When examining the architecture of modern industrial emission governance, industry literature overwhelmingly focuses on the chemical complexities of Selective Catalytic Reduction reactors, the thermal dynamics of the furnace, and the precision of ammonia metering grids. However, even the most exquisitely engineered chemical reactor is destined to suffer a catastrophic failure if its aerodynamic pathways become compromised. Industrial flue gas is an intensely hostile, turbulent environment. It carries massive volumes of abrasive fly ash, vaporized heavy metals, and highly corrosive chemical aerosols. The true, unsung hero of any heavy-duty denitrification plant is the automated Soot Blowing Subsystem. Acting as the relentless “scavenger” of the reactor housing, the soot blower is fundamentally responsible for eradicating ash deposits and clearing chemical blockages. By continuously maintaining pristine aerodynamic pathways, this critical mechanism prevents physical asphyxiation, protects multi-million dollar catalytic assets from permanent poisoning, and drastically slashes the parasitic electrical load of the entire manufacturing facility. This comprehensive technical exposition delves deep into the critical mechanics, the diverse technological variations, and the immense operational return on investment provided by industrial soot blowers.

Figure 1: Mega-Scale Denitrification Infrastructure Requiring Constant Aerodynamic Maintenance
1. The Anatomy of Contamination: Ash and Ammonium Salts
To truly appreciate the indispensable necessity of the soot blower, environmental engineers must first understand the devastating chemical and physical forces constantly assaulting the interior dimensions of a denitrification reactor. Flue gas originating from heavy industrial applications—such as coal-fired utility boilers, dry-process cement kilns, or metallurgical sintering machines—carries extreme concentrations of particulate matter. In many heavy industries, this dust load can exceed eighty grams per normal cubic meter. However, the threat to the system is not merely inert dirt.
The Sticky Ammonium Trap
In any ammonia-based denitrification system, a minute percentage of unreacted ammonia will inevitably bypass the primary reaction zone. This phenomenon is universally known as “ammonia slip.” As the hot flue gas travels downstream and begins to cool, this fugitive ammonia reacts with the Sulfur Trioxide present in the gas stream, interacting with water vapor to synthesize a highly viscous, sticky compound called Ammonium Bisulfate. This chemical acts as a potent industrial adhesive. It binds with the passing microscopic fly ash to form a dense, concrete-like crust. Without immediate and aggressive mechanical intervention, this crust will rapidly accumulate on the surface and deeply within the microscopic pores of the catalyst beds, triggering a cascading failure of the entire purification matrix.
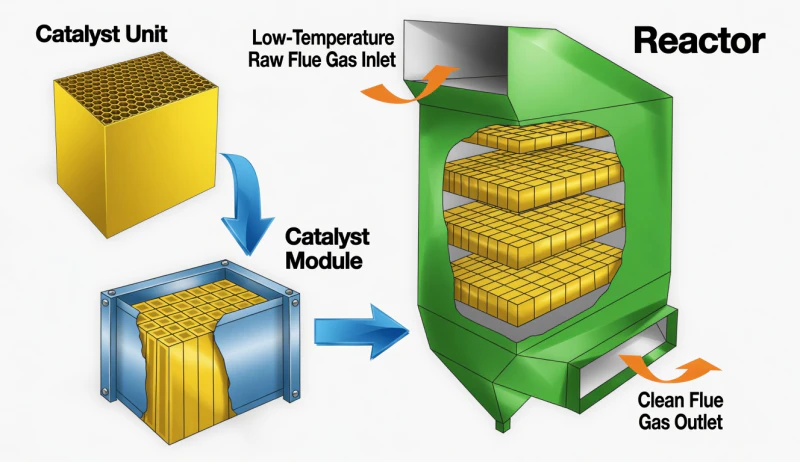
Figure 2: The Catalyst Matrix: The Primary Target for Destructive Ash and Salt Accumulation
2. Aerodynamic Purity: The Foundation of Chemical Efficiency
The Strict Geometry of Laminar Flow
A modern denitrification reactor is entirely dependent on the uniform, laminar distribution of gas. If a localized section of the honeycomb catalyst becomes plugged with an accumulation of ash, the massive volume of flue gas does not simply stop; instead, it is violently forced to channel through the remaining open areas of the reactor at a significantly higher velocity. This phenomenon destroys the system’s “residence time”—the critical, highly calibrated duration that the gas must spend in intimate contact with the catalytic active sites to achieve complete chemical neutralization.
