gas stream — using a graphene composite Magnetic Plume Abatement unit treating 800,000 Nm³/h at 480 kW running power.
Yellow Phosphorus Off-Gas Treatment
Magnetic Fume Purification
Non-Thermal Plume Suppression
Condensed Water Recovery
01 — Industry Background
Yellow Phosphorus Manufacturing and the White Plume Compliance Imperative
Yellow phosphorus (also known as white phosphorus) is a critical industrial chemical used in the production of phosphoric acid, flame retardants, food additives, and a wide range of specialty phosphorus compounds. Manufactured via a high-temperature electric arc furnace process that reduces phosphate rock with coke and silica at temperatures exceeding 1,400°C, yellow phosphorus production generates some of the most chemically aggressive and compositionally complex off-gas streams encountered in the chemical industry.
The National “Blue Sky Defense” Action Plan and the Emission Standard of Air Pollutants for Inorganic Chemical Industry (GB 31573−2015) together impose tight multi-pollutant discharge limits on yellow phosphorus producers: NOx ≤100 mg/Nm³, SO₂ ≤30 mg/Nm³, and particulate matter ≤10 mg/Nm³, alongside a strictly enforced requirement for no visible white plume under normal operating conditions. The standard also demands that water vapor condensed from the exhaust — which carries dissolved phosphoric acid at pH≈2 — be recovered rather than discharged, making water recycling an integral part of the compliance solution.
Achieving these limits simultaneously while managing the exceptional corrosivity (pH≈2 condensate), the adhesive particulate character of phosphorus dust, and the presence of carbon monoxide at explosive concentrations in the raw furnace gas demands a fundamentally different abatement approach than standard industrial wet scrubbing. Magnetic Plume Abatement technology, with its dry purification mechanism, graphene composite absorber media, and integrated condensate recovery design, was developed specifically to address this convergence of challenges.
“Hot-process phosphoric acid furnace off-gas is simultaneously corrosive, adhesive, and explosive-hazardous. No single conventional abatement technology handles all three. Magnetic Plume Abatement resolves the corrosion and adhesion challenges in the final purification stage, while the upstream process design manages the CO explosion risk before the gas reaches any enclosed treatment vessel.”
— Engineering Technical Summary, Yellow Phosphorus Industry Magnetic Plume Abatement Project

02 — Pollution Profile
Flue Gas Characterization: Hot-Process Phosphoric Acid Electric Furnace Off-Gas
The facility is located in Leibo County Industrial Zone, Liangshan Prefecture, Sichuan Province. The project was implemented between July and December 2022, retrofitting an existing condensed water recovery and magnetic plume abatement system onto the plant’s existing desulfurization infrastructure. The core objective was twofold: to recover the condensed water from the exhaust gas stream (improving the plant’s fresh water supply situation) and to eliminate visible white plume while achieving full compliance with national special emission limits.
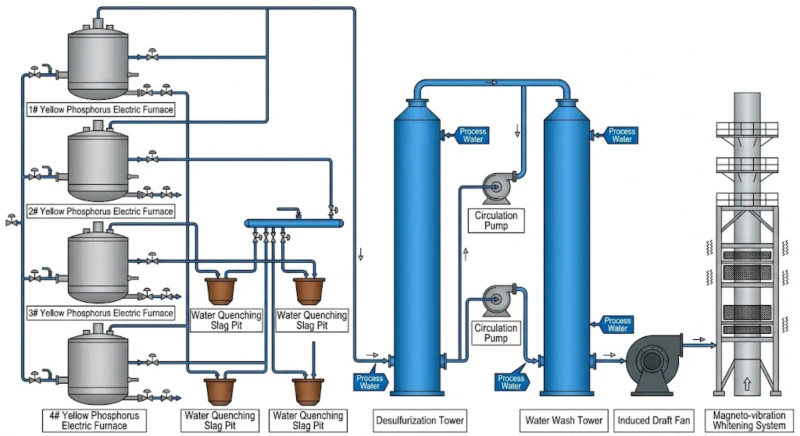
The facility operates 4 hot-process phosphoric acid electric arc furnaces, each paired with a water quench tank, pre-furnace fume collection hood, acid collection tank, and acid pool recirculation system. The combined rated flue gas volume across all four furnaces is 800,000 Nm³/h at a furnace exit temperature of approximately 80°C, cooling to approximately 35°C at the magnetic plume abatement unit inlet after passing through the desulfurization scrubber.
