Case Study · Industrial Emission Control
How a phosphorus chemical enterprise serving 20-plus countries achieved zero visible white plume, passed government acceptance inspection at first attempt, and earned provincial “Green Factory” designation — with a two-phase magnetic plume abatement system treating 570,000 Nm³/h of highly corrosive furnace off-gas.
Flame Retardant Fume Abatement
Phosphorus Chemical Off-Gas Treatment
Non-Thermal Plume Suppression
Electric Furnace Acid Mist Control
01 — Industry Background
Why Flame Retardant Fine Chemical Plants Are Under Intensified Emission Scrutiny
The flame retardant fine chemicals sector — encompassing phosphorus-based fire retardants, phosphate fertilizers, yellow phosphorus production, and affiliated chemical processing — is one of the most heavily regulated industrial categories in China’s Yangtze River Economic Belt. A dedicated national remediation initiative, the Yangtze River “Three Phosphorus” Special Rectification Action Plan, targets phosphorus mining operations, phosphorus chemical enterprises, and phosphogypsum storage facilities across seven provinces and municipalities including Jiangsu, Hubei, Hunan, Sichuan, Guizhou, and Yunnan.
The five-stage remediation framework covers problem identification, one-enterprise-one-plan rectification design, completion verification, inspection of rectification outcomes, and continuous enforcement. For phosphorus chemical manufacturers running thermal hot-process furnaces — the dominant production technology for phosphorus-based flame retardants — the key compliance challenge is the combined off-gas stream from electric arc furnaces: a mixture of acid mist, organic pollutants, fine particulates, heavy metals, and fully saturated water vapor that produces dense, persistent white plume emissions visible for kilometers.
Under GB 31573–2015 Emission Standard of Air Pollutants for Inorganic Chemical Industry, particulate matter must not exceed 10 mg/Nm³, SO&sub2; must stay below 30 mg/Nm³, and NOx below 100 mg/Nm³ at the stack. Achieving these limits while simultaneously eliminating visible white plume across multi-furnace, dual-workshop operations at 570,000 Nm³/h total gas volume demands a fundamentally different approach than single-tower wet scrubbing.
“Phosphorus chemical off-gas is among the most corrosive and compositionally complex industrial flue gas streams encountered in practice. Conventional glass-fiber or mild-steel ducting and standard alkali scrubbing systems fail rapidly. The only durable path to compliance is technology that is intrinsically corrosion-resistant and generates no secondary effluent.”
— Project Engineering Technical Summary, Phase 1 & Phase 2 Magnetic Plume Abatement

02 — Pollution Profile
Dual-Workshop Flue Gas Characterization: Main and Rear Workshop Furnace Off-Gas
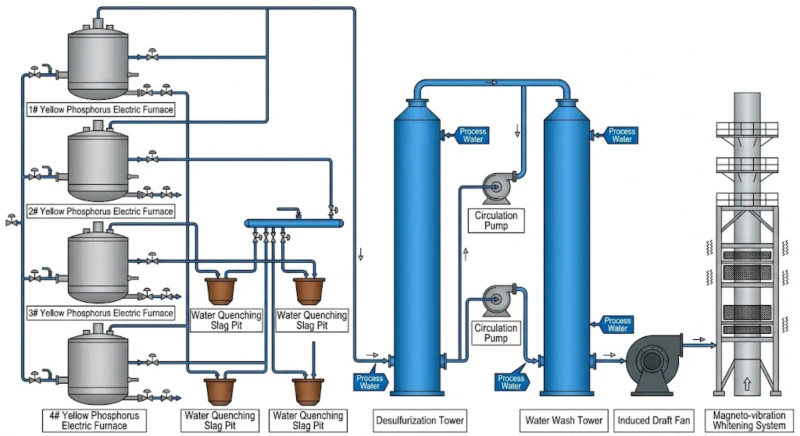
The facility operates two independent production zones: the Main Workshop, housing 4 thermal hot-process phosphoric acid electric furnaces with a combined rated flue gas volume of 350,000 Nm³/h; and the Rear Workshop, running 2 additional thermal furnaces (Furnace 7 and Furnace 8) generating 220,000 Nm³/h. Each furnace is paired with a water quench tank, pre-furnace fume collection hood, acid collection tank, and recirculation pool.
