
Système FGD calcaire-gypse série BLSHSTL1W/230W
1. Présentation du produit
La solution ultime pour le traitement des gaz de combustion à grande capacité
Le Système de désulfuration des gaz de combustion (FGD) à base de calcaire et de gypse série BLSHSTL1W/230W est universellement reconnue comme la technologie la plus aboutie, fiable et largement déployée pour le contrôle des émissions industrielles lourdes. Elle utilise un calcaire très réactif (CaCO₃).3Sous forme de boue, il lave et neutralise d'importants volumes de gaz de combustion, capturant efficacement le dioxyde de soufre (SO₂).2) et le convertir en sulfate de calcium dihydraté (gypse) stable et commercialisable.
Conçue pour gérer sans problème des charges de soufre ultra-élevées (jusqu'à 5 000 mg/Nm³) et des capacités de débit d'air massives (jusqu'à 2 300 000 m³/h), cette série est la mise à niveau définitive pour les centrales électriques et les installations métallurgiques lourdes.
En tant qu'alternative performante et économique aux systèmes de référence mondiaux haut de gamme tels que les systèmes de lavage humide General Electric (GE) ou Mitsubishi Heavy Industries (MHI), notre série BLSHSTL offre des efficacités de désulfuration identiques ou supérieures tout en optimisant considérablement les dépenses d'investissement (CapEx) et les dépenses d'exploitation (OpEx) du cycle de vie.

2. Spécifications techniques
Principaux paramètres d'ingénierie
Conçus pour une évolutivité extrême, nos systèmes FGD peuvent être conçus sur mesure pour correspondre aux profils thermodynamiques et aérodynamiques précis de l'infrastructure de votre installation existante.
| Élément de paramètre | Gamme de spécifications | Unité |
|---|---|---|
| Volume de gaz de traitement | 10,000 - 2,300,000 | m³/h |
| Température admissible du gaz | ≤ 180 | °C |
| Concentration admissible de soufre à l'entrée | 1 - 5,000 | mg/Nm³ |
| Pression de conception de la coque | -6,000 ~ +6,000 | Pennsylvanie |
| Résistance de fonctionnement | 800 ~ 1,300 | Pennsylvanie |
| Émission garantie à la sortie | < 35 | mg/Nm³ |
3. Mécanisme de réaction
Fonctionnement : Le principe chimique
Les gaz de combustion pénètrent dans l'absorbeur par le bas et entrent en contact à contre-courant avec la suspension de calcaire pulvérisée vers le bas. Les gaz sont purifiés, désembués et évacués, tandis que les composés soufrés sont définitivement piégés dans des structures cristallines solides.
Absorption gaz-liquide
DONC2 et ainsi3 Les composés présents dans les gaz de combustion sont absorbés par l'eau contenue dans les gouttelettes de suspension, amorçant ainsi l'acidification de la phase liquide.
Dissolution et neutralisation du calcaire
Le carbonate de calcium se dissout en ions actifs, qui subissent des réactions ioniques complexes avec le sulfite acide pour former du sulfite de calcium.
Californie2+ + OH- + HSO3- + 2H+ → Ca2+ + HSO3- + 2H2O
Oxydation forcée et cristallisation
L'oxygène injecté dans le réservoir de boue oxyde de force le sulfite de calcium instable en sulfate de calcium, qui cristallise en gypse recyclable.
Californie2+ + SO42- + 2H2O → CaSO4·2H2O↓
4. Principaux avantages
Pourquoi les industries lourdes choisissent notre système
Une efficacité inégalée
Atteint systématiquement le niveau SO2 des rendements d'élimination de ≥ 98%, dépassant facilement les mandats mondiaux les plus stricts en matière de très faibles émissions.
Capacité massive
Capable de traiter jusqu'à 2 300 000 m³/h de gaz de combustion, ce qui en fait le choix de prédilection pour les chaudières industrielles et les centrales électriques de très grande envergure.