The Primary Function of the Scavenger
The integrated soot blower is specifically engineered and deployed to physically eradicate this threat. It forcefully blows off fly ash, coarse dust, and sticky ammonium salts from the surface geometry and deep within the microscopic pores of the catalyst to prevent clogging. By executing meticulously programmed, high-intensity cleaning cycles, the system guarantees that the flue gas passes through the entire cross-section of the catalyst uniformly. This prevents the denitrification efficiency from degrading due to dead zones and aerodynamic channeling. Ultimately, this relentless, automated maintenance is what guarantees the facility will consistently meet near-zero regulatory emission mandates over a multi-year lifecycle.
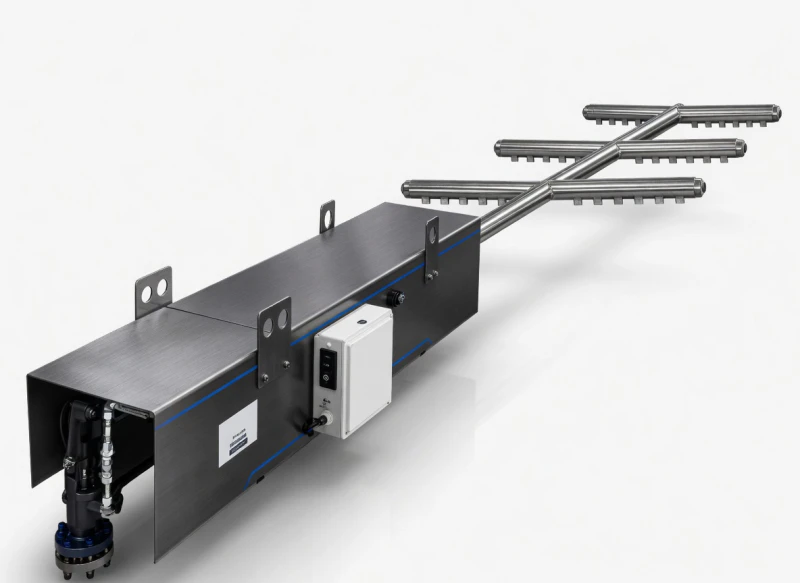
Figure 3: Acoustic Soot Blower Horn Designed to Penetrate Microscopic Catalyst Pores
3. Technological Arsenal: Acoustic vs. Pneumatic Blowing
Acoustic Resonance Technology
Modern environmental engineering utilizes two primary variations of soot blowing technology. The first is the Acoustic Resonance Soot Blower. This highly advanced system utilizes compressed air to drive a titanium diaphragm, generating low-frequency, high-energy sound waves. These sound waves propagate spherically throughout the entire interior of the reactor housing. When the sound waves encounter ash deposits resting on the catalyst surface, they induce severe vibrational resonance. The mechanical bonds holding the ash particles together are shattered by the vibration, causing the dust to fluidize and be carried away harmlessly by the normal flow of the flue gas. The primary advantage of acoustic cleaning is that it introduces zero moisture into the reactor and causes zero mechanical wear to the fragile catalyst blocks.
Pneumatic Steam and Air Rakes
The second variation is the Pneumatic Rake Soot Blower, which relies on brute kinetic force. This system consists of an array of heavy-duty steel lances positioned directly above the catalyst beds. During a cleaning cycle, highly pressurized dry steam or compressed air is blasted through precisely engineered nozzles. The massive kinetic energy of the jet physically scours the surface of the catalyst, forcibly ejecting severe blockages and hardened salt crusts. This system is mandatory in heavy industrial applications, such as cement kilns and biomass incinerators, where the sheer volume and stickiness of the particulate matter would overwhelm acoustic systems. The system operates on a traversing rail, ensuring every square inch of the catalyst matrix receives targeted kinetic cleaning.