Hot-process phosphoric acid electric furnace off-gas carries an unusually aggressive mixture of pollutants. Beyond the particulate and sulfur dioxide found in most industrial flue gas, phosphorus furnace exhaust contains organic contaminants, phosphorus pentoxide fume, and — critically — carbon monoxide at high initial concentrations (up to 2,000 mg/Nm³) arising from the carbon-reduction chemistry of the thermal phosphoric acid process. The flue gas also carries trace arsenic at 1 mg/Nm³, adding a public health dimension to the compliance challenge.
- Nitrogen oxides (NOx): Initial concentration 100 mg/Nm³. Regulated outlet limit 100 mg/Nm³ — inlet-to-limit ratio leaves no margin with conventional technology.
- Sulfur dioxide (SO&sub2;): Initial 500 mg/Nm³; outlet target ≤30 mg/Nm³. Requires high-efficiency desulfurization pre-treatment upstream of the magnetic abatement unit.
- Particulate matter (PM): Initial 220 mg/Nm³; outlet target ≤10 mg/Nm³. Fine phosphorus fume and carbon particulates require deep-capture at the sub-micron level.
- Carbon monoxide (CO): Initial 2,000 mg/Nm³ — an explosive hazard that must be controlled via pre-combustion before the gas stream reaches any downstream treatment equipment.
- Hydrogen fluoride (HF): Initial 50 mg/Nm³. Highly corrosive; specifies duplex stainless steel (2205) rather than standard carbon steel across all wetted surfaces and absorber materials.
- Arsenic (As): Initial 1 mg/Nm³. Requires capture to near-zero levels to protect human health and meet heavy metals provisions in GB 31573.
- Saturated acid mist and white plume: Post-wet-scrubber exhaust enters the magnetic abatement stage at approximately 35°C with near-100% relative humidity and inlet pollutant loading of 100 mg/Nm³, generating dense visible white plume under all ambient conditions.
| पैरामीटर | प्रारंभिक सांद्रता | Outlet (Design) | Regulatory Limit |
|---|---|---|---|
| एनओएक्स | 100 mg/Nm³ | ≤100 मिलीग्राम/एन.मी³ | 100 mg/Nm³ |
| SO&sub2; | 500 mg/Nm³ | ≤30 mg/Nm³ | 30 mg/Nm³ |
| Particulate matter (PM) | 220 mg/Nm³ | ≤10 mg/Nm³ | 10 mg/Nm³ |
| Carbon monoxide (CO) | 2,000 mg/Nm³ | Controlled via pre-combustion | — |
| Hydrogen fluoride (HF) | 50 mg/Nm³ | Near zero | — |
| Arsenic (As) | 1 mg/Nm³ | 0.0008 mg/Nm³ | Heavy metals provision |
| Mixed inlet pollutant density (post-desulfurization) | 100 mg/Nm³ | ≤10 mg/Nm³ | 10 mg/Nm³ |
| Visible white plume | Present (severe) | None (invisible) | No visible white plume |
| Inlet flue gas temperature | 80°C (furnace exit); ≈35°C (post-scrubber) | — | — |
| Total treated flue gas volume | 350,000 + 220,000 Nm³/h | — | — |
03 — Engineering Requirements
Design Criteria for Magnetic Plume Abatement in Highly Corrosive Phosphorus Chemical Applications
The project specification team established the following design requirements before any technology selection was made. These reflect the unique challenges of phosphorus chemical off-gas and the dual-workshop operating context, and they informed every material and equipment choice throughout the project.
Proven Technology Only
Only commercially mature, field-proven purification technologies are acceptable. The system must achieve a 30%–50% improvement over the existing baseline on the basis of verified results from comparable installations in the phosphorus chemicals or similarly corrosive industrial sectors.
Wide Flue Gas Tolerance
The system must maintain stable purification performance when flue gas volume fluctuates between 10% and 110% of the rated design capacity, accommodating variations in furnace load, batch cycling, and planned maintenance isolation of individual furnace units.