Récupération des sous-produits
Le système comprend des hydrocyclones intégrés et un système de déshydratation sous vide pour produire du gypse commercial recyclable de haute pureté.
Absorbant abondant
L'utilisation du calcaire, matériau abondant et peu coûteux, permet de réduire considérablement les coûts d'exploitation à long terme de l'installation.
Grande adaptabilité
Fonctionnement remarquablement stable même lors de la combustion de charbon à haute teneur en soufre, gérant sans effort des concentrations d'entrée jusqu'à 5 000 mg/Nm³.
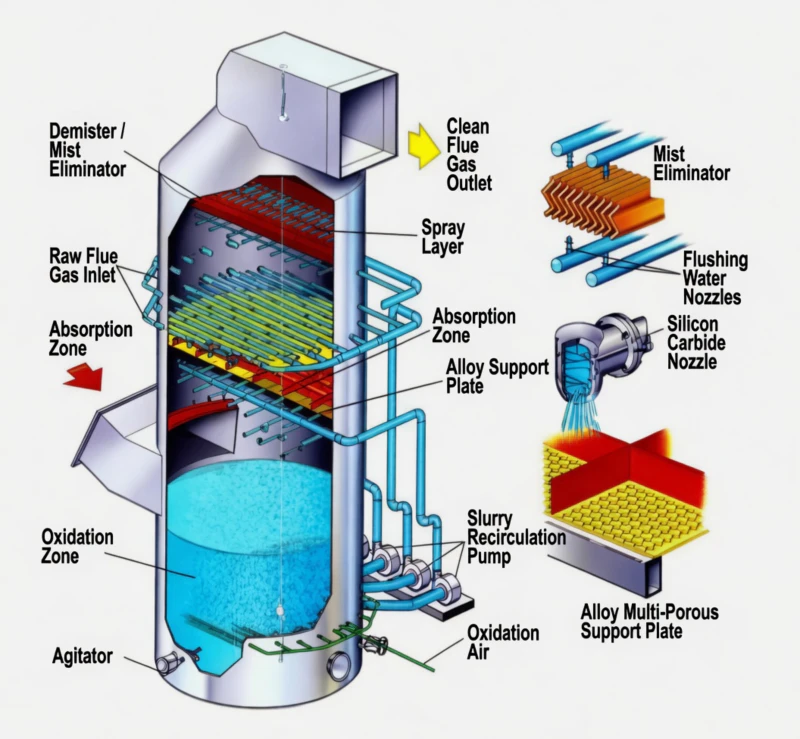
5. Anatomie du système
Architecture d'absorbeur avancée
La tour d'absorption est conçue avec précision grâce à la dynamique des fluides afin de maximiser la surface d'échange massique tout en minimisant la résistance aérodynamique. À l'intérieur, la tour est divisée en zones fonctionnelles spécifiques.
- 1. Agitateur robuste
- 2. Zone d'oxydation
- 3. Entrée des gaz de combustion
- 4. Plateau en alliage
- 5. Zone d'absorption primaire
- 6. Couche de pulvérisation à plusieurs niveaux
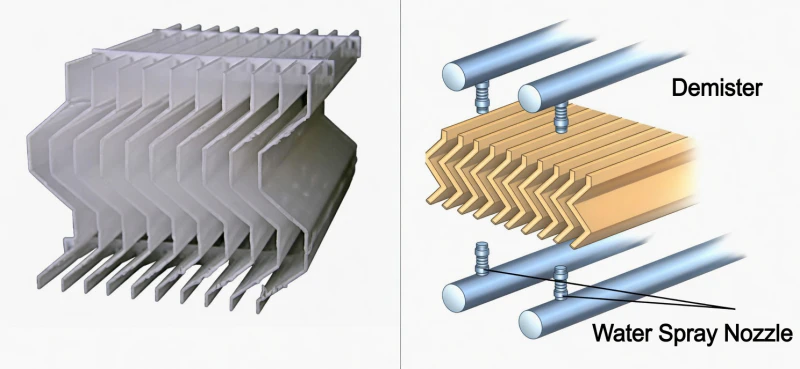
- 7. Désembueur à haute vitesse
- 8. Système de rinçage du désembueur
- 9. Sortie de gaz de combustion propre
- 10. Pompe à boues en circulation
Sous-systèmes robustes



Compatibilité avant traitement
Pour les gaz d'échappement industriels spécifiques transportant des particules lourdes, nos tours FGD s'intègrent parfaitement aux modules de filtration à sec en amont et aux précipitateurs électrostatiques pour assurer un contrôle coordonné de plusieurs polluants.