- NOx: Initial concentration 100 mg/Nm³. Regulated outlet limit 100 mg/Nm³ — tight compliance margin requiring stable multi-stage treatment performance.
- SO₂: Initial 550 mg/Nm³; outlet target ≤30 mg/Nm³. Addressed by the upstream wet desulfurization scrubber before gas enters the MPA unit.
- Particulate matter (PM): Initial 220 mg/Nm³; outlet target ≤10 mg/Nm³. Fine phosphorus dust and carbon particulates require deep sub-micron capture.
- Carbon monoxide (CO): Initial 2,000 mg/Nm³ at the furnace exit. CO is colorless, odorless, toxic, and has a lower explosive limit of 12.5% v/v. Must be controlled upstream before any enclosed treatment stage is reached.
- Hydrogen fluoride (HF): Initial 50 mg/Nm³. Highly corrosive; drives the graphene composite material specification for all absorber layer components.
- Arsenic (As): Initial 0.95 mg/Nm³. Requires capture to near-zero levels to protect public health and comply with heavy metals provisions.
- Strongly acidic condensate (pH≈2): Post-wet-scrubber exhaust carries condensed phosphoric acid mist and water vapor. The MPA unit captures this condensate for recycling as plant make-up water, converting a compliance liability into a resource.
- Adhesive phosphorus dust: Phosphorus particulates are highly adhesive at sub-dew-point temperatures. Equipment surfaces and spray nozzles are at risk of progressive fouling, requiring graphene composite absorber material and a backwash system with dedicated filtration.
| Paramètre | Concentration initiale | Outlet (Design) | Regulatory Limit |
|---|---|---|---|
| NOx | 100 mg/Nm³ | ≤100 mg/Nm³ | 100 mg/Nm³ |
| SO₂ | 550 mg/Nm³ | ≤30 mg/Nm³ | 30 mg/Nm³ |
| Particulate matter (PM) | 220 mg/Nm³ | ≤10 mg/Nm³ | 10 mg/Nm³ |
| CO (raw furnace gas) | 2,000 mg/Nm³ | Controlled upstream | — |
| Hydrogen fluoride (HF) | 50 mg/Nm³ | Near zero | — |
| Arsenic (As) | 0.95 mg/Nm³ | Near zero | Heavy metals provision |
| Mixed inlet pollutant density (MPA inlet) | 50 mg/Nm³ | ≤10 mg/Nm³ | 10 mg/Nm³ |
| Visible white plume | Present (dense) | None (invisible) | No visible white plume |
| Total flue gas volume | 800,000 Nm³/h | — | — |
| Inlet temperature (MPA unit) | ≈35°C | — | — |
| Inlet humidity (at MPA unit) | 50% (post-scrubber) | — | — |
03 — Engineering Requirements
Design Criteria for Magnetic Plume Abatement in Yellow Phosphorus Applications
Before selecting the abatement technology, the engineering team set the following binding design requirements. These reflect the unique corrosive, adhesive, and explosive-hazardous character of yellow phosphorus furnace off-gas and are consistent with the documented project specification record.
Commercially Proven Technology
Only field-verified, commercially mature technologies are acceptable. Equipment and materials must meet national manufacturing standard specifications. Experimental or pilot-scale processes are excluded from consideration for a facility operating under national special emission limits enforcement.
Wide Load Tolerance
The system must maintain purification performance and white plume suppression when flue gas volume varies between 10% and 110% of rated design capacity. Individual furnace outages, load cycling, and feed material quality variation all cause significant swings in total gas volume that the system must absorb without operator intervention.
Grade-Specific Corrosion Resistance
All components contacting the phosphoric acid-laden gas stream must incorporate certified anti-corrosion protection. The graphene composite absorber layer provides corrosion resistance against the HF-bearing, pH≈2 condensate environment and thermal stability for periodic hot-water regenerative purging. No standard stainless steel grades are acceptable for this service.
Zéro pollution secondaire
The abatement process must not create new wastewater streams, spent reagent, or hazardous solid waste. The condensate captured by the MPA unit, which carries residual phosphoric acid, is directed to the condensed water recovery unit and recycled as plant circulating water make-up, closing the water loop completely.
Energy Efficiency and Domestic Equipment
Equipment selection must minimize capital and operating costs. All major purchased equipment must be sourced from nationally certified quality manufacturers with domestic supply chains, ensuring long-term parts availability without dependence on imported components subject to international lead-time risks.