Grade-Specific Corrosion Resistance
All components in contact with the phosphorus chemical flue gas stream — absorber layers, duct linings, vessel walls, fan casings, and fasteners — must be fabricated from duplex stainless steel 2205 or equivalent-rated corrosion-resistant materials. Standard 304 or 316L stainless steel is insufficient for HF-containing streams.
शून्य द्वितीयक प्रदूषण
The treatment process must not produce wastewater effluent, spent reagent solution, or hazardous solid waste streams requiring further disposal. Captured condensate may be directed to the existing circulation water system for evaporative recovery. Raw material supply for the system must be stable and fully domestic.
Energy Efficiency and Cost Control
Equipment selection and system engineering must minimize capital expenditure and operational running costs. All major purchased equipment must be sourced from nationally certified quality manufacturers. Electrical ratings must be sized to avoid over-specification, using variable-frequency drive fans where applicable.
Noise Compliance
All rotating equipment must not exceed 85 dB(A) measured at 1 m from the unit surface, consistent with GB 12348–2008 Class II industrial boundary noise limits. Fan selection must account for the increased static pressure requirements of the two-phase layout.
Modular and Future-Proof Architecture
The modular design concept must allow the system to accommodate tightening environmental requirements over 3–5 years without core system redesign. Advanced technology must simultaneously reduce low-frequency gaseous pollutant co-emissions to position the facility for ultra-low emission classification.
Water Recovery Integration
The captured condensate from the magnetic abatement absorber layer contains residual phosphoric acid at pH≈2. Rather than treating this as wastewater, the condensate must be routed through an evaporative recovery unit and returned to the circulating water system as make-up water, reducing fresh water consumption and eliminating the wastewater discharge stream entirely.
04 — Treatment Solution
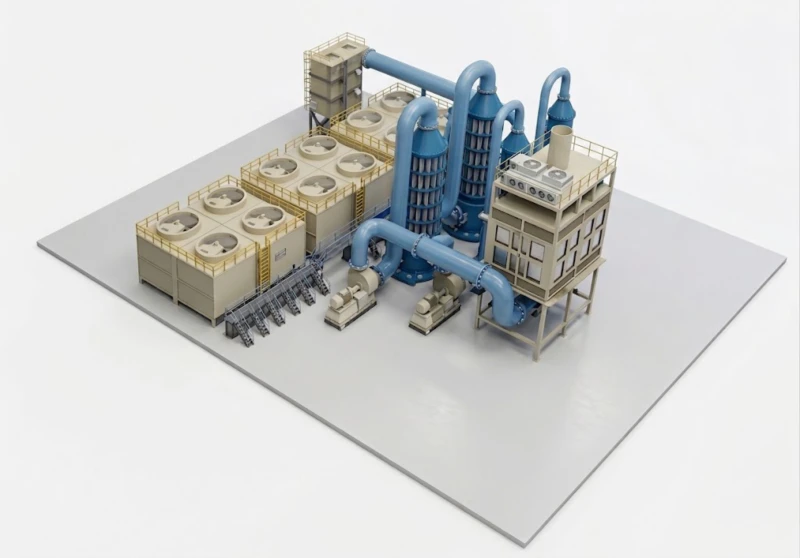
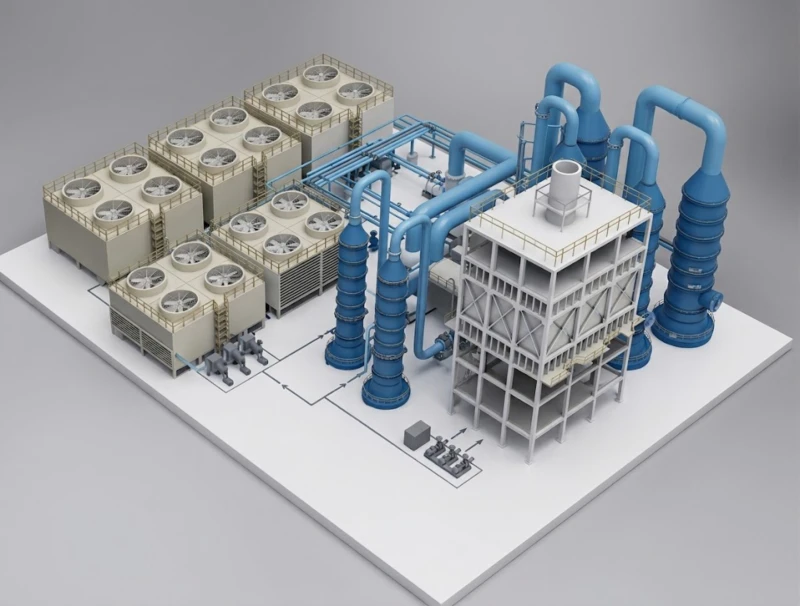
Two-Phase Magnetic Plume Abatement System: Main Workshop and Rear Workshop
The engineering team designed two independent but architecturally identical treatment trains — one for each production workshop — using magnetic plume abatement (MPA) technology as the final purification and white plume elimination stage. Also known as magnetic fume purification, non-thermal plume suppression, dry-phase acid mist capture, or magnetic field white smoke abatement, the MPA process exploits controlled magnetic field gradients to simultaneously capture sub-micron acid mist droplets, fine particulates, and saturated water aerosol — the three physical drivers of visible white plume — without introducing any liquid reagents into the gas stream.