6. Scénarios d'application
Applications industrielles mondiales
centrales thermiques
La référence absolue en matière de chaudières industrielles de forte puissance. Capable de gérer les volumes massifs de gaz d'échappement produits lors de la combustion du charbon tout en assurant un fonctionnement continu 24h/24 et 7j/7 à pleine charge.
Acier et métallurgie
Très efficace pour traiter les émissions complexes et riches en soufre générées par les usines de frittage, les procédés de granulation et les hauts fourneaux industriels de grande taille.
Fabrication de ciment
Ce procédé permet de réduire les importantes émissions de dioxyde de soufre provenant des fours rotatifs. Le gypse de haute pureté ainsi obtenu peut souvent être réintégré sans difficulté dans le cycle de production du ciment.
7. Valeur et retour sur investissement
Pourquoi choisir la série BLSHSTL ?
Avis de sélection en ingénierie : La mention de grandes marques internationales (telles qu'Alstom, GE ou MHI) sert uniquement à des fins de comparaison technique, afin d'aider les ingénieurs d'installations à dimensionner et évaluer les différentes options. Nous ne vendons pas de contrefaçons et ne revendiquons aucune affiliation légale. La gamme BLSHSTL est une solution industrielle innovante et hautement compétitive, développée de manière indépendante.
| Métrique d'évaluation | Notre série BLSHSTL | Marques occidentales haut de gamme | Laveurs à voie humide standard |
|---|---|---|---|
| Efficacité de désulfuration | ≥ 98% (Ultra-faibles émissions) | ≥ 98% | ~ 90% |
| Dépenses d'investissement initiales | Hautement optimisé (retour sur investissement rapide) | Premium extrêmement élevé | Faible |
| Qualité des sous-produits du gypse | Qualité commerciale | Qualité commerciale | Souvent des déchets/boues |
| Résistance à l'entartrage et au colmatage | Excellent (Dynamique avancée) | Excellent | Mauvais (Entretien élevé) |
8. Assurance qualité
Certifications mondiales et capacités EPC
Les systèmes de désulfuration des gaz de combustion (FGD) représentent des investissements d'infrastructure considérables. Nous minimisons vos risques en opérant selon les protocoles internationaux de qualité et de fabrication les plus stricts et en fournissant un soutien technique complet.
Conformité ISO et CE
Nos installations de production sont certifiées ISO 9001:2015. Tous les appareils à pression et les équipements rotatifs lourds sont conformes aux directives de sécurité CE les plus strictes.
Services EPC complets
Des capacités clés en main complètes : modélisation des processus, fabrication de structures, logistique mondiale, assistance au montage sur site et mise en service intelligente.
Prêt à moderniser vos installations ?
Veuillez communiquer à notre équipe d'ingénieurs le volume de vos gaz de combustion, votre température de fonctionnement et votre concentration en soufre afin de recevoir une analyse CFD personnalisée et une proposition technique.
9. Base de connaissances
Foire aux questions
1. Pourquoi la méthode calcaire-gypse est-elle si dominante dans les centrales électriques ?
Cela s'explique principalement par des raisons économiques et d'échelle. Le calcaire est très abondant et bon marché. Le système peut traiter des volumes exceptionnellement importants de gaz de combustion et produit un sous-produit stable (le gypse) qui peut être vendu, compensant ainsi les coûts d'exploitation.