.webp)
Figure 4: Rake-Type Pneumatic Soot Blower Delivering High-Velocity Kinetic Cleaning
4. Slashing OPEX: The Battle Against System Resistance
Beyond chemical failure and emission non-compliance, the accumulation of ash presents a massive mechanical and financial threat to the entire industrial plant. When a catalyst bed becomes heavily fouled, it acts exactly like a clogged filter in an industrial vacuum system. The aerodynamic resistance across the reactor spikes drastically.
Relieving the Induced Draft Fans
To force millions of cubic meters of heavy flue gas through an obstructed, clogged reactor, the facility’s massive Induced Draft fans must ramp up their operational output exponentially. This parasitic electrical load directly consumes the factory’s primary energy generation, severely damaging the bottom-line profitability of the operation.
The frequent, automated operation of the soot blower is explicitly designed to relentlessly combat system resistance. By keeping the honeycomb passageways wide open, the cleaning system avoids excessive pressure differentials across the flue duct and reactor infrastructure. This permanently reduces the electrical energy consumption of the induced draft fans. In mega-scale utility applications, this single operational benefit often returns the capital investment of the entire soot blowing infrastructure within the first few years of deployment.
5. Shielding the Investment: Catalyst Lifespan Extension
Defending Against Abrasion and Chemical Poisoning
The catalyst blocks represent the absolute largest consumable operational expense in any denitrification system. Procuring and replacing poisoned or physically destroyed catalyst layers can cost millions of dollars and require extensive, highly disruptive facility downtime. When fly ash is permitted to accumulate on the leading edges of the catalyst, it alters the aerodynamics, creating localized high-velocity vortexes that literally sandblast the active chemical material away.
Furthermore, if the accumulated ash contains high concentrations of heavy metals or alkaline poisons, prolonged physical contact will permanently neutralize the chemical reactivity of the substrate. The soot blowing system is deployed as the primary defensive perimeter to protect the catalyst. By preventing ash blockage, physical abrasion, and chemical poisoning, it effectively acts as a comprehensive life-support system, significantly extending the service life of the catalyst and shielding the facility’s capital investments.
.webp)
Figure 5: Cross-Sector Deployments Relying on Aerodynamic Maintenance
6. Intelligent Automation: The BAOLAN Quality Benchmark
A soot blowing system cannot be an isolated afterthought bolted onto the side of a reactor; it must be flawlessly integrated into the entire aerodynamic and electrical architecture of the plant. BAOLAN operates as a comprehensive environmental supplier, ensuring every mechanical subsystem communicates synchronously in real-time.
Massive Manufacturing Capacity
Our facilities boast an annual production capacity exceeding fifty thousand tons. This allows us to rapidly manufacture and deploy massive reactor housings pre-fitted with custom acoustic and pneumatic soot blower arrays tailored precisely to your specific dust load and operational parameters.
Intelligent Automation Architecture
Our soot blowers do not operate blindly. They are directly wired into advanced Programmable Logic Control cabinets that continuously monitor the differential pressure across the reactor in real-time. When resistance crosses a critical threshold, the system automatically triggers a highly sequenced cleaning cycle without human intervention.
Uncompromising Quality Assurance
Every single component, from the high-pressure steam distribution valves to the internal sonic wave diaphragms, is manufactured under strict compliance. We ensure that our entire production operates according to the ISO9001 management system, guaranteeing international-grade reliability across heavy industrial sectors.
Secure the Lifespan of Your Emission Infrastructure Today
Do not allow abrasive fly ash, chemical poisoning, and severe aerodynamic clogging to compromise your stringent compliance targets and drain your facility’s energy efficiency. Protect your multi-million dollar catalytic investment with BAOLAN’s internationally advanced, fully automated soot blowing subsystems. Contact our elite technical engineering team today to design a specialized, zero-maintenance architectural solution for your industrial plant.





