Main Workshop Process Flow (4 Thermal Furnaces — 350,000 Nm³/h)
Furnaces
& Pre-Collection
(Acid Scrubber)
(BLCNXB-35W)
Stack
Rear Workshop Process Flow (2 Thermal Furnaces — 220,000 Nm³/h)
Furnaces (7 & 8)
& Pre-Collection
(Acid Scrubber)
(BLCNXB-22W)
Stack
In both workshops, furnace off-gas first passes through a water quench tank and pre-furnace fume collection system, where bulk solids and heavy carryover are removed and flue gas temperature is reduced from approximately 80°C to near-ambient. The gas then passes through the wet desulfurization acid scrubber where SO&sub2;, HF, and residual organic acids are neutralized. The pre-treated gas — still saturated with water vapor, fine aerosols, and residual acid mist at 100 mg/Nm³ mixed pollutant loading — then enters the magnetic plume abatement unit for final polishing and plume suppression.
System Configuration and Technical Parameters: Phase 1 vs. Phase 2
| पैरामीटर | Phase 2 (Main Workshop) | Phase 1 (Rear Workshop) |
|---|---|---|
| Unit Model | BLCNXB-35W | BLCNXB-22W |
| Layout Type | Tower-external module | Tower-external module |
| Air Flow Orientation | Bottom-entry, top-exhaust | Bottom-entry, top-exhaust |
| शुद्धिकरण दक्षता | ≥971टीपी3टी | ≥971टीपी3टी |
| Inlet Mixed Pollutant Concentration | 100 mg/Nm³ | 100 mg/Nm³ |
| Outlet Mixed Pollutant Concentration | ≤10 mg/Nm³ | ≤10 mg/Nm³ |
| System Resistance | 250 Pa | 250 Pa |
| Treated Flue Gas Volume | 350,000 Nm³/h | 220,000 Nm³/h |
| Absorber Material | 2205 डुप्लेक्स स्टेनलेस स्टील | 2205 डुप्लेक्स स्टेनलेस स्टील |
| Equipment Dimensions (L×W×H) | 17.5×12.5×20 m | 12.8×10.7×18.5 m |
| Magnetic Energy Generator | BLEMG-2K | BLEMG-2K |
| Inlet Flue Gas Temperature | ≈35°C | ≈35°C |
05 — Core Advantages
Why Magnetic Plume Abatement Outperforms Alternatives in Phosphorus Chemical Applications
- ✓
Complete White Plume Elimination Verified by Government Inspection: Following the 3-month construction period, the two-phase MPA system achieved zero visible white plume from all six electric furnace stacks simultaneously. The facility passed government environmental acceptance inspection at first attempt — a benchmark achievement given the scope of the phosphorus chemical sector rectification campaign — and was awarded provincial “Green Factory” designation. - ✓
2205 Duplex Stainless Steel — Purpose-Built for HF-Containing Streams: Phosphorus chemical off-gas containing HF at 50 mg/Nm³ destroys standard 316L stainless steel absorbers within months. The project specified 2205 duplex stainless steel for all wetted and semi-wetted components, delivering the corrosion resistance needed for a 10-plus-year asset life in one of the most chemically aggressive flue gas environments in industry. - ✓
Condensate Recovery Eliminates Wastewater Discharge: The captured condensate from the MPA absorber layer — which contains residual phosphoric acid — is routed through an evaporative recovery unit and returned to the plant’s circulating water system as supplemental make-up water. This closes the water loop completely, eliminating any new wastewater discharge stream from the emission control upgrade and materially reducing the facility’s fresh water consumption. - ✓