2. Comment le système empêche-t-il l'entartrage et le colmatage à l'intérieur de l'absorbeur ?
L'entartrage est limité grâce à un contrôle précis du pH, à l'utilisation de buses de pulvérisation anti-entartrage à haute vitesse et au maintien d'une forte densité de suspension de germes de cristaux de gypse dans la cuve à boues grâce à de puissants agitateurs latéraux. Ceci force la cristallisation à se produire sur les germes plutôt que sur les parois de la tour.
3. Ce système peut-il supporter les fluctuations de la charge de la chaudière ?
Oui. Le système utilise des variateurs de fréquence (VFD) sur les pompes de circulation et un système PLC hautement automatisé. Il ajuste dynamiquement et en temps réel le débit de boue et l'apport de calcaire en fonction du volume de gaz entrant et de la concentration en soufre.
4. Qu’advient-il du gypse commercial ?
Après passage dans l'hydrocyclone et le filtre à bande sous vide, la teneur en humidité du gypse descend en dessous de 101 TP3T. Il est ensuite généralement vendu à l'industrie de la construction pour la fabrication de plaques de plâtre ou comme additif dans le ciment Portland.
5. Quelle est la chute de pression attendue à travers l'absorbeur ?
Notre conception de tour vide optimisée thermodynamiquement assure une très faible résistance aérodynamique, maintenant généralement une résistance de fonctionnement entre 800 Pa et 1 300 Pa, permettant ainsi d'économiser une quantité importante d'énergie du ventilateur de tirage induit.
6. Le système consomme-t-il beaucoup d'eau ?
Comme les gaz de combustion chauds évaporent l'eau de la suspension pour la refroidir jusqu'à la température de saturation adiabatique (environ 50-60 °C), un apport d'eau d'appoint est nécessaire. Cependant, le système fonctionne en circuit fermé à haut rendement, ce qui minimise la consommation globale.
7. Comment les eaux usées sont-elles traitées ?
Un petit flux d'eaux usées est prélevé pour limiter l'accumulation de chlorures et de métaux lourds. Ces eaux usées issues du désulfurage des gaz de combustion sont acheminées vers une station d'épuration dédiée, utilisant la précipitation chimique et la clarification pour respecter les normes de rejet environnementales.
8. Quels matériaux sont utilisés pour prévenir la corrosion ?
La tour d'absorption est généralement construite en acier au carbone, revêtue intérieurement d'époxy à base de paillettes de verre de haute qualité ou de caoutchouc. Les zones critiques, telles que l'entrée des gaz de combustion et les collecteurs de pulvérisation, utilisent fréquemment des alliages à haute teneur en nickel (comme l'Hastelloy) ou du PRV pour une résistance maximale à la corrosion.
9. Combien de temps faut-il pour mettre en œuvre ce système ?
Compte tenu de l'envergure de ces projets, la conception et la fabrication sur mesure prennent généralement de 3 à 5 mois. Les travaux de génie civil sur site, le montage des structures et la mise en service nécessitent généralement de 2 à 4 mois supplémentaires.
10. Comment puis-je déterminer si mon installation a besoin de ce système plutôt que d'une méthode à sec ?
Si votre installation traite des volumes de gaz extrêmement importants (par exemple, >500 000 m³/h), brûle du combustible à haute teneur en soufre et dispose de l'infrastructure nécessaire pour gérer l'élimination des boues liquides et du gypse, la méthode humide calcaire-gypse est de loin le choix le plus économique à long terme.
Assurez votre conformité environnementale
Collaborez avec nous pour concevoir un système de désulfuration durable et à haut rendement. Éliminez les émissions et protégez la pérennité de vos activités.
