Noise Compliance
All rotating equipment noise must not exceed 85 dB(A) at 1 m, consistent with GB 12348−2008 Class II industrial limits. At 800,000 Nm³/h scale, fan selection requires particular attention to acoustic performance given the high airflow rates involved.
Modular and Future-Proof
The modular design concept must accommodate tightening emission limits over 3–5 years without core system replacement. Advanced technology must simultaneously address low-frequency gaseous pollutant co-emissions to position the facility for ultra-low emission classification and proactive permit renewal.
Condensed Water Recovery Integration
The project’s condensed water recovery objective requires that the MPA unit’s condensate collection sump be connected to a dedicated evaporative recovery unit. The recovered water is returned to the circulating water system, reducing the factory’s fresh water consumption and eliminating any new wastewater discharge stream from the emission control upgrade.
04 — Treatment Solution
How the Magnetic Plume Abatement System Was Configured for Yellow Phosphorus Off-Gas
Magnetic Plume Abatement (MPA) — also known as magnetic fume purification, dry-phase acid mist capture, non-thermal white smoke elimination, or magnetic field exhaust polishing — eliminates visible white plume by simultaneously removing fine particulate matter, acid mist aerosols, and saturated water vapor from post-desulfurization flue gas. A controlled magnetic field generated by the BLEMG-2KT unit causes paramagnetic molecules and charged aerosol particles to migrate toward and be captured by the graphene composite absorber layer, leaving the exiting gas stream depleted of the aerosol phase that drives visible plume formation.
In this yellow phosphorus application, the MPA unit is installed as the final deep-polishing stage downstream of the existing wet desulfurization scrubber. After the furnace off-gas is collected by the induced draft fan and processed through the desulfurization tower to remove SO₂, HCl, and HF, the pre-treated gas enters the MPA unit at approximately 35°C with 50% humidity and a mixed inlet pollutant loading of 50 mg/Nm³. The magnetic field and graphene composite absorber complete the deep purification, reducing the outlet concentration to ≤10 mg/Nm³ before the clean gas is discharged through the main stack.
Process Flow: Four Electric Furnaces to Clean Stack
Arc Furnaces
& Pre-Collection
Scrubber
(BLCNXB-80W)
Recovery Unit
Stack
System Configuration and Key Technical Parameters
The MPA unit for this project uses a tower-external, bottom-entry / top-exhaust configuration, installed as a standalone module adjacent to the existing desulfurization tower infrastructure. At 800,000 Nm³/h, this is one of the largest single MPA installations in the yellow phosphorus sector, requiring a correspondingly large equipment footprint of 30.0×17.0×26.5 m.
| Paramètre | Spécification |
|---|---|
| Unit Model | BLCNXB-80W |
| Layout Type | Tower-external, stand-alone module |
| Air Flow Orientation | Bottom-entry, top-exhaust |
| Efficacité de purification | ≥97% |
| Inlet Mixed Pollutant Concentration | 50 mg/Nm³ |
| Outlet Mixed Pollutant Concentration | ≤10 mg/Nm³ |
| System Resistance | 250 Pa |
| Treated Flue Gas Volume | 800,000 Nm³/h |
| Inlet Flue Gas Temperature | ≈35°C |
| Absorber Layer Material | Graphene composite |
| Equipment Dimensions (L×W×H) | 30.0 m × 17.0 m × 26.5 m |
| Magnetic Energy Generator Model | BLEMG-2KT |
| Running Power | 480 kW |
| Annual Operating Days | 330 days/year |
| Annual Electricity Cost | Approx. 1,368,500 RMB/year |
05 — Core Advantages
Why Magnetic Plume Abatement Outperforms Alternatives for Yellow Phosphorus Off-Gas
- ✓
Condensed Water Recovery Converts a Waste Stream into a Resource: Unlike any wet reheat or alkali-scrubbing plume suppression approach, the MPA system captures phosphoric acid-bearing condensate from the absorber layer and routes it through an evaporative recovery unit, returning cleaned condensed water to the plant circulating water system. This recovers meaningful quantities of plant make-up water per day, reduces the factory’s freshwater procurement cost, and eliminates a potential wastewater discharge liability in one integrated step. - ✓