Scalable Architecture Covering 570,000 Nm³/h in Two Identical Modules: Rather than designing a single bespoke system for the combined gas volume, the engineering team deployed two independently operable MPA modules. This approach allows one workshop to continue production while the other undergoes planned maintenance, significantly reducing exposure to forced-outage production losses. - ✓
Simultaneous Compliance with Multiple Pollutant Parameters: The MPA stage works in tandem with the upstream wet desulfurization to achieve simultaneous compliance with GB 31573 limits for particulates (10 mg/Nm³), SO&sub2; (30 mg/Nm³), NOx (100 mg/Nm³), heavy metals including arsenic (<0.001 mg/Nm³ achieved vs. inlet 1 mg/Nm³), and visible plume standards — delivering multi-pollutant compliance from a single integrated system. - ✓
Cost-Effective High-Volume Operation — 320 kW Serving 570,000 Nm³/h: The combined two-phase system peak running power is 320 kW. At 24 h/day continuous operation, 8,000 annual running hours, and 0.36 RMB/kWh, total annual electricity cost is approximately 92.16. Per unit of gas treated, this represents a dramatically lower specific energy cost than wet reheating or catalytic oxidation-based plume suppression approaches.
Technology Comparison: Magnetic Plume Abatement vs. Conventional Alternatives for Phosphorus Chemical Sector
| Criterion | Magnetic Plume Abatement | Alkali Wet Scrubbing | GGH Gas Reheating |
|---|---|---|---|
| Complete plume elimination | Yes (invisible stack) | No (haze persists) | Partial (temp-dependent) |
| HF resistance (50 mg/Nm³) | Yes (2205 SS) | Poor (rapid corrosion) | गरीब |
| Wastewater generation | None (condensate recovered) | High volume | कोई नहीं |
| Purification efficiency | ≥971टीपी3टी | ≈80–85% | N/A (no removal) |
| Reagent cost | शून्य | Ongoing (NaOH / Ca(OH)&sub2;) | शून्य |
| Suitability for 570,000 Nm³/h | Yes (modular dual-phase) | Yes (large footprint) | Very high energy cost |
06 — Operational Results
Commissioning Outcomes, Monitoring Data, and Independent Verification
Following the 3-month construction and installation period, both MPA units completed first-time commissioning successfully. The facility achieved complete elimination of visible white plume from all six electric furnace exhaust stacks simultaneously, with no white plume visible under any normal operating condition. Independent third-party monitoring was conducted on August 27, 2020, with the following verified results:
All monitored parameters — particulate matter, hydrogen fluoride, and arsenic — were verified below regulatory limits at the discharge point. The facility passed government acceptance inspection at first attempt and was awarded the provincial “Green Factory” designation, becoming the first phosphorus chemical enterprise in Yunnan Province to achieve this recognition. The combined system now runs continuously at 24 h/day, 8,000 h/year, with an annual electricity bill of approximately 92.16 Ten Thousand Yuan for both phases.