Graphene Composite Absorber Resists pH≈2 Phosphoric Acid Condensate: The strongly acidic condensate in yellow phosphorus off-gas rapidly degrades standard metallic and fibrous absorber media. The graphene composite layer specified for this project maintains structural integrity and absorption efficiency in continuous contact with pH≈2 fluid, delivering the multi-year service life needed to make the capital investment economically rational. - ✓
Complete Visible-Emission Elimination Verified at First Commissioning: The MPA system achieved zero visible white plume from all four electric furnace stacks simultaneously on first commissioning. The operating data confirmed that the technology fully met design targets. The visible plume elimination not only improved the factory environment but also demonstrably reduced the impact on the surrounding community, a key criterion for permit compliance in the densely monitored “Blue Sky Defense” enforcement context. - ✓
Zero Chemical Reagent, Zero Wastewater: Dry Process Economics at Scale: At 800,000 Nm³/h, the reagent and wastewater treatment costs of an equivalent-capacity wet scrubbing system would be substantial. The MPA dry process eliminates both. Running power of 480 kW for 330 days/year at 0.36 RMB/kWh produces an annual electricity cost of approximately 1,368,500 RMB — a competitive OPEX position for the scale of treatment capacity delivered. - ✓
Wide Load Tolerance Across 4-Furnace Variable-Output Operation: Individual furnace maintenance, load scheduling, and feed quality variation cause significant swings in total gas volume across the four-furnace bank. The BLEMG-2KT generator continuously adjusts magnetic field intensity based on real-time monitoring, maintaining design-level purification performance across the full 10%–110% operating range without any manual set-point changes. - ✓
Reserved Equipment Space Simplifies Future Capacity Expansion: The project specification included a requirement that the main equipment layout reserve space for future upgrades or additional capacity. This forward-looking design choice, incorporated at the initial engineering stage, avoids the costly civil engineering rework that typically accompanies retrofit additions to existing treatment trains.
Technology Comparison: MPA vs. Conventional Alternatives for Yellow Phosphorus Off-Gas
| Criterion | Magnetic Plume Abatement | Alkali Wet Scrubbing | GGH Gas Reheating |
|---|---|---|---|
| White plume elimination | Complete (invisible stack) | No (haze persists) | Partial (temp-dependent) |
| Condensate recovery | Yes (make-up water) | No (generates wastewater) | Non |
| pH≈2 acid resistance | High (graphene composite) | Moderate (rapid corrosion) | Low (HX corrosion risk) |
| Purification efficiency | ≥97% | ≈80–85% | N/A (no pollutant removal) |
| Reagent cost | Zéro | Ongoing (NaOH/Ca(OH)₂) | Zéro |
| Wastewater output | Aucun | High volume | Aucun |
| Suitability for 800,000 Nm³/h | Yes (single module) | Yes (large footprint) | Very high energy cost |
06 — Operational Results
First-Time Commissioning Success and Verified Performance
The magnetic plume abatement water vapor recovery unit achieved complete success on first commissioning. Operating data and plume abatement performance fully met all design targets. The system demonstrated high reliability and engineering professionalism, with all performance indicators reaching design parameters and maintaining operational stability and efficiency throughout the trial period.
The white plume elimination result was particularly notable: the system successfully eliminated white plume from the exhaust, reaching the design target and improving both the factory environment and the surrounding area’s air quality. The high-efficiency operation of the condensate recovery unit not only reduced energy consumption and production cost but also demonstrated the technology’s practical viability and reliability for yellow phosphorus sector compliance requirements.

07 — Implementation Cautions
Critical Engineering Considerations for Yellow Phosphorus Off-Gas Applications
- ⚠️
Strongly corrosive condensate (pH≈2) requires system-wide anti-corrosion specification: The condensate from yellow phosphorus furnace off-gas has a pH of approximately 2 due to dissolved phosphoric acid. This is not a trace contaminant — it is the primary liquid phase present throughout the MPA unit and downstream condensate handling equipment. Every item of pipework, vessel, pump, sensor housing, and structural element that may contact this condensate must be specified in materials rated for continuous service at pH 2. Use of under-rated materials to reduce procurement cost is the single most common cause of early equipment failure in this application. - ⚠️
Phosphorus dust adhesion requires increased backwash pressure and circulation volume: Phosphorus particulates are significantly more adhesive than typical industrial dust. The backwash recirculation system must be designed with higher pump head and greater flow volume than would be specified for equivalent-loading non-adhesive dust applications. Undersized backwash systems progressively lose efficiency as adhesive dust builds up on absorber surfaces, reducing bed permeability and increasing system pressure drop beyond the fan operating point. - ⚠️
Site topography restricts crane access — plan rigging before construction begins: Yellow phosphorus plants are frequently located in mountainous or hilly terrain with constrained main road access. This project specifically identified that site topography limited available crane positions along the main access road, extending installation cycles due to the need to reposition lifting equipment repeatedly. Conduct a lifting study and crane access analysis before finalizing the equipment layout, and select unit dimensions that can be positioned with the cranes available on-site. - ⚠️
Reserve equipment space in the initial layout design: The main equipment design phase must reserve physical space for future additional equipment that may be needed as environmental requirements tighten. Equipment installed in the initial phase should not be positioned in a way that blocks access routes or pad areas that future upgrades will require. Facilities that do not reserve this space typically face 30–50% higher civil and structural costs when they need to add capacity in subsequent permit cycles. - ⚠️
CO concentration monitoring is mandatory before any enclosed downstream treatment stage: Raw yellow phosphorus furnace off-gas contains CO at up to 2,000 mg/Nm³. Although this is well below the 12.5% v/v lower explosive limit, the gas must be monitored continuously upstream of the induced draft fan. If CO concentration rises toward a defined safety threshold — triggered by furnace upset, electrode contact failure, or carbon feed variation — an automatic bypass and safe-hold sequence must activate before the gas reaches any enclosed vessel. CO monitors must be calibrated on a schedule consistent with the facility’s hazardous gas monitoring programme. - ⚠️
Condensate recovery unit classification affects permitting: The condensed water recovered by the MPA unit contains dissolved phosphoric acid and potentially trace heavy metals and fluoride. Before commissioning, obtain a laboratory analysis of the condensate composition and confirm its waste classification with the local ecological environment bureau. If the condensate is classified as hazardous waste rather than general industrial wastewater, its reuse as circulating water make-up may require a separate permit amendment or treatment step before it can be returned to the water system.
08 — Engineering Takeaways
Four Transferable Lessons from This Yellow Phosphorus Project
- 1
Condensate recovery reframes a compliance cost as a production benefit. The decision to integrate a condensate recovery unit into the MPA system design changed the project’s internal accounting from a pure environmental compliance cost to a partial self-funding investment. The recovered water has direct economic value as plant make-up water, reducing fresh water procurement costs. This framing improved internal stakeholder buy-in for the capital expenditure and is a model for other yellow phosphorus and phosphoric acid sector installations facing the same gas stream characteristics. - 2
Large-scale MPA at 800,000 Nm³/h is feasible in a single module. This project demonstrated that magnetic plume abatement technology is scalable to very large gas volumes within a single treatment unit. The BLCNXB-80W represents one of the largest single MPA deployments in the sector, and its first-time commissioning success confirmed that the technology’s performance characteristics — efficiency, stability, load tolerance — are maintained at scale. Facilities treating over 500,000 Nm³/h need not default to multiple parallel units to achieve compliance. - 3
Site installation logistics deserve as much engineering attention as process design. The crane access challenge documented in this project’s experience summary highlights a category of installation risk that is often underweighted in the engineering design phase. For large-footprint units (30.0×17.0×26.5 m) in mountainous sites with constrained access, the rigging and installation sequence must be engineered alongside the process design, not handled as a construction-phase improvisation after the equipment arrives on-site. - 4
Space reservation at the design stage costs nothing and saves a great deal later. The requirement to reserve equipment space for future upgrades — documented explicitly in this project’s engineering requirements — is a low-cost design decision that has disproportionately high long-term value. As environmental standards continue to tighten in the phosphorus chemical sector, facilities with reserved upgrade space will be able to respond to new requirements at a fraction of the cost of facilities that must retrofit into constrained existing layouts.
09 — Frequently Asked Questions
Magnetic Plume Abatement for Yellow Phosphorus Plants: Ten Questions Answered
Questions from plant managers, environmental compliance engineers, and procurement teams evaluating MPA technology for yellow phosphorus and phosphoric acid manufacturing facilities.
Ready to Eliminate Your White Plume?
Explore the Full Range of Industrial Emission Control Solutions
From magnetic plume abatement in yellow phosphorus and phosphoric acid plants to regenerative thermal oxidation systems for high-concentration VOC abatement, our engineering team delivers field-verified solutions for the most demanding industrial emission control challenges.





