07 — Implementation Cautions
Critical Engineering Considerations Specific to Phosphorus Chemical Off-Gas Treatment
- ⚠️
Carbon monoxide explosion risk: Phosphorus furnace off-gas contains CO at up to 2,000 mg/Nm³. CO is colorless, odorless, and has a lower explosive limit of 12.5% v/v. An online CO concentration monitoring sensor must be installed at the inlet duct upstream of all downstream treatment equipment. If CO concentration approaches the dangerous threshold, combustion parameter adjustment or emergency bypass must be activated immediately. Do not route raw furnace gas through any enclosed treatment vessel before CO is brought below safe operating levels. - ⚠️
Carbon black particulate fouling of the recirculation back-spray nozzles: Phosphorus furnace flue gas contains significant concentrations of carbon black (soot) particulate. If particle loading is high, carbon black can accumulate on the back-spray nozzle heads of the recirculation system, reducing washing effectiveness and causing premature loss of purification efficiency. Add in-line filtration to the recirculation loop and schedule nozzle inspection quarterly during the first year of operation. - ⚠️
HF-related material specification cannot be downgraded: Field experience confirms that specifying components in 316L stainless steel or FRP (fiber-reinforced plastic) for streams with HF at 50 mg/Nm³ and above leads to rapid failure: FRP degrades in HF environments and 316L is not rated for continuous HF service. All wetted components must be specified in 2205 duplex stainless steel as designed. Do not approve material substitutions during procurement without independent corrosion engineering review. - ⚠️
Condensate pH management: The captured condensate from the MPA absorber layer has a pH of approximately 2 due to residual phosphoric acid content. It must be directed to the evaporative recovery unit before re-entering the circulating water system. Direct discharge to a cooling tower sump without pH adjustment would accelerate corrosion of tower internals and connected heat exchangers. Install pH monitoring on the condensate return line and set an automatic diversion alarm at pH<4. - ⚠️
Diverse waste gas classification requires careful upstream collection design: Beyond the main furnace off-gas, phosphorus chemical plants also generate water-vapor-laden furnace flue gas, drying exhaust, converter fume, and refined phosphoric acid mist from multiple sources. Each waste gas category has a distinct composition and must be collected and classified before entering the shared treatment system. Mixing incompatible streams without adequate upstream segregation can cause unexpected reactions and undermine treatment performance. - ⚠️
Safety protocol training is mandatory before commissioning: The combination of CO, HF, and arsenic in the raw off-gas stream means that any duct access for maintenance, sampling, or inspection requires full respiratory protection, CO and HF personal gas detection, and a two-person buddy system. All operations and maintenance personnel must be trained to current protocols before the system enters service. Update the facility’s hazardous substance register to include all new gas-phase hazards introduced with the expanded treatment system.
08 — Engineering Takeaways
Four Transferable Lessons from This Dual-Workshop Project
- 1
Independent modular deployment protects production continuity. By treating each workshop as an independent MPA installation rather than combining both gas streams into one large unit, the project enables one workshop to remain in full production while the other is shut for maintenance. For high-throughput continuous-process facilities, this separation pays for itself rapidly through avoided production downtime over the asset lifetime. - 2
Material specification is a regulatory decision, not just an engineering one. The choice of 2205 duplex stainless steel was driven by the HF content of the flue gas. Had the specifying engineer accepted a cost-based substitution to 316L, the system would have failed within 12–18 months, triggering both a compliance crisis and a capital re-investment. In strongly corrosive chemical sector applications, the material specification document should be reviewed by an independent corrosion engineer before procurement is opened. - 3
Water recovery integration converts a waste stream into a resource. The decision to route condensate through an evaporative recovery unit and return it to the circulating water system as make-up water changed the accounting from a wastewater treatment cost to a water saving benefit. This reframing also simplified the permitting process, as the facility did not need to add a new wastewater discharge permit category for the emission control upgrade. - 4
Government inspection preparation begins at the design stage. The facility’s first-attempt acceptance inspection success was not a coincidence. The project team aligned the system design directly with GB 31573 monitoring protocols, pre-arranged the third-party isokinetic stack sampling contractor, and prepared the full documentation package — equipment certificates, CEMS calibration records, operational training logs — concurrently with system commissioning. This parallel-path approach cut the time from commissioning to formal acceptance by approximately 6 weeks compared with the sequential approach most facilities use.
09 — Frequently Asked Questions
Magnetic Plume Abatement in Phosphorus Chemical Plants: Ten Questions Answered
Questions collected from plant managers, environmental compliance officers, and procurement teams in the flame retardant and phosphorus chemical sector.
Ready to Eliminate Your White Plume?
Explore the Full Range of Industrial Emission Control Solutions
From magnetic plume abatement in phosphorus chemical plants to regenerative thermal oxidation systems for high-concentration VOC abatement, our engineering team delivers field-verified solutions for the most demanding industrial emission challenges.





















